

Выбираем полипропиленовую трубу: на что обратить внимание
Первоочередный параметр, на который следует обращать внимание при выборе труб из полипропилена – это диаметр. Все потому, что в каждой системе показатели давления разные, соответственно, и трубы должны быть подходящими для каждого конкретного случая. Исходя из размеров внутреннего сечения, пп трубы для отопления бывают:
Исходя из размеров внутреннего сечения, пп трубы для отопления бывают:
- до 16 мм– по своим параметрам они оптимальны для теплых полов, а для компенсации недостаточной гибкости изделий можно использовать переходники;
- 20 –25 мм– превосходно подходят для монтажа отопительных систем частных домов или квартир, при этом следует учитывать, что для простой отопительной системы подойдут трубы сечением 20 мм, в то время как для стояков следует подбирать трубы сечением 25 мм;
- 25 –32 мм– оптимальны для установки централизованных отопительных систем в многоквартирных домах;
- от 200 мм– находят свое применение в системах отопления больших магазинов, больниц, школ и других социально значимых объектов с достаточно большой численностью посетителей.
Итак, согласно маркировке, выделяют следующие виды полипропиленовых труб для отопления:
- PN10 – для них предельно допустимым является давление в 1 МПа при температуре теплоносителя 20ºС для систем горячего водоснабжения, и 45ºС для теплого пола. Из-за достаточно тонких стенок (до 10 мм) их не рекомендуют использовать для отопительных систем жилых помещений;
- PN16 – для данной разновидности предельно допустимое значение давления составляет 1,6 МПа при температуре теплоносителя в 60ºС. Толщина стенок этих труб, как правило, более 3,4 мм, однако резкие повышения температуры теплоносителя могут значительно снизить их срок эксплуатации. В связи с чем, гораздо надежнее будет установить более прочные трубы для отопительной системы в доме или квартире;
- PN20 – указывает на возможность использования в системах с давлением в 2 МПа при температуре теплоносителя 80ºС. Если толщина стенок подобных труб будет в пределах 16 –18,5 мм, их можно смело выбирать для организации горячего водоснабжения;
- PN25 – могут использоваться в системах с предельно допустимым давлением в 2,5 МПа, выпускаются только с армированным слоем и имеют прекрасные характеристики. Следовательно, являются самыми оптимальными для монтажа различного рода отопительных систем.
После того, как вы изучили рейтинг полипропиленовых труб, и удалось определиться с тем, какая полипропиленовая труба для отопления лучше всего подойдет, можно переходить к непосредственной установке и монтажу системы. Далее подробно рассмотрим процесс создания своими руками систем отопления в домах и квартирах.
Достоинства материала
В жизни современного человека пластик используется практически во всех сферах его жизнедеятельности. Они стали просто незаменимыми комплектующими при ремонте и строительстве любого масштаба: для отопления, водопровода, канализации и т.д. Все потому, что подобные трубы для инженерных сетей обладают перед другими материалами неоспоримыми преимуществами:
- Не подвергаются коррозии;
- Обладают высокой стойкостью к химическим веществам;
- Отличная устойчивость к различному типу микроорганизмов;
- Обладают низкую звуко- и теплопроводность;
- Легкие, что обеспечивает простую транспортировку;
- Экологически чисты;
- Не сложный монтаж;
- Могут быть проложены как открытым, так и скрытым способом;
- Высокий срок службы – при правильной эксплуатации до 50 лет службы.
Далее ответим на вопрос при какой температуре паять полипропиленовые трубы.
Обращаем внимание! Оптимальный режим работы при котором должна проводиться пайка полипропиленовых труб своими руками: рабочее давление до 15 бар при температуре 0-10°С и до 2 бар при высокой температуре до 95°С.
Именно благодаря своим экологическим свойствам полипропилен широко используется в водоснабжении дома и его отоплении. Широкий выбор фитингов с различного рода хромированными или латунными вставками дает возможность использовать их с уже имеющимися частями инженерных сооружений или предметами сантехники.
Расчеты и проект
Устройство солнечной панели своими руками — несложная задача, главное, подойти к ее выполнению ответственно. Чтобы изготовить солнечную панель своими руками, следует подсчитать дневное потребление электроэнергии, затем узнать среднесуточное солнечное время в вашей местности и рассчитать нужную мощность. Таким образом, станет понятно, сколько ячеек и какого размера нужно приобрести. Ведь как было сказано выше, генерируемый ячейкой ток зависит от ее габаритов.
Зная необходимый размер ячеек и их количество, нужно рассчитать габариты и вес панели, после чего необходимо выяснить выдержит ли кровля или другое место, куда планируется установка солнечной батареи, задумываемую конструкцию.
Устанавливая панель, следует не только выбрать самое солнечное место, но и постараться закрепить ее под прямым углом к солнечным лучам.

Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Инструмент, необходимый для пайки армированных пластиковых труб. Носит название – швейер. С его помощью зачищается слой алюминиевой фольги перед тем, как труба будет нагрета и спаяна
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой располагается в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.
Ещё одно приспособление — торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Пайка полипропиленовых труб своими руками
Когда план составлен, а все комплектующие приобретены, остается лишь тщательно убрать помещение
Особое внимание нужно уделить пыли, ведь даже самые мелкие частицы, оседая на швах, могут запросто нарушить герметичность
Вначале насадка вставляется в гнездо, после чего включается аппарат. Дальнейшие действия зависят от выбранной методики пайки, поэтому рассмотрим их (методики) более детально.
Способ №1. Диффузионная пайка
При использовании этой технологи сварки материал соединяемых деталей обоюдно проникает друг в друга, а после остывания образует монолитный элемент. Один из самых распространенных способов обработки, который, тем не менее, приемлем лишь для однородных материалов.
Способ №2. Раструбная пайка
При сварке раструбным способом используются сварочные аппараты с различным сечением насадок. Сама процедура выглядит достаточно просто.
Шаг 1. Вначале нарезаются участки труб необходимой длины
Важно, чтобы обрезка проходила исключительно под прямым углом
Шаг 2. Торцы изделий зачищаются шейвером (если используются армированные трубы).
Шаг 3. Торцы вставляются в насадку соответствующего сечения, прогреваются до температуры плавления и соединяются.
Способ №3. Стыковая пайка
Данный способ целесообразен при соединении труб большого диаметра. Как и в предыдущих вариантах, трубы нарезаются на участки необходимой длины, а торцы тщательно зачищаются.
Далее соединение прогревается так называемым сварочным зеркалом, после чего элементы плотно состыковываются друг с другом. Прочность узла, достигаемая при этом, не должна уступать самим изделиям.
Способ №3. Муфтовая пайка
При муфтовом способе сварки между соединяемыми элементами вводится дополнительная деталь – муфта. Разогревание происходит прежним образом, вот только греются не участки магистрали, а лишь элементы соединения.
Способ №4. Полифузионная пайка
Разновидность диффузной технологии, отличающаяся тем, что расплавляется всего один из двух соединяемых элементов.
Способ №5. «Холодная» пайка ПП труб
Данный метод сварки предусматривает нанесение на соединяемые трубы специального клеящего состава. Характерно, что применение «холодной» сварки допустимо лишь в тех магистралях, в которых давление рабочей жидкости незначительно.
Что необходимо для сварки полипропиленовых труб
Главное, что нужно купить или арендовать – это сварочный аппарат (паяльник) для полипропиленовых изделий. Вероятно, у вас есть знакомый, который одолжит вам его временно. Для владельцев же загородных домов, хозяйственных построек и бань, где будет водопровод, он просто необходим. Так как можно не только проложить любой полипропиленовый водопровод, но и, если нужно, отремонтировать его. Помимо этого нужно иметь:
- Тефлоновые насадки для паяльника диаметром 16, 20, 25, 32, 40 миллиметров. Выбор насадок для пайки зависит от особенностей систем водоснабжения или отопления. При помощи них делается одновременное расплавление элементов соединяемых частей, которые после соединяются друг с другом.
- Угольник, линейка, рулетка.
- Средство для обезжиривания соединительных частей.
- Нож.
- Карандаш.
- Ветошь.
- Напильник.
Арматура и фитинги для пайки
С выбором необходимых фитингов проблем не должно появиться. В продаже есть все, что требуется для укладки любого водопровода: тройники, косые и прямые уголки, переходники, крестовины, муфты, компенсаторы различных конструкций и диаметров.
Помимо этого, в ассортименте есть фитинги с хромированными залитыми металлическими вкладышами. Это позволяет с легкостью подключить любую сантехнику или подключиться к медному или стальному водопроводу, без помощи специалистов.
Пайка, монтаж и соединение труб из полипропилена
С учетом диаметра и способа сварки рекомендуется использовать такие типы соединения:
- Стыковые — для трубопровода диаметром больше 63 миллиметров.
- Раструбные (муфтовые) – для трубопровода диаметром меньше 63 миллиметров.
При устройстве трубопровода в частном доме или бане раструбная сварка — это основной вид пайки, потому как трубы сечением больше 50 миллиметров нет смысла ставить. Для магистральных линий подходит сечение 40 или 50 миллиметров, а для отводного водопровода 16–32 миллиметра.
Варианты соединения полипропиленовых труб
Пайка седел – это вид стыковой пайки, когда к цилиндрической поверхности трубы вваривается под прямым углом специальное седло с раструбом. После выдержки спаянного узла через седло делается отверстие в трубе. После к седлу вваривается вторая труба. Так, получается сообщающаяся Т-образная конструкция.
Стыковая пайка используется, если необходимо спаять встык трубы диаметром больше 50 миллиметров с толщиной стенок больше 4 миллиметров. В частном строительстве данный вид сварки почти не применяется.
Раструбная сварка труб сечением не больше 40 миллиметров делается с помощью паяльника с необходимыми насадками. Сварка изделий с сечением больше 40 миллиметров требует использование специального аппарата с центрирующими насадками.
Подготовка паяльника, фитингов и труб к работе
Перед пайкой все посадочные участки арматуры обязаны быть очищены от грязи и обезжирены. Нужно проверить, чтобы в деталях не было брака: разностенности, овальности, трещин и так далее.
Внешний диаметр трубы обязан быть больше внутреннего сечения раструба фитинга. Если в холодном положении можно соединить стыковочный узел, то это обозначает, что или фитинг с браком, или труба меньше нужного диаметра.
Обрезать труборезом (ножницами) трубу в требуемый размер таким образом, чтобы плоскость среза находилась перпендикулярно оси.
Если находится слой армирования, то шейвером зачистить трубу, чтобы его полностью удалить. Последующие работы происходят так же, как и для обычной трубы.



![[инструкция] пайка полипропиленовых труб | видео](https://zakazkolodca.ru/wp-content/uploads/6/2/a/62af317265ba2a2da7f016e6d4dd6cd2.png)




Ножом или ножовкой проделать небольшую фаску по внешнему диаметру, чтобы труба при углублении в раструб не сделала задиров. Если образовались заусенцы на внутренней части трубы, то их нужно тоже убрать ножом, чтобы не мешали циркуляции воды.
Паяльник надежно крепится в удобном месте для работы, после на него одеваются необходимые тефлоновые насадки, которые крепятся при помощи винтов. Лишь после этого сварочный аппарат можно включать в сеть. Через 7–15 минут, когда индикатор покажет готовность к сварке, нужно аккуратно почистить ветошью рабочие плоскости насадок.
Для пайки деталей в труднодоступных участках водопровода, к примеру, сверху помещения, нужно продумать то, куда положить паяльник после прогрева стыковочных элементов, потому как две руки будут заняты их креплением.
Выбор труб

Полипропиленовые трубные изделия имеют конструктивные различия, определяющие сферу их применения. Пластиковый трубопровод применяется для прокладки таких бытовых коммуникаций:
- холодный водопровод;
- ГВС;
- отопительный водяной контур.
Для каждой системы коммуникаций предназначены различные полипропиленовые трубы, имеющие соответствующую маркировку и конструкцию стенки.
Самый простой тонкостенный трубопровод, стенка которого выполнена только лишь полимером, применяется для подведения холодной воды. Маркируются такие изделия PN 16. Стоимость такого трубопровода наименьшая, но холодным водоснабжением сфера его применения ограничивается.
Полипропиленовая (ПП) труба с маркировкой PN 20 предназначена для ГВС. Изделие можно применить и для холодных водяных коммуникаций, но это не рационально, так как стоимость их выше. Иногда такими трубами выполняют контур водяного отопления, но только в низкотемпературных индивидуальных системах, где температура теплоносителя на выходе из котла не превышает 65˚С и давление жидкости минимально.
Для высокотемпературных автономных систем отопления предназначены усиленные алюминиевой фольгой или стекловолокном композитные трубопроводы, что маркируются PN 25. Армированные полимерные изделия выдерживают температуру жидкости до 95˚С и давление (в зависимости от модели) 3-5 Атм. Такая труба подойдет для любого контура индивидуального отопления
Пайка полипропиленовых труб своими руками на примере

Рассмотрим технику пайки и последовательность монтажа дополнительной запорной арматуры и манометра в имеющуюся водопроводную систему.
Эти элементы участвуют в контуре резервного водоснабжения квартиры (накопительный бак для воды с насосом).
Водопроводный кран установлен для переключения положения разбора воды из центральной магистрали в резервное положение. Манометр сигнализирует о появлении воды в стояке. Узел достаточно сложно интегрировать в имеющуюся разводку из-за ограниченности пространства при соединении труб пайкой.
Для создания такого узла, который выполнен из полипропиленовых труб и переходов с сечением на 20 мм нужен следующий материал:
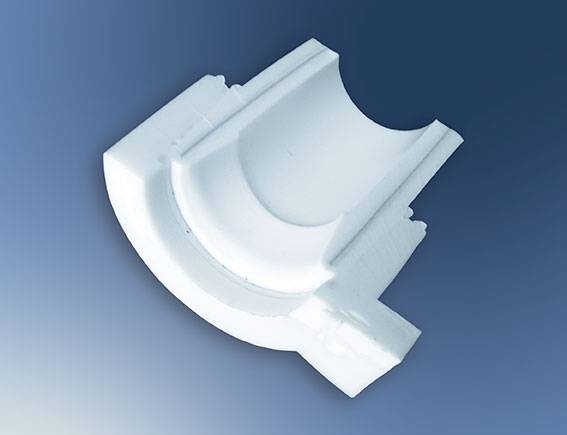
- Уголок под 45 град. в количестве 2 шт.
- Уголок под 90 град. -1 шт.
- Тройник – 2 шт.
- Муфта соединительная – 1 шт.
- Труба для холодной воды – 1 метр.
- Муфта, резьба внутренняя (МРВ) на 1/2 дюйма.
- Бронзой переход с наружной резьбой 1/2 дюйма и внутренней – 3/8”.
- Манометр на 10 бар.
- Кран проходной.
- Пакля и ФУМ лента.

Инструмент для пайки полипропиленовых труб.
Порядок проведения работ
При помощи пакли и ФУМ ленты обеспечьте герметичное соединение между манометром, бронзовым переходником и МРВ.
На паяльнике с насадкой выставьте температуру 250-260 градусов и включите его на нагрев.
После того как биток нагреется, сразу же к выпуклой части прислоните тройник, а к другой, с выемкой, трубу и начинайте линейно подавать детали до упора.

Мысленно отсчитайте 7 секунд. За это время поверхность деталей должна равномерно оплавиться. На седьмой секунде вытащите детали из насадки и точно вставьте друг, в друга до упора. Удерживайте в таком положении четыре секунды, это время когда место пайки остается пластичным. Поэтому прокрутить свариваемые детали не более чем на пять градусов можно только в этом диапазоне.
От припаянного тройника отметьте расстояние в 13 мм на трубе.

Этот размер соответствует глубине погружения трубы в фитинг.
Ножницами отрежьте трубу по метке.

Спаяйте уголок и проходной кран так, чтобы на водопроводе он был размещен к горизонтальной плоскости под углом около 45 градусов.
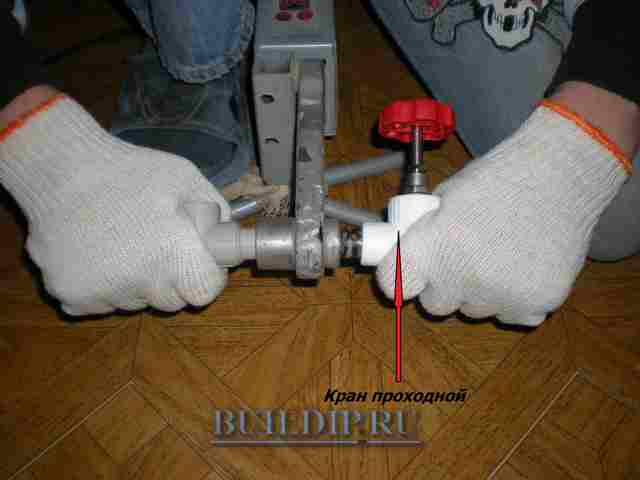

Другой конец проходного крана соедините с тройником, как показано на фото 9.

К тройнику, который расположен ближе к счетчику, вварите трубку с уголком под 90 градусов для датчика давления.

На разводке, в приблизительных местах спаивания деталей, разрежьте трубы и слейте остаточную воду.

Прислоните собранный узел к месту установки и произведите расчет состыковки труб.
Ножницами удалите лишние элементы.


На один конец удаленного элемента, который будет обратно соединяться с трубопроводом, состоящего из трубы и двух уголков под 90 градусов, впаиваем соединительную муфту. Другую часть ввариваем под определенным углом в тройник.
Рассчитываем, как будет соединяться трубопровод с другим участком. На основании этих данных, собираем узел из двух уголков под 45 градусов и трубы. Ввариваем его в другую сторону тройника заготовки.
Получившееся изделие вначале соединяем с трубой, находящейся возле канализации.

Затем с расходомером.

В последнюю очередь с трубопроводом смесителя и подающей линией бака.

Такая последовательность обусловлена возможностью использовать паяльник в местах, которые после состыковки смежных узлов можно перемещать.
Определяем длину трубы под манометр, впаиваем ее в МРВ и одеваем крепление. Прикладываем получившееся изделие к уголку и на стене отмечаем место размещения крепления. Убираем манометр и монтируем его к стене.

Спаиваем уголок и датчик давления. Проверяем герметичность всей системы.
Иногда пайка полипропиленовых труб своими руками не может быть выполнена одним работником, в связи с неудобным размещением деталей. В этом случаи такие узлы желательно паять вдвоем.
Достоинства трубопроводов из полипропилена
К преимуществам трубопроводов их полипропиленовых труб относят:
- теплостойкость материала;
- применение фитингов делает возможным создание систем неограниченной конфигурации с неограниченным количеством изгибов;
- низкая цена (дешевле только полиэтилен);
- долговременная прочность при работе с наполнителями температурой от 70˚С до 85˚С;
- сварка враструб полипропиленовых труб настолько несложный технологический процесс, что его можно произвести самостоятельно в домашних условиях;
- высокие значения SDR и МАОР определяющие максимальное рабочее давление, которое выдерживает труба
Пайка полипропиленовых труб
При пайке или сварке полипропиленовых труб подготовленные стыки соединяемых отрезков нагреваются до температуры изменения агрегатного состояния и соединяются.
При стыковке молекулы полимеров соединяемых изделий смешиваются. В месте стыка образуется монолитное наплавление.










При пайке полипропиленовых труб используются две технологии.
Стыковая сварка
При стыковой сварке подготавливаются и разогреваются торцевые поверхности труб. При достижении заданных параметров нагрева трубы плотно соединяются. Соединение происходит за счет смешивания полимеров стенок стыкуемых труб.
Стыковое соединение применяется для труб диаметром более 60 мм и толщиной стенки более 4 мм.

Температура для сварки полипропиленовых труб стыковым соединением устанавливается в диапазоне 260-300 градусов Цельсия.
Муфтовая пайка
При диффузионной или муфтовой пайке используются специальные соединительные муфты.
Аппаратом для пайки производится одновременный нагрев внешней поверхности трубы и внутренней поверхности соединительной муфты. По достижении температуры пайки элементы снимаются со сварочного аппарата и соединяются между собой раструбным способом.
Диффузионная пайка применяется для полипропиленовых труб диаметром от 16 до 60 мм.
Стандартная температура пайки полипропиленовых труб при диффузионной пайке составляет 260 градусов Цельсия.
На массивном нагревательном элементе паяльного аппарата фиксируются тефлоновые насадки.

Насадка в форме дорна нагревает внутреннюю часть соединительной муфты, а насадка в форме гильзы нагревает наружную часть трубы.
Соединение обеспечивает герметичность шва при соблюдении технологии пайки, в том числе температуры нагрева трубы.
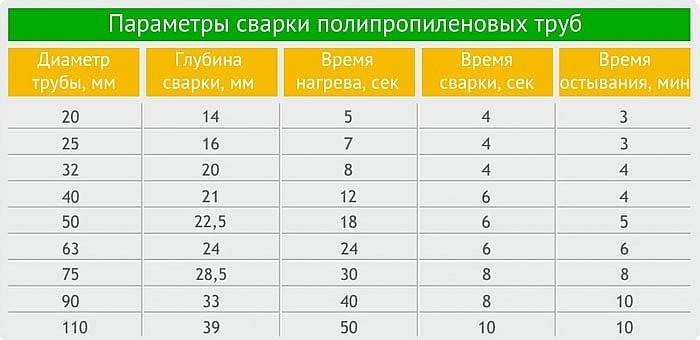
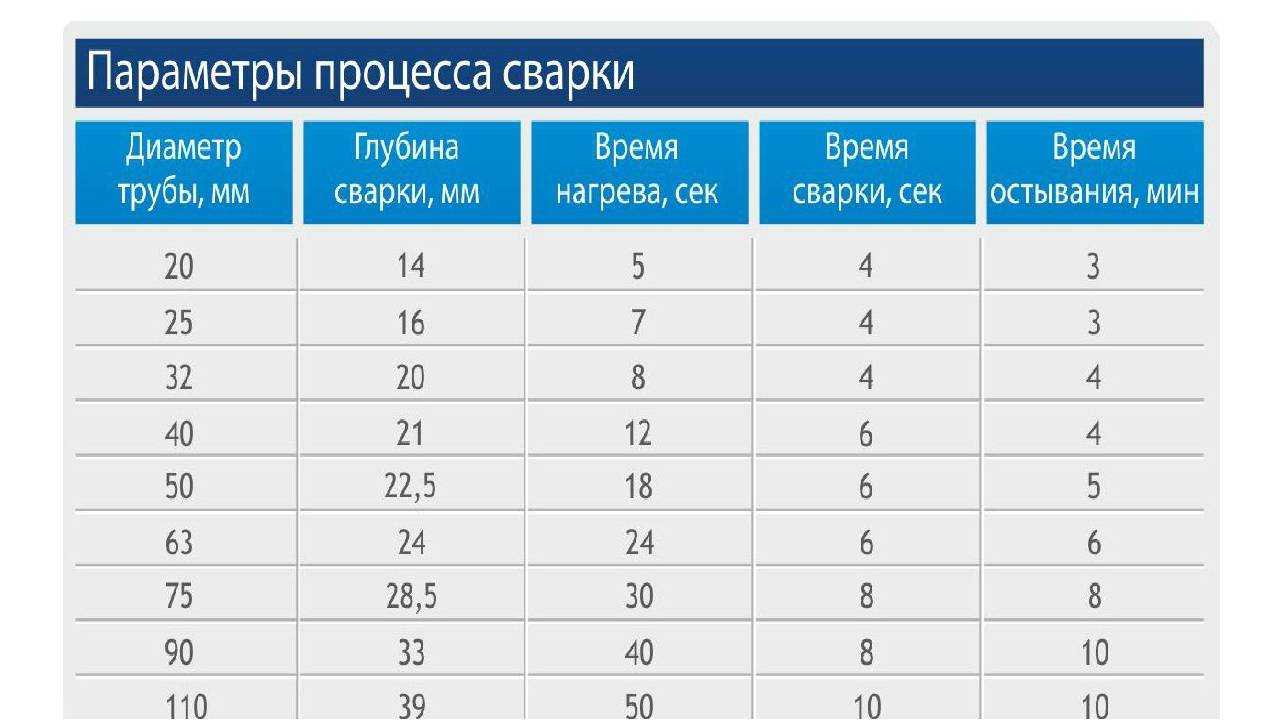
Параметры пайки
Основными параметрами пайки полипропиленовых труб является температура нагрева, время нагрева, время сварки, время остывания, диаметр соединяемых труб.
Температура пайки полипропиленовых труб
При какой температуре паять пластиковые трубы?
Свод правил по проектированию и строительству СП 40-101-96 предусматривает параметры соединения полипропиленовых труб.
Стандартная температура пайки полипропиленовых труб составляет 260 градусов Цельсия. Допускаются отклонения от стандартной температуры в 2 градуса.
Время нагрева соединяемых элементов определяется в зависимости от вида трубы, температуры и влажности воздуха в помещении.
При увеличении температуры снижается качество соединений. На сварочном шве происходит заплавление внутреннего прохода трубы.
Допускается пайка полипропиленовых толстостенных труб с использованием более высокой, чем стандартная, температуры до 280 градусов Цельсия. При этом время нагрева подбирается экспериментально.
Время пайки
Параметры времени пайки полипропиленовых труб включают в себя время нагрева, сварки и остывания:
Нагрев – это время разогрева соединяемых элементов на насадках паяльного аппарата, прогретого до рабочей температуры.
Сварка – это время выдержки соединения прогретых элементов между собой.
Остывание – это время образования монолитного сварного шва.
Данные в таблице приведены для стандартных условий – комнатной температуры 22 градуса Цельсия и влажности воздуха до 60%.
Время нагрева определяется экспериментально по результатам пайки первого шва.
Пайка допускается при температуре воздуха не ниже -10 градусов Цельсия.
Таблица пайки полипропиленовых труб
Таблица для пайки полипропиленовых труб приведена на рисунке.

Для получения надежного герметичного соединения полипропиленовых труб точно соблюдайте технологию пайки, приведенную в инструкции по эксплуатации сварочного аппарата.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.









![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://zakazkolodca.ru/wp-content/uploads/4/1/e/41ec29f70404c60434dde8d4e9024c8d.jpeg)
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Подробная инструкция по монтажу
Очень важно при пайке ПП для водопровода или отопления заранее просчитать все этапы монтажа. Выполнить точные измерения, последовательность сварки
Процесс пайки происходит очень быстро, и если, допущена ошибка, то исправить ее можно только демонтажем всего неправильного участка.
Рассмотрим все этапы подробнее.
Подготовка специальных инструментов
Специальным инструментом для сварки является паяльник или «утюг». Если Вы находитесь на этапе строительства нового дома, то имеет смысл купить себе такой инструмент. Рекомендуется выбирать ручной паяльник в комплект, которого входят насадки покрытые тефлоном. Для домашнего использования достаточно набора с насадками до 40 мм.
Паяльник для пайки ПП
Паяльник находится в удобном кейсе. В комплект для бытового пользования входят:
- насадки для пайки пп, диаметром от 16 до 40 мм;
- подставка для паяльника;
- ножницы, для нарезки ПП;
- рулетка.
Если Вы собираетесь воспользоваться им один раз, то можно попросить у друзей или арендовать паяльник на время.
Также понадобятся:
- строительный уровень;
- перфоратор или ударная дрель, для монтажа пластиковых кронштейнов;
- карандаш или маркер.
Разметка и нарезка труб
Разметка и нарезка перед пайкой
До начала пайки необходимо выполнить нарезку труб. Для точного измерения отрезков найдите расстояние между фитингами и добавляйте глубину пайки с двух сторон. Удобно все измерения выполнять с помощником.
Выполните нарезку, подготовьте все необходимые элементы и сложите схему. Отметьте маркером положение углов, тройников в схеме. При сварке, можно случайно изменить положение и соединить дальше по схеме не удастся.
Если это произошло, то необходимо отрезать трубу в любом месте и соединить их муфтой. Поэтому при покупке пп системы муфты необходимо покупать с запасом.
Зачищаем края деталей. Они должны быть ровно отрезанными, чистыми, сухими. При креплении на стену, заранее крепятся кронштейны нужного диаметра. Если монтаж подразумевает размещение нескольких параллельно идущих трубопроводов, то лучше приобрести кронштейн с зацепом друг к другу.
Кронштейн для крепления
Соединение элементов и нагрев
Когда все подготовлено, можно приступать к пайке всех элементов. Установите паяльник на специальную подставку. Закрепите насадку нужного диаметра. Если их необходимо несколько, в начале крепим насадки меньшего диаметра, затем большего. Установите температуру +260 °С и включите его.
После достижения нужной температуры, сработает реле и питание отключится. Не надо его отключать от сети, температура будет поддерживаться автоматически.
Пайка пластиковых труб
Для сварки двух элементов одновременно нагреваем их с помощью паяльника. Отсчитываем время согласно диаметру элементов. По истечении времени быстро вынимаем детали и соединяем их вместе. На поправку положения есть несколько секунд
Поэтому очень важно заранее отметить положение элементов
Как только выбрали правильное положение, зафиксируйте его на несколько секунд, этого будет достаточно, чтоб узел не поменял своего положения. После остывания получится прочное, герметичное соединение.
Последовательно свариваем все узлы строго по составленной схеме. Крепим трубы на стене с помощью кронштейнов.
Какое оборудование потребуется для пайки
Большинство домашних систем водопровода или отопления конструируется из труб наружного диаметра 16-63 мм. Сваривать изделия рекомендуется враструб или с использованием соединительной арматуры (муфт).
Необходимым оборудованием является паяльник для пайки пластиковой продукции с насадками соответствующих диаметру труб (подробнее: “Как устроен паяльник для труб ПВХ и как его использовать”).
Выбор паяльников на сегодняшний день достаточно велик, и чтобы принять правильное решение, требуется присмотреться к основным их эксплуатационным характеристикам:
- Мощность. Наиболее важный параметр. Для домашнего мастера, использующего пластиковые трубы стандартных диаметров, мощности 1200 Вт будет вполне достаточно. Паяние пластиковых труб агрегатами мощностью от 1800 Вт проводится значительно легче и быстрее, однако для домашнего использования вполне будет достаточно минимальной указанной мощности.
- Количество насадок. Количество поставляемых в комплекте насадок в каждом случае разное, и чем их больше, тем лучше. Насадки – это именно то, чем спаивают пластиковые трубы. Хорошие элементы должны быть покрыты тефлоном, предотвращающим пригорание материала. Каждая насадка состоит из гильзы для оплавления наружной поверхности изделий и дорна – для внутренней части труб.
- Если есть материальные возможности, следует приобрести паяльник, на который одновременно можно установить сразу несколько насадок: это значительно сэкономит время, так как для замены насадки необходимо каждый раз остужать инструмент, а потом, для возобновления работы, снова его нагревать.
- Дорогие профессиональные паяльники снабжены узлом электронной регулировки температуры нагревания, позволяющим устанавливать её значение с точностью 1-5°С. Мастеру, задавшемуся вопросом, как паять трубы паяльником, можно и не приобретать дорогостоящую продукцию, а измерять температуру насадки с помощью соответствующего градусника.
Кроме паяльника, необходимы будут ножницы для разрезания полимерных труб. Можно, однако, обойтись и ножовкой.





