

Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
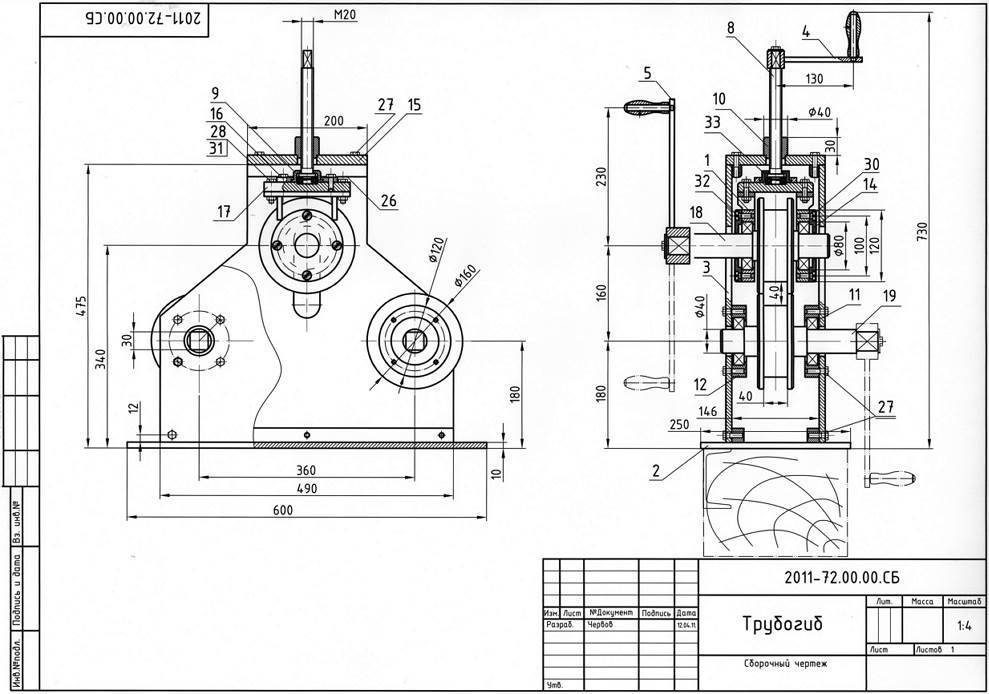
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Почему нужно сгибать трубы трубогибом?
Металлические коллекторы можно сгибать простым механическим способом, закрепив предварительно один конец трубки, с помощью газовой сварки, другими методами.
Но для того, чтобы придать тонкостенной стальной или металлопластиковой трубе необходимую форму самого высокого качества, лучше всего пользоваться самодельным трубогибом.
При помощи такого способа, изделие согнется очень качественно и полностью сохранится его структура.
Использование трубогиба обусловлено:
- наименьшим риском ненужной деформации трубы;
- простотой применения;
- возможностью работать со стояками любых диаметров;
- полной безопасностью во время работы с устройством.
Плюс к этому, не нужно тратить время и средства для нагревания изделия, уменьшается количество стыков (сварочных или резьбовых), конструкция магистрали будет более надежной и ударопрочной.
При монтаже трубопровода пользуются ручным, гидравлическим или электрическим трубогибом (ЭТ). Сегодня наиболее популярным считается последний вариант, который можно сделать своими руками.
Виды трубогибов
Рассматриваемая конструкция может классифицироваться по достаточно большому количеству признаков. В продаже встречаются универсальные варианты исполнения, а также для узконаправленного применения. Устройство различается по следующим признакам:
- По типу привода. Важным элементом конструкции можно назвать привод, который бывает гидравлический, электрический, ручной или электрогидравлический. В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить.
- Классификация проводится и по степени мобильности. Выделяют стационарные и переносные варианты исполнения конструкции. В большинстве случаев, универсальный ручной трубгиб выполняется как переносная конструкция. Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
- По способу воздействия на заготовку – основной признак классификации. К примеру, трубогиб арбалетного типа имеет свою особую конструкцию, которая подходит для гибки металлической или металлопластиковой трубы. Кроме этого, выделяют конструкцию, работающую по принципу обкатки, намотки или проката.
Трубогиб самодельный для металлопластиковых труб может быть самого различного типа, но чаще всего создают механический тип, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз.
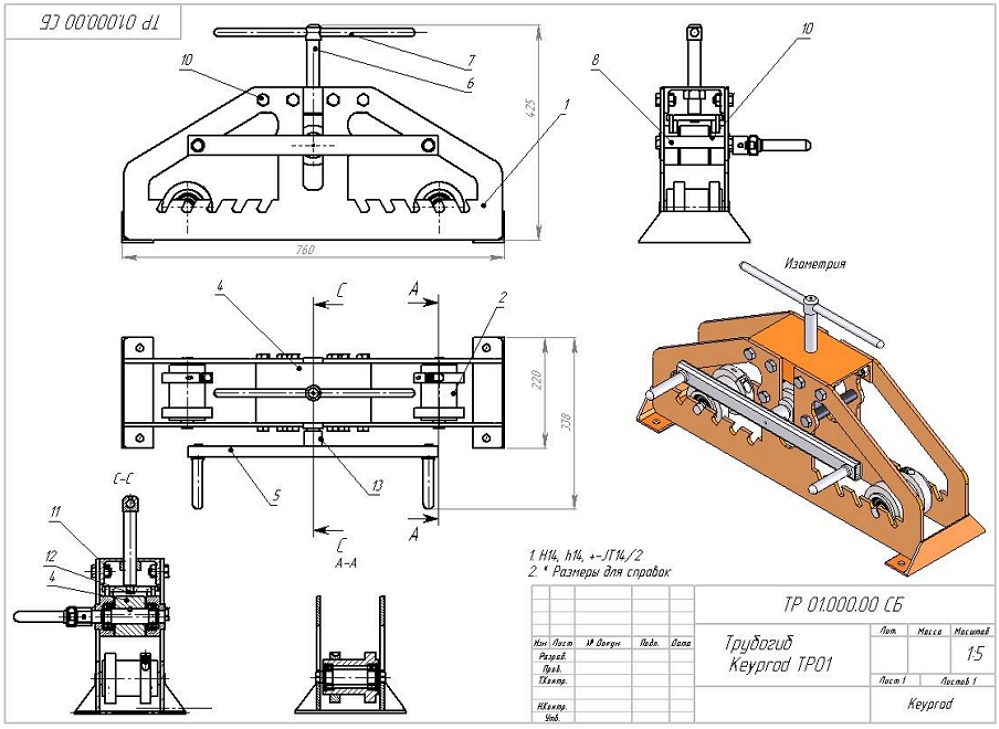
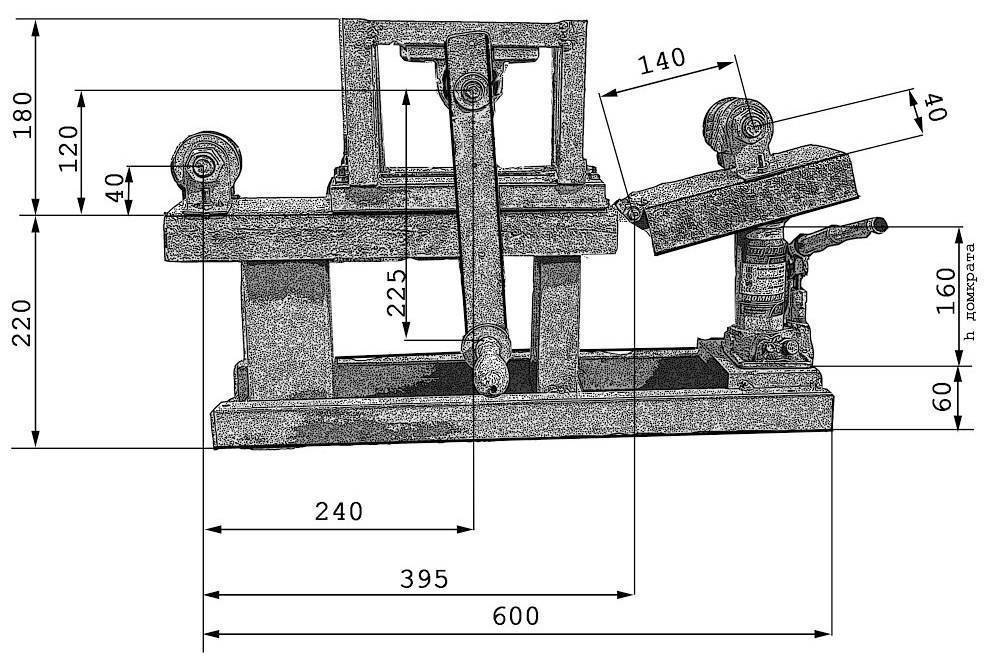
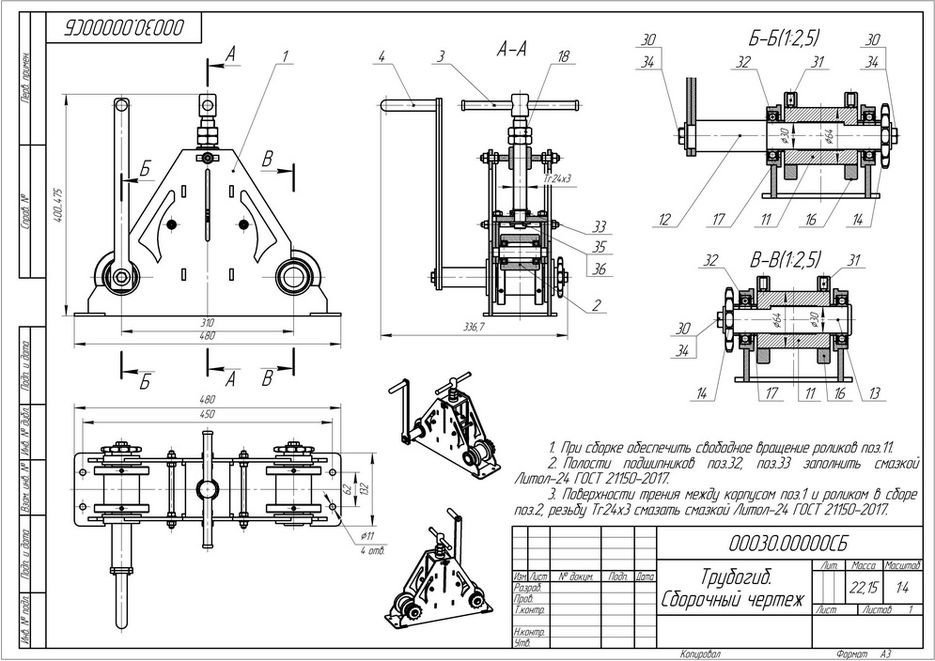
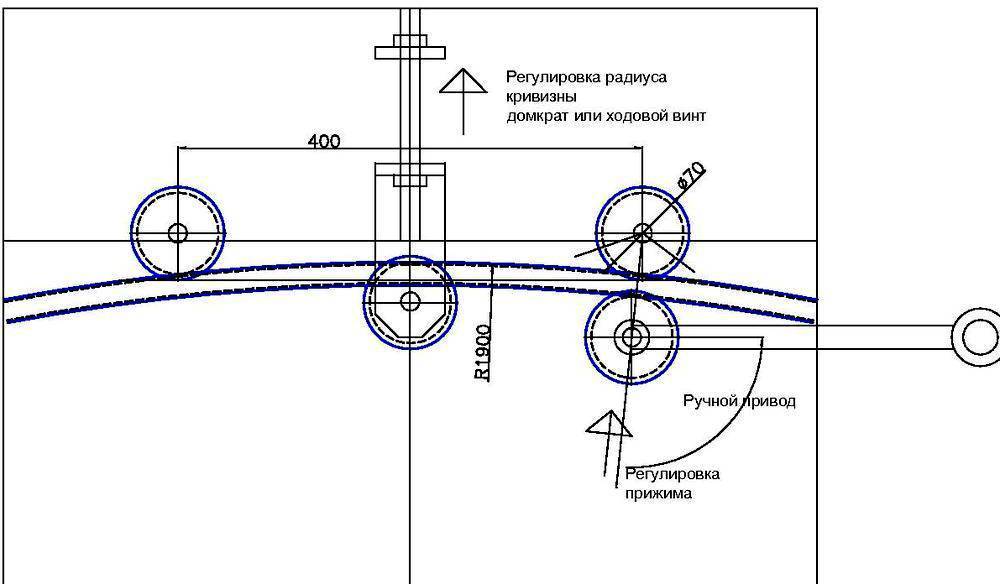
Прокатный вариант трубогиба с наличием поворотной платформы
Приспособление используется для профильных труб. Принцип действия такой конструкции состоит в следующем: поворотная платформа, приводящаяся в движение домкратом и через которую задается угол изгиба, с помощью шарнира соединена с основной станиной. Профиль протягивается в результате вращений рукоятки, которая присоединена к промежуточному валу станка для гибки.
Станок для гибки
Основание для ручного трубогиба и стойки изготавливаются из швеллеров с высотой стенок 125-200 мм. Обоймы для подшипников, основу вальцов, можно сделать из стальной трубы, причем, ее диаметр должен совпадать с диаметром подшипников.
Параметры изгиба можно регулировать двумя способами: с помощью поворотной платформы и с использованием вальцов, находящихся на краю.
С этой целью необходимо просверлить опорные пластины и швеллер, что обеспечит подвижность элементов станка для гибки.
Обе платформы такого устройства также изготавливаются из швеллеров. Для поднятия крайней платформы ручного трубогиба применяют обычный автомобильный или тракторный домкрат гидравлического типа.
Для приваривания вертикальной стойки из швеллера необходимо отступить от края одной стороны основания гидравлического трубогиба примерно 45-50 см. Для ее упрочнения желательно спарить два куска.
Используя строительный уровень, необходимо добиться строгой горизонтальности стационарной платформы самодельного станка для гибки, после чего сзади к ней приварить стойку. С помощью кусков профиля осуществить наращивание ограничителей на высоту, хотя бы равной или больше толщины профильных или круглых труб, которые будут поддаваться гибке.
Используя дверные петли, подсоединить основную станину ручного трубогиба с направляющей платформой. Смонтировать подшипники на краях движущейся и стационарной платформ, а также на ограничителях такого устройства, используя для этого сварку.
Для усиления всей конструкции гидравлического трубогиба необходимо воспользоваться уголками, которые приваривают в отдельных местах. На средний вал станка для гибки прикрепить рукоятку, а на крайние – установить подшипники.
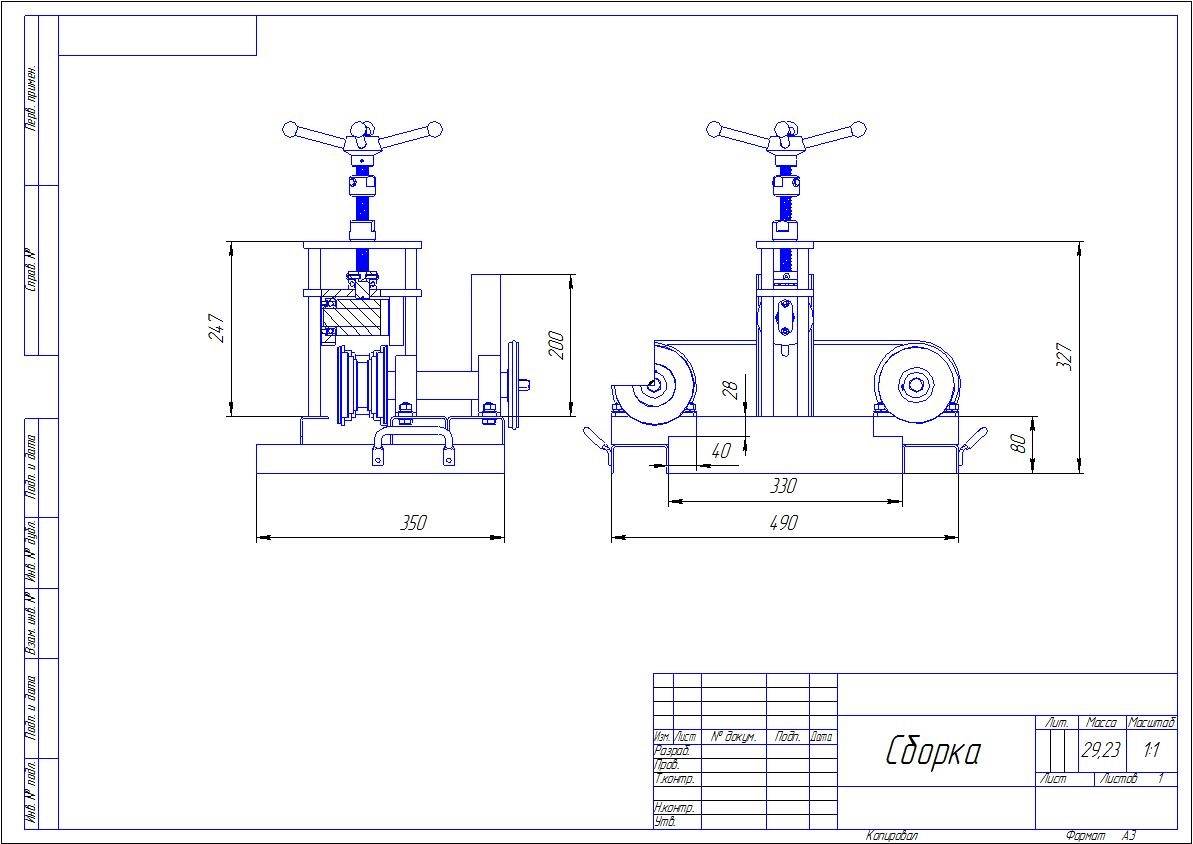




Разместить снизу домкрат под направляющей платформой, с помощью болтов надежно закрепить на основании и самодельный трубогиб готов к работе.
Вам может понравиться
Комментарии ВК:
Имя *
Комментарий
- https://derevyannie-doma.com/tehnologii/trubogib-svoimi-rukami-chertezhi-kak-sdelat-ruchnoy-trubogib-dlya-profil-noy-truby.html
- http://obustroen.ru/instrumenty-i-oborudovanie/ruchnoy-istrument/slesarno-montaghnyy/trubogib-svoimi-rukami-chertezhi.html
- https://prorab.guru/insrtrument/trubogib-dlya-profilnyih-trub-svoimi-rukami.html
- http://obinstrumente.ru/ruchnoj-instrument/trubogib-dlya-profilnoj-truby-svoimi-rukami.html
- https://stroychik.ru/tools/trubogib-dlya-profilnoj-truby-svoimi-rukami
- http://sdelajrukami.ru/trubogib-svoimi-rukami/
- https://v-teplo.ru/trubogib-dlya-profilnyih-trub-svoimi-rukami.html
Выбор прототипа
По всему комплексу указанных выше показателей производится выбор трубогиба определенной конструкции. Из доступных или частично доступных для самостоятельного изготовления таковыми являются приспособления, инструменты и станки для изгибания труб:
- ручной гибочный рычаг – гибка на средние и большие радиусы круглых труб со стенками нормальной толщины. Тонкостенные трубы плющит и мнет, на профильных дает «пропеллер» при незначительном качании рычага вбок. Непременно дает допустимые дефекты. Изгиб на домонтаж или, с дополнительным контрольным шаблоном, по профилю на домонтаж. Прост, дешев, энергонезависим. Постоянной производственной площади для размещения не требуется. Мобилен: можно переносить вручную на дальние расстояния. Низкая производительность, высокая трудоемкость изгиба и утомляемость работника. Достаточно высокие требования к физической силе, квалификации, выносливости и добросовестности оператора. Сфера применения – единичные нестандартные части строительных конструкций;
- гибочная плита (доска) – подобна рычагу, но для малых и средних радиусов. Мобильность вручную ограничена стройплощадкой. Производительность выше, а трудоемкость, утомляемость и требуемая квалификация работника ниже, чем для рычага. Применяется преим. в ходе строительных работ для изготовления на площадке частей трубопроводов и трубчатых вводных и/или вентиляционных устройств;
- гибочный шаблон (кондуктор) – обладает свойствами, похожими на таковые гибочного рычага, но предназначен для изгибания труб тонкостенных, из мягких металлов и профильных. Возможен бездефектный изгиб по профилю в размер. Очень низкая производительность (особенно – по стальным трубам) вследствие «отстоя» на релаксацию металла, см. далее. Если некуда торопиться (скажем, зимой к летнему строительному сезону), может заменить вальцовый трубогиб. Возможно также изготовление многорадиусных архитектурных форм (с контршаблоном). Требуемая квалификация работника в обработке металла – начальная;
- роликовые (обкатные) трубогибы – ручная гибка труб до 30-40 мм по радиусному профилю на домонтаж и в размер. Радиусы изгиба – малые. Сложность и трудоемкость изготовления невысокие. Отдельной производственной площади не требуется, требования к квалификации оператора минимальные. Производительность невысокая. Возможен бездефектный изгиб тонкостенных труб из мягких металлов. Мобильны вручную. Преим. область применения – изгибы общего назначения (см. выше) в ходе слесарных и ремонтно-строительных работ. Сложность и трудоемкость самостоятельного изготовления невысокие;
- арбалетные (обжимные) трубогибы – по свойствам похожи на роликовые, но повышенной производительности для круглых труб из мягких металлов со стенками средней толщины. Возможна оперативная перенастройка по ходу работы. Мобильны ограниченно (перевозятся авторанспортом) или устанавливаются стационарно. Самостоятельное изготовление неоправдано, см. далее. Чаще всего применяются при монтаже домашних и квартирных медных и алюминиевых трубопроводов. В производственных условиях – для выполнения изгибов общего назначения на стальных трубах диаметром до 60 мм;
- дорновые (обводные) трубогибы – также похожи на роликовые, но возможен изгиб с переменным радиусом без стартового хвостовика. Требования к физической силе работника достаточно высокие. Основное назначение – изготовление мелких фрагментов архитектурно-декоративного назначения и для художественной ковки. Сложность и трудоемкость изготовления своими силами весьма высокие.
- вальцовые (прокатные или протяжные) трубогибочные станки – высокопроизводительная гибка любых труб по большим и средним радиусам. Устанавливаются стационарно в специально подготовленном помещении или на оборудованной площадке; реже – перевозятся к месту работы. Гибка – бездефектная по профилю; возможно – по профилю в размер. Основное назначение – производство радиусных строительных дуг из профтрубы до 80 мм шириной.
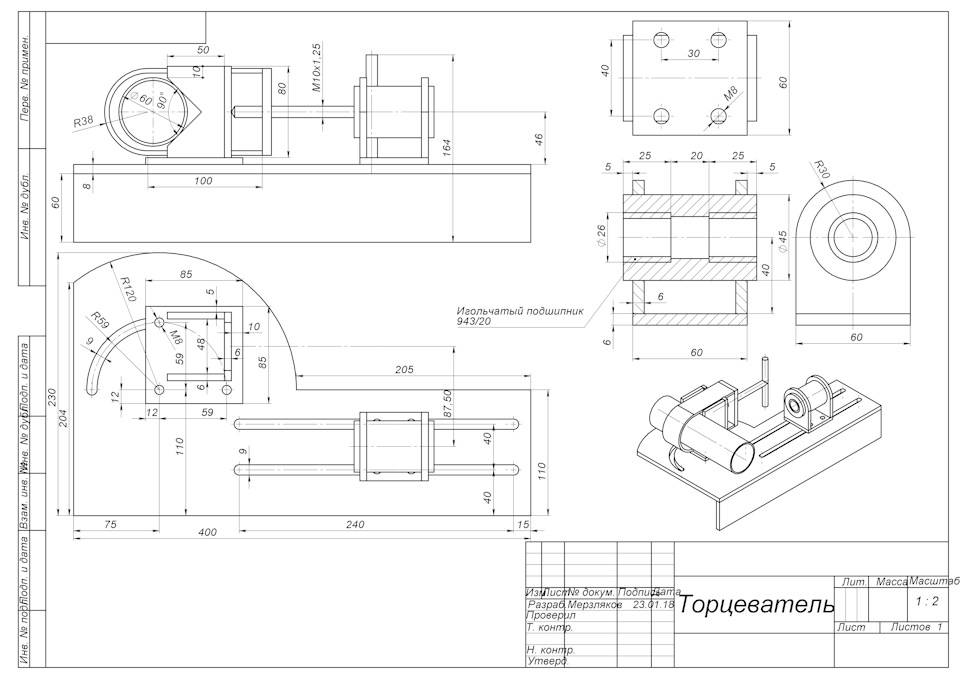
Как изготовить трубогиб для круглых труб с гидравлическим приводом
Если речь идет о выполнении не просто каких-то домашних ремонтных работ, а о профессиональной деятельности, то стоит задуматься об изготовлении более сложного гидравлического трубогиба. С его помощью при гибке труб можно будет снизить затраты физических сил, ведь нагрузка придется на гидравлический домкрат.
На этапе составления чертежа устройства нужно предусмотреть, из какого материала будут изготовлены боковины. Оптимально для этого подойдет прут арматуры сечением 18-20 мм, а также уголки со стороной в 25 мм. Кроме того, для боковин понадобится листовое железо толщиной 10 мм с высверленными отверстиями для фиксации опор.
В качестве опоры используют трубку соответствующего диаметра, в которую нужно будет приварить болт сечением 18 мм. По центру опоры будет расположено полукруглое отверстие, что также нужно отразить на чертеже. В эту выемку должна будет упираться заготовка, которую будут сгибать на гидравлическом ручном трубогибе.

Для создания пуансона потребуется листовой металл 4 мм толщины, из которого нужно будет вырезать полукруглые заготовки. Радиус этих деталей должен соответствовать планируемому радиусу сгиба трубы. На следующем этапе берут трубу сечением 32 мм и разрезают ее на две части. Одну из частей загибают по форме пластин-заготовок, а после – все детали сваривают. Для дополнительной прочности пуансона в гидравлическом трубогибе, внутри него приваривают перемычки, обеспечивающие ребра жесткости.
В центральной части платформы приваривают трубку. Ее назначение – упор для гидравлического привода, которым служит домкрат. Все это нужно обязательно проработать и предусмотреть в чертеже, согласно которому будет производиться сборка гидравлического трубогиба. Кроме того, такая схема позволит подготовить перечень материалов и комплектующих, имеющих нужные параметры. При этом ряд элементов для инструмента нужно будет предварительно заказать у токаря.
Таким образом, собрать тот или иной тип ручного трубогиба не так уж сложно. Тем более что существует масса вариантов и чертежей готовых изделий, которые можно взять на вооружение, чтобы изготовить самостоятельно необходимый в хозяйстве инструмент.
Типы и модели трубогибов
Промышленность выпускает различные типы профессиональных трубогибов. Для гибки труб небольшого диаметра, как правило, применяются инструмент с ручным приводом, а вот трубы диаметром до трех дюймов сгибаются с использованием трубогибов, оснащенных гидроприприводом.
Подобный инструмент предназначен для выполнения масштабных работ. Промышленные трубогибы могут быть выполнены как в стационарном, так и в мобильном вариантах. Наиболее удобен инструмент, подключающийся к электросети.
Электромеханические трубогибы обеспечивают наиболее точный угол и радиус изгиба. При этом изменение формы труб не влечет каких-либо деформаций внутреннего профиля.
Трубогибы подразделяются и по способу изгиба:
- в арбалетных трубогибах в качестве изгибающего элемента применяется форма определенного диаметра;
- ручной пружинный инструмент предназначен для гибки металлопластиковых труб при помощи специальных пружин;
- в сегментных трубогибах изгиб осуществляется путем растягивания трубы вокруг сегмента; дорновые инструменты осуществляют изгиб тонкостенных труб на малый радиус с использованием стальных, пластиковых и латунных дорнов.
При осуществлении изгиба трубы следует учитывать допустимые радиусы изгибы для труб различных диаметров и разных параметров толщины стенок. Допустимые радиусы изгиба для изделий различных характеристик представлены в специальных справочниках. При нарушении радиуса качество изгиба может значительно снизиться.
Способы сгибания труб гидростанком
Прежде, чем согнуть профильную или круглую трубу, желательно прислушаться к советам опытных в этом вопросе людей.
Во-первых, самодельные гидравлические трубогибы достаточно качественно сгибают трубы, произведенные из любых материалов
Очень важно, что с помощью приспособления сгибаются, без всякого рода брака, толстостенные изделия, что не по силе трубогибам других конструкций сделанных самостоятельно в домашних условиях
Во-вторых, процедуру можно проводить горячим и холодным способами, что также делает такие устройства более популярными и востребованными.
Изюминка холодной гибки состоит в том, что стальную или, сделанного из других металлов, трубу перед выполнением операции необходимо чем-то наполнить. Для этого хорошо подходят песок, соль, масло или масляный перераб, вода. Благодаря таким наполнителям, значительно повышается качество изгиба стальных труб или изделий из других металлов, а также исключается появление всякого рода ненужных деформаций.
При горячем методе, нужно предварительно нагреть определенный участок стальной трубы, а дальше сгибать так же, как холодную заготовку, но без наполнителя.
В-третьих, для получения качественного продукта, толстостенные конструкции с помощью самодельного гидравлического трубогиба, сгибают методом горячей гибки.
Обычный трубогиб
Самую простую конструкцию может изготовить любой желающий , так как для этого достаточно будет бетонное поверхности, перфоратора, бетонного бура и пары кусков толстой арматуры.
Вот подробная инструкция, как сделать простейший трубогиб:
- На бетонной плите начертите квадратную сетку со сторонами 40*40 или 50*50 мм.
- На перекрестках линий нужно просверлить с запасом отверстия по диаметру выбранной арматуры.
- Последним этапом в отверстия забиваются штыри из арматуры.
В результате получится трубогиб, с помощью которого можно будет сгибать трубы, величина диаметра которых не будет превышать 25мм.
Процесс гибки достаточно простой, для этого нужно заложить трубу между штырями и сгибать в нужном направлении. В процессе можно немного изменять угол сгибания, перемещая трубу по диагонали между прутами из арматуры.


С прижимающим роликом
Трубогиб, в котором имеется прижимающий ролик, уже является усложненным в конструктивном плане изделием. Для подобного изделия понадобятся либо металлические составляющие, либо деревянные.
- Трубы сделанные из мягких видов металла лучше гнуть деревянными валиками, так как они не деформируют металл.
- Самостоятельное изготовление таких валиков не будет сложным процессом, так как в сети можно найти массу подробных описаний этого процесса и точных чертежей.
- При изготовлении, в роли материала, можно применить кусок широкой доски и несколько сложенных слоев фанеры.
Прочно зафиксированный на платформе держак, должен обладать возможностью вращаться рядом с осью ролика, расположенного в центре.
С внешней стороны центрального ролика к держателю прикрепляется рукоятка, которая выполняет роль рычага, длина которого будет зависеть от прилагаемого усилия.,
На таком агрегате можно изгибать трубы с разными радиусами изгиба.
Намоточный трубогиб
Трубогиб такого типа, обычно, имеет гидравлический привод и лучше подходит для труб сечения в виде круга.
- Для данного устройства обязателен мощный шкив, на который и должна фиксироваться труба именно там, где нужно сделать сгибание. Шкив, при этом, должен быть прочно зафиксирован на платформе, в основании которой должен быть шток, приводимый в движение с помощью домкрата.
- Домкрат на шкиве создает большое усилие, которое переходит на крутящий шкив рычаг и накручивает на шкив трубу. При этом, рычаг может без проблем вращаться около оси шкива, связываясь с ним через просверленные по радиусу отверстия.
Похожий ручной инструмент возможно собрать самостоятельно, принцип которого будет основан на реечном домкрате. Но для того, чтобы пользоваться таким механизмом, нужно будет применить немалое физическое усилие.
Арбалетный трубогиб
Такое название получилось по причине схожести с арбалетом. Основанием для этого аппарата служит рамка, сваренная из небольшого тавра и набора металлических уголков.
По центру изделия, располагается домкрат, на котором зафиксированы подвижные небольшие валы, которые приводятся домкратом в движение и сгибают трубу.
Электрический трубогиб
Производительность такого изделия гораздо больше, ведь здесь задействуется гидравлический привод. Электропривод существенно ускоряет процесс работы и делает его не таким утомительным, что делает возможным делать изгиб одновременно на 2-3 трубах.
Изготовление такого устройства проходит в несколько этапов:
- На ровное основание крепится подающий вал.
- На его краю крепится шкив для ременной передачи от электродвигателя.
- На обратной стороне крепится звездочка, соединенная с цепью.
- Рядом с первым валом крепится второй, и на него крепится ведомая звездочка.
- Далее крепится формируемый ролик в необходимом отверстии. Роликовый вал располагается в рамке или между пластин. Шток поршня и расстояние трубы ограничивают движение ролика.
Вальцовочный станок для изгибания труб и пластин из подручных средств как сделать самостоятельно
Если предстоит изогнуть не один десяток труб большого диаметра, тогда следует изготовить более серьезное приспособление. Для этого понадобятся не только расходные материалы, но и сварочный аппарат. Вальцовочные станки пользуются популярностью, что связано с их достоинствами:
- Возможность изогнуть трубки и профиль разного диаметра, толщины и размера
- Предварительное установление радиуса или угла изгиба
- Отсутствие необходимости выполнять работу вручную, так как процесс происходит автоматически, а человеку необходимо только вращать рукоятку, посредством которой происходит перемещение материала
- Компактность — станки такого типа являются мобильными, и не требуют много места для их хранения
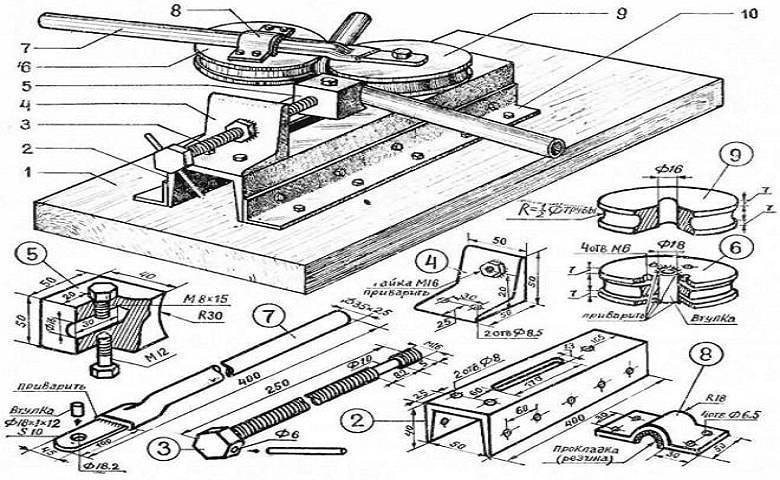
Рассмотрим простейший вариант изготовления трубогиба из подручных средств по предварительно подготовленному чертежу. Для изготовления оснастки понадобятся такие материалы:
- Швеллер размером 50х100 мм и длиной 1 метр
- Труба диаметром 80 мм и длиной до 50 см
- Винтовой домкрат. Если есть масляный домкрат, то можно его использовать
- Подшипники в количестве 6 штук, из которых изготавливаются прокаточные ролики
- Трубки диаметром, равным размеру внутренней обоймы подшипников. Из нее будут изготавливаться прокаточные ролики
- Уголки для закрепления прокаточных элементов
- Расходные материалы — стальные пластины, болты с гайками стальные и прочее
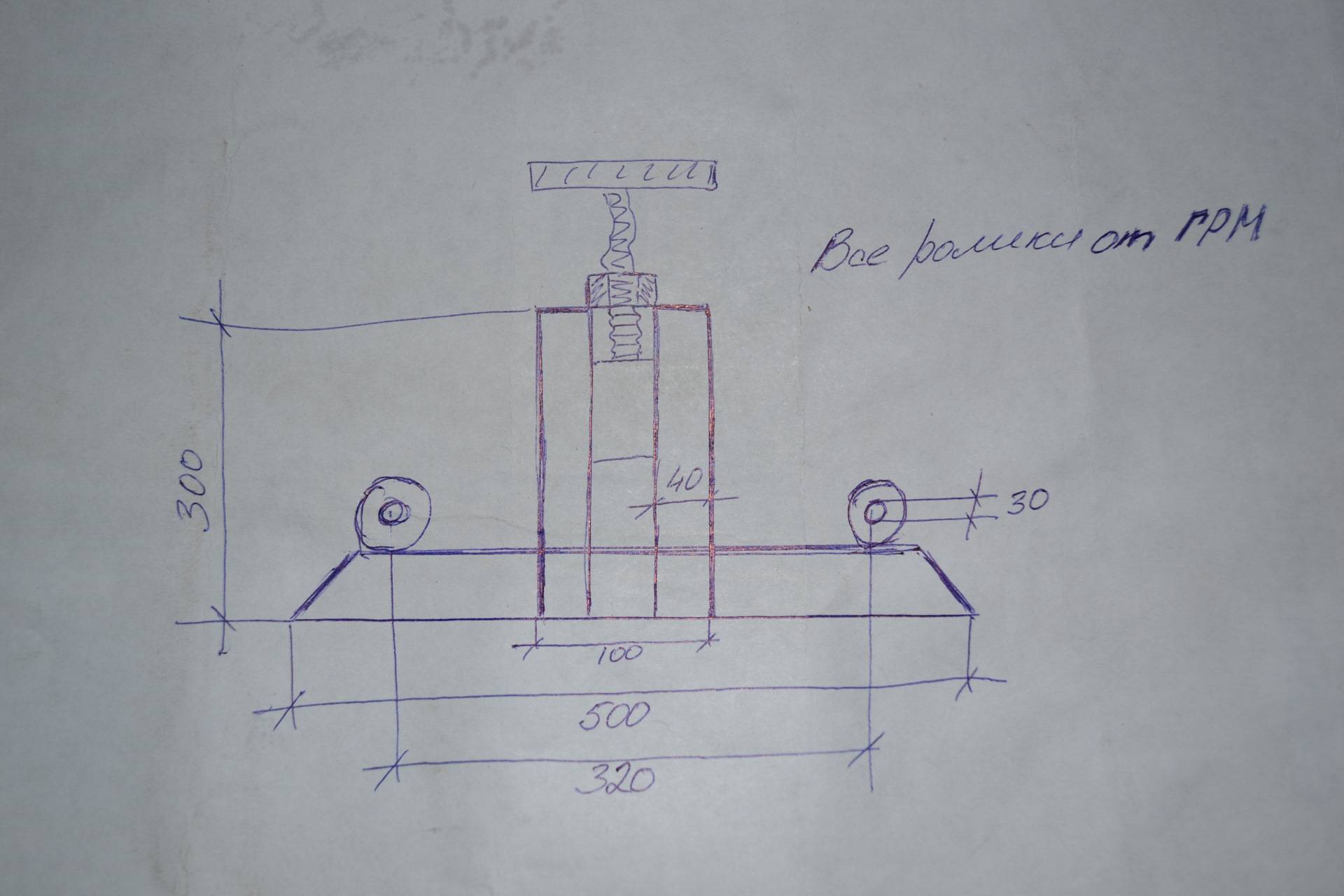
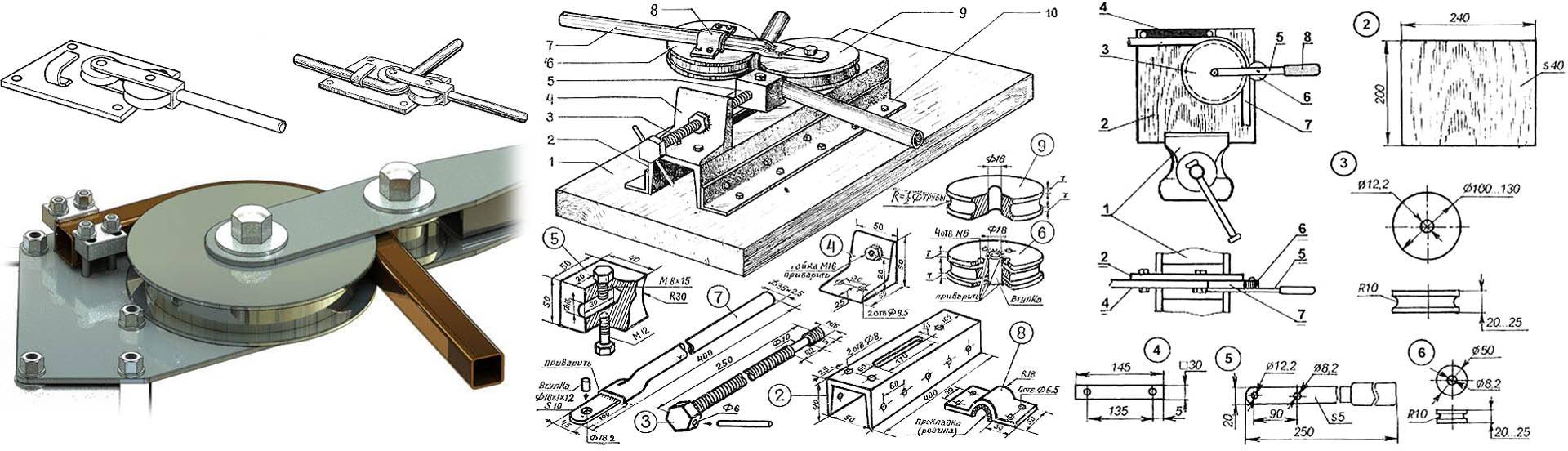
Предварительно следует начертить схему, по которой будет собираться установка. Ниже приведено фото готовой установки, по образцу которой можно сделать трубогиб.
Процесс изготовления вальцовочного трубогиба из подручных средств имеет следующий вид:
- Из швеллера длиной 500 мм изготавливается основание. К основанию необходимо приварить два отрезка трубок по 200 мм на расстоянии друг от друга 15 см
- Сверху необходимо приварить отрезок швеллера длиной 250 мм
- Изготовить из подшипников ролики, соединив их между собой трубками
- Изготовленные ролики следует расположить на верхней части швеллера в разных плоскостях. Для закрепления элементов на швеллере, необходимо воспользоваться уголками, приварив их к наружной поверхности швеллера
- Расстояние между осями крайнего и среднего ролика составляет 20-25 см
- На следующем этапе следует изготовить подвижную станину, которая будет приводиться в действие посредством резьбового домкрата
- Нижняя ножка домкрата приваривается к нижней станине, а верхняя часть со швеллером, на которой следует расположить третий ролик из подшипников и трубки. Соединить подвижную часть с неподвижной, следует посредством болтов с гайками, предварительно просверлив отверстия
- Соединив подвижную станину с неподвижной, получается конструкция, как показано на фото ниже
- Заключительный штрих — изготовление рукоятки (можно использовать педаль от велосипеда), посредством которой в действие приводится средний ролик. При вращении рукоятки приводится в движение закрепленная оснастка или швеллер
Домкратом регулируется угол изгиба, а посредством рукояти приводится в действие труба. Для размеренной регулировки приспособление можно дополнить стальной линейкой, по которой можно ориентироваться на величину изгиба. В итоге получается удобный станок для сгиба профилей, пластин и арматуры, фото которого показано на схеме ниже.
Вместо рукоятки можно подключить электродвигатель через редуктор, что позволит увеличить скорость изгибания труб, что актуально, например, когда изготавливается теплица или арка. Видео материал, который представлен ниже, поможет изготовить трубогиб в домашних условиях с минимальными затратами времени и сил.
https://youtube.com/watch?v=wxTnQp0UZKc%3F
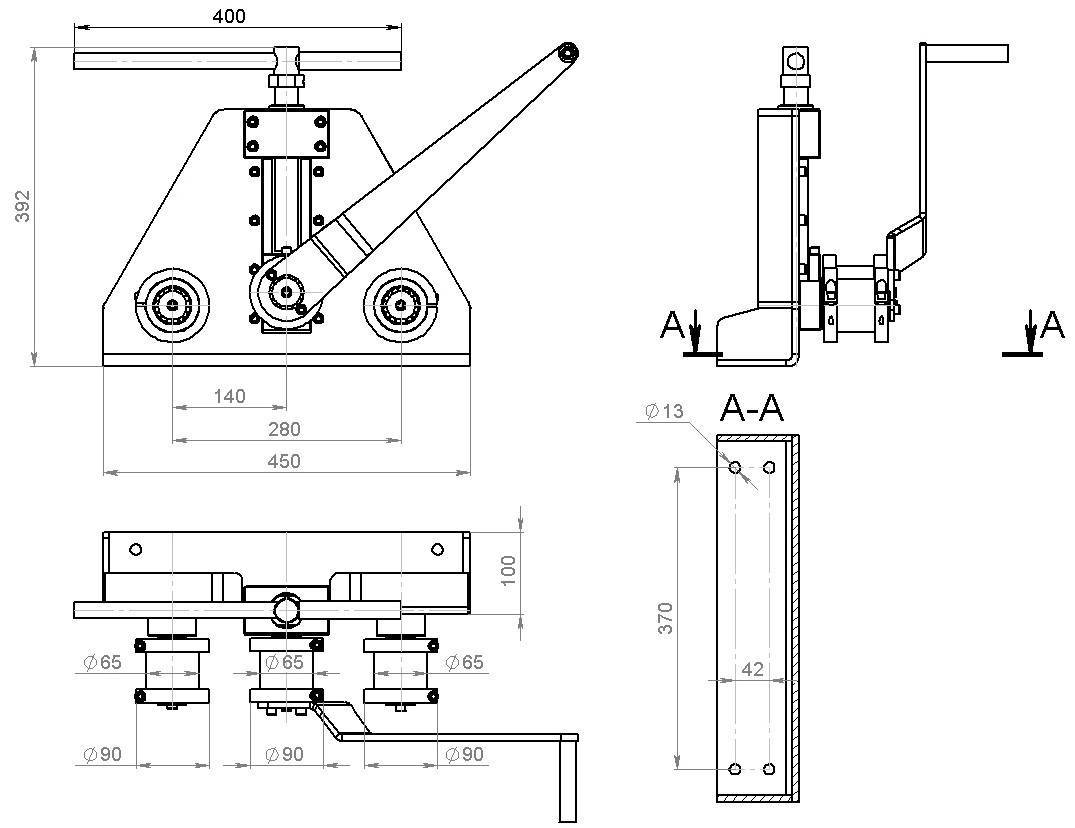
Как сделать трубогиб своими руками: инструмент для изгибания профильной трубы
Самодельный трубогиб для профильной трубы имеет немного иную конструкцию. Это связано с назначением изгибаемой трубы – если в первом случае этот инструмент необходим для изготовления поворотов при прокладке трубопроводных коммуникаций, то изогнутая профильная труба применяется в основном в металлоконструкциях. Такое разделение в области применения обуславливает необходимость разных углов закругления – профильный трубогиб может изгибать квадратную или прямоугольную трубу по большому радиусу.
В связи с этим отличается и его конструкция. Она включает в себя три прокатных вала, два из которых закреплены стационарно и умеют лишь вращаться вокруг собственной оси и один подвижный, в задачи которого входит оказывать давление на трубу в месте ее перегиба. Этот трубогиб является более сложным с технической точки зрения инструментом, и изготовить его гораздо сложнее.


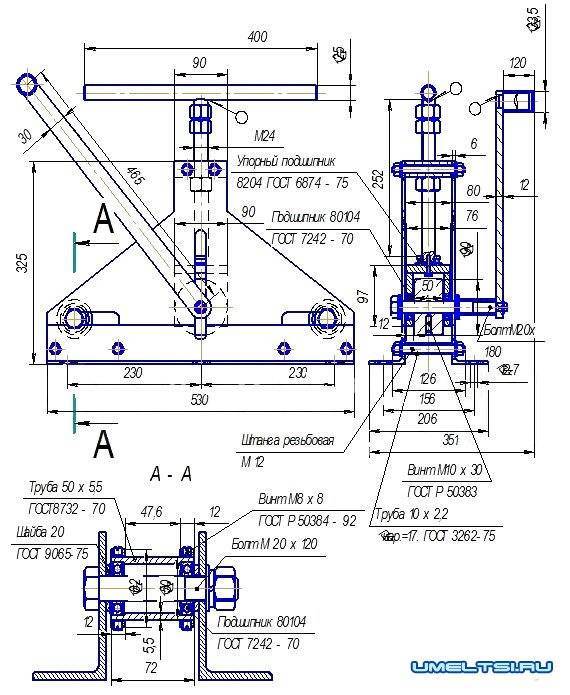
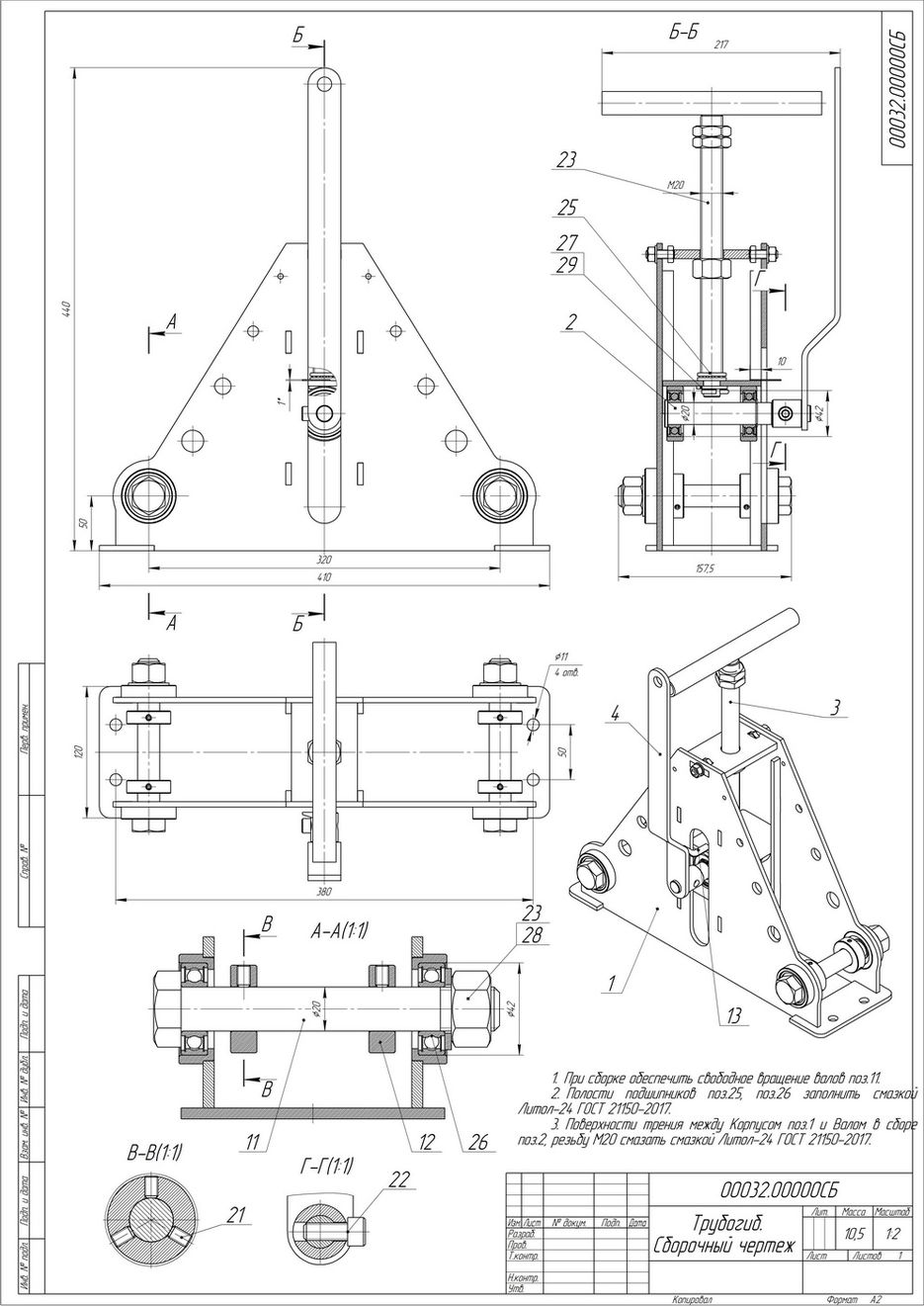
Самодельный трубогиб для профильной трубы фото
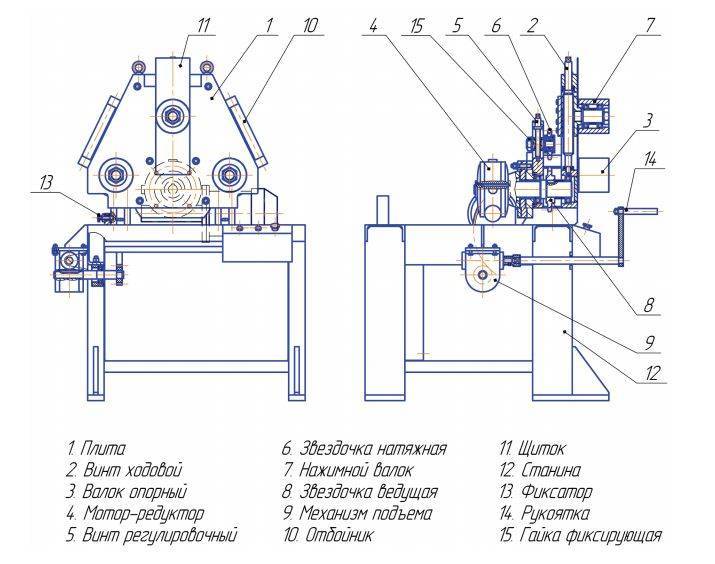
Станина такого трубогиба, как правило, собирается из швеллера или мощного уголка и представляет собой прямоугольное основание, установленное на опоры. На этом основании посередине конструкции монтируется подвижный вал, который посредством винтовой передачи может подниматься вверх и вниз. Именно благодаря этому подвижному валику и появляется возможность изгибать профильную трубу практически под любым маленьким и большим радиусом. При желании из трубы можно согнуть даже кольцо.
По обе стороны от центрального валика, слева и справа от него, на станине, располагаются неподвижные валки – они только вращаются вокруг собственной оси, облегчая процесс изгибания трубы. Кроме того, к одному из этих валиков подсоединяется приводной механизм – он может быть как ручным, так и электрическим. Вращение этого валика обеспечивает передвижение трубы между валами и, как результат, широкий радиус закругления трубы. Для увеличения возможностей самодельного трубогиба для квадратной трубы в инструменте можно предусмотреть смену местоположения стационарных валиков – это позволяет изменять угол изгибания трубы. Переставляя их ближе к центру или, наоборот, отодвигая, можно уменьшать или увеличивать угол изгибания.
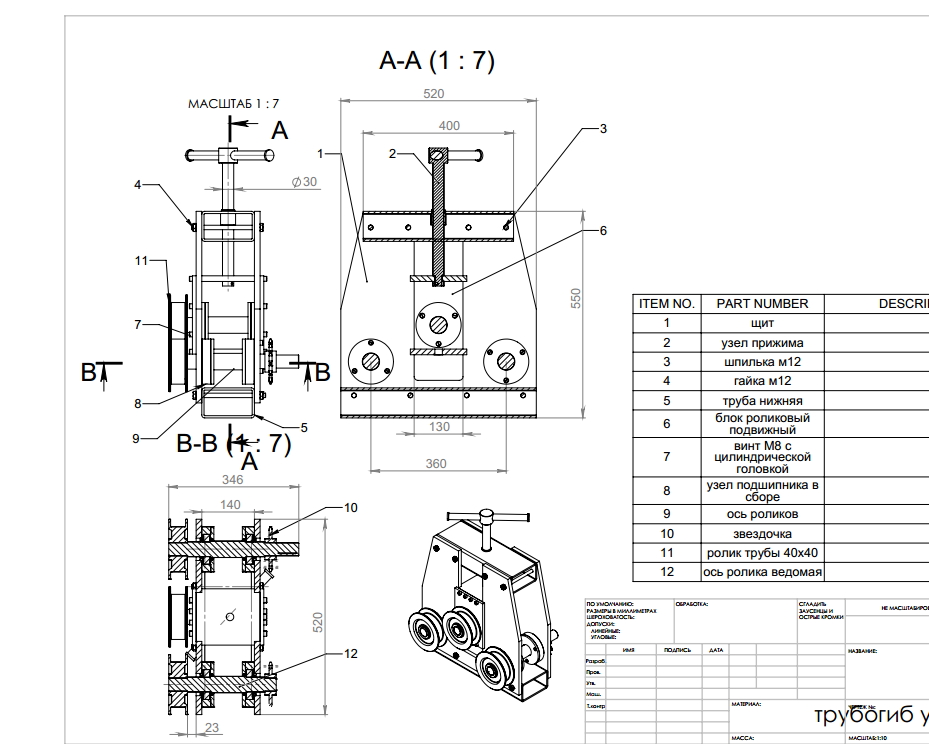
Самодельный трубогиб для квадратной трубы фото
Отдельно хотелось бы сказать о самих валках этого инструмента. Просто гладкие катки здесь не подойдут. Их нужно оснастить ребордами с двух сторон – они не позволят трубе свободно гулять по валкам, что в значительной мере увеличит точность и плавность изгибания. В связи с этим возникает такой нюанс, как наличие отдельных сменных роликов для трубы различной ширины.
Что еще нужно знать, подходя к решению вопроса, как сделать трубогиб самому? Это то, как облегчить процесс изгибания металла. Здесь на помощь человеку приходит принцип переключения велосипедных скоростей – вращение передается от меньшей звездочки к большей. Если ручной трубогиб оборудовать таким приводом, да еще передавать вращение не одному, а сразу двум стационарным валикам, то прокатывать профильную трубу будет очень легко.
Как сделать трубогиб самому фото
Реализуется такой механизм достаточно просто – каждый из валков оснащается большой звездочкой, а малая устанавливается на отдельном вале, который оборудуется механизмом вращения. На эти три звездочки и натягивается цепь – для этого нужно будет предусмотреть четвертую звездочку, в задачи которой входит натяжение цепной передачи.
Как видите, самодельный трубогиб сделать одновременно и просто, и сложно – вся проблема заключается в необходимости изготовления специальных деталей. В основном их придется заказывать на заводе, а самостоятельно осуществлять лишь сборку гибочного станка. Но, как говорится, ничего невозможного нет – если хорошенько продумать конструкцию трубогиба и применить нестандартный подход к его изготовлению, то возможно обойтись и без сложных, а главное дорогостоящих токарных работ.
Автор статьи Александр Куликов
Трубогиб намоточного типа
Функционально практически не отличается от версии с прижимным роликом, но вместо него для изгиба применяется перемещающийся упор. Он выполняет работу, благодаря скольжению по горизонтальной направляющей.

Как устроен намоточный трубогиб:
- Обладает профилированным сектором. С углом, который определяет возможное направление изгиба;
- Добавлена короткая вертикальная ось. Она не фиксируется и свободно вращается в шариковом подшипнике;
- Два ролика расположены перпендикулярно и формируют подвижный упор;
- Стоит выделить односторонние направляющие;
- Благодаря ограничителю движения упора можно исключить произвольное перемещение в процессе работы;
- Профилированная вилка, необходима для охвата профилированного сектора, чтобы увеличить надёжность и точность установки трубы.

Конструкция данной модели значительно усложнена, но комфортна, поскольку помогает выполнять работу на основе компактного пространства. Угол меняется не заменой роликов, а регулированием прижимного упора.

Можно добавить гидравлический либо электрический привод. Процесс изготовления следует изучать по фото примеру или видео.






