

Соединение ППР без сварки
Технология соединения ППР без паяльника называется «холодной» сваркой. Этот способ основан на использовании сильного органического растворителя. Поверхность трубы, обработанная таким составом, становится клейкой, мягкой и легко стыкуется с другой деталью. Растворитель обладает высокой летучестью, испаряется за несколько секунд, поэтому процесс склеивания деталей проходит за короткий период.
Для соединения ППР без сварки не нужны паяльные машины и электроэнергия. Поэтому данный метод получил распространение в среде профессиональных монтажников и используется при прокладке или ремонте магистральных линий. В быту этот способ встречается крайне редко.
Соединение труб пайкой с армированием
Для пайки армированных ППР необходимо очистить их от алюминиевой фольги на глубину сварки. Для очистки используют шейвер. Это металлическая втулка с режущими ножами внутри втулки. Его надевают на край трубы и вращением вокруг оси счищают армирующий слой.
Если армирующий слой находится в середине стенки ППР, то в таком случае используют торцеватель. Принцип работы такой же, как с шейвером, их разница лишь в том, что ножи внутри втулки обращены в другую сторону. Торцеватель выравнивает край ППР и снимает армирующий слой на глубину 2 мм. Обработанные торцевателем края труб паяют методом прямой (стыковой) сварки.
Диаметр ППР, армированных алюминиевой фольгой, отличается от стандартных в большую сторону и не подходит к насадкам паяльной машины. Наличие армирующего слоя требует увеличения длительности нагрева.
Выполнение сварки полимерных труб необходимо проводить в хорошо проветриваемом помещении. При плавлении полимерный материал выделяет токсичное вещество, его концентрация приводит к ухудшению состояния здоровья и отравлению.
Сварочный аппарат для РР-R труб
В набор для сварки полипропиленовых труб, естественно, входит сварочный аппарат, который по своему устройству очень прост и незначительно отличается от конструкции обычного утюга, разве что своим дизайном.
Аппарат также состоит из терморегулятора, нагревательной плиты и ручки. Нагревательная плита имеет два отверстия, позволяющие крепление в ней сварных элементов.
Поскольку во время сварки труб из полипропилена обычно применяют саму трубу и какую-либо конструктивную деталь (фитинг), в которую вставляется труба, то и пара сварочных элементов (насадок) аппарата тоже внешне отличается.
Наиболее популярными трубами, которые применяют в домашних отопительных и водопроводных системах, считаются изделия с внешним диаметром 32 и 20 мм. Маркировка о диаметре имеется на каждом полипропиленовом изделии.
В стандартный комплект для сварки полипропиленовых труб входит, как правило, четыре пары сварных элементов, которые позволяют решать практически любые задачи – от 20-ти до 40 мм в диаметре.
Они покрыты тефлоновым напылением, что делает самостоятельное изготовление данного прибора невозможным. И даже если суметь выточить элементы на токарном станке, что не составит особого труда, при нагревании без тефлонового покрытия пластик будет прилипать к металлу.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
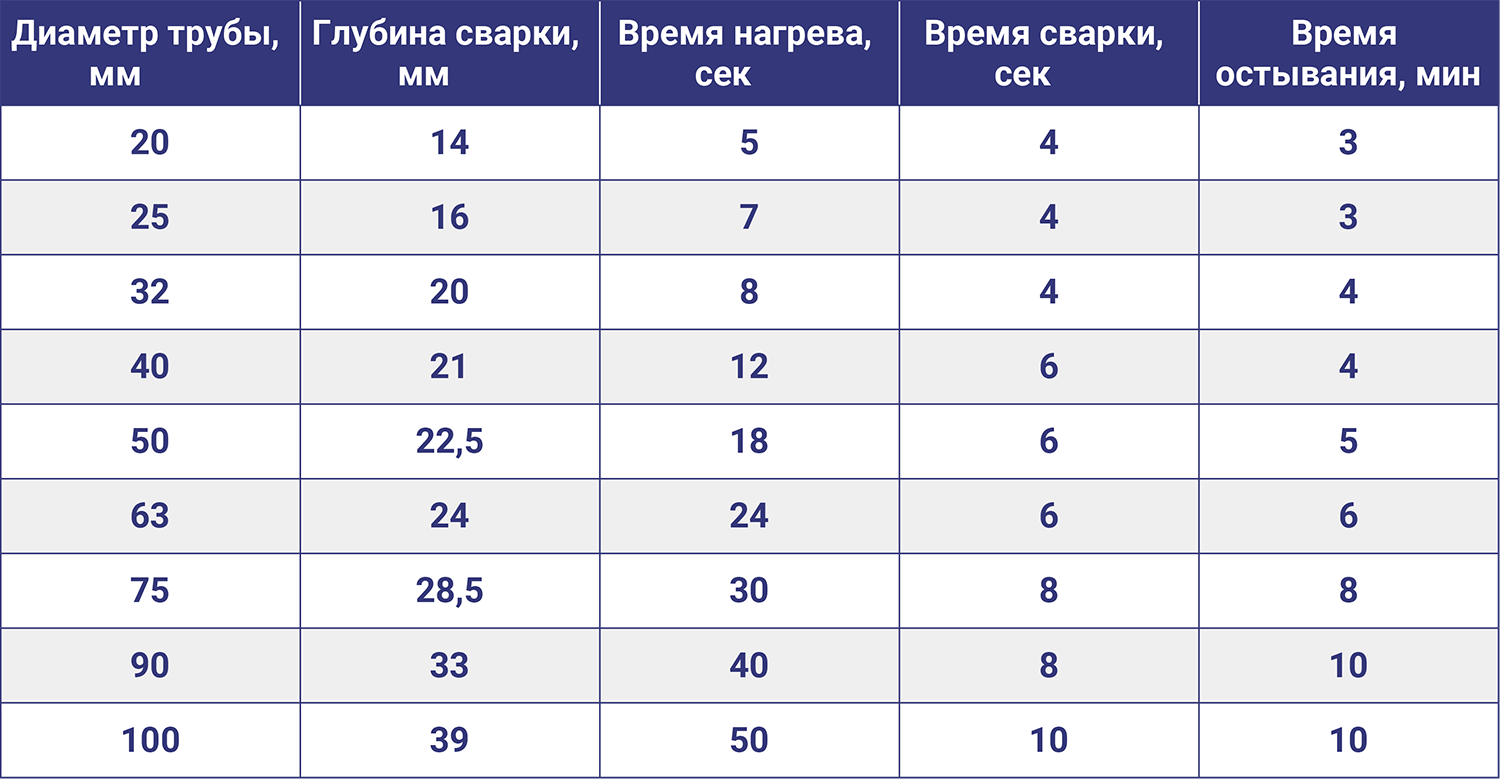
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.









При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Сварка и монтаж отдельной части системы трубопровода
При монтаже отдельной части трубопровода (узла/магистрали):
- отмерьте и отрежьте необходимый размер труб;
- сварите цепь на фиксированной поверхности, а потом установите в запланированный участок. То есть сначала паяем узел, а потом соединяем его на весу с другими участками;
- в наиболее труднодоступных местах используйте американки.
Спайка узла на весу
Паяем трубы на весу:
- определите, какая сторона наиболее трудная для спайки на весу и начните с неё;
- первоначально варится труба и соединительный элемент/узел с одной стороны по стандартным меркам, соблюдая установленное время для пайки;
- затем (с другой стороны) разогревается сперва соединительный элемент, причем дольше на пару секунд, а уже после греется труба на пару секунд меньше, чем обычно (по сути вы отдаёте время на разогрев трубы соединительному элементу).
Паять на весу детали сложно, поэтому для разогрева рекомендуется надавливать на элементы подручными средствами (специальными ножницами и т.п.). Лучше для пайки на весу пригласить помощника.
Установка спаянного узла
В первую очередь варится необходимый узел на твёрдой поверхности. Когда он готов, переходим к соединению с уже вмонтированными трубами:
- наметьте карандашом участки среза на работающей магистрали. Не надо вырезать участок под весь фитинг или другой соединительный элемент. Необходимо учесть, что в него будут вставляться трубы (к примеру, кран размером в 10 см, отверстия для соединения с трубами занимают 4 см в общем, тогда вырезать необходимо 6 см трубы);
- разрежьте установленные трубы с обеих сторон специальными ножницами;
- очистите трубы обезжиривателем, высушите от воды;
- зачистьте элементы;
- приступайте к сварке узла. Начинайте с более трудного места.
Паять узел с другими цепями трубопровода сложно, поэтому без помощи вам не обойтись.
Как спаять и установить узел из полипропиленовых труб в штробу — видео-инструкция
Перед непосредственным монтажом, необходимо подготовить штробы. Это выполняется при помощи круга по бетону, установленного на болгарку или других инструментов. Разметьте поверхность, где будут штробы. Надрезы осуществляются на глубину около 2-3 см (учитывайте диаметр трубы) и выбиваются молотком, стамеской, перфоратором и т. п.
- Сварите необходимый узел вне штробы, а потом вмонтируйте в отверстия.
- Для исключения повреждений, ППР трубы можно замотать в строительный скотч, но для полной защиты рекомендуется оболочка/изоляция из вспененного полиэтилена.
- При переходе от металлических узлов, для соединения, используйте переходную муфту или американку.
- Чтобы магистраль не двигалась при расширении труб – закрепите специальными коленными конструкциями (металлическая поверхность с хомутами). Деталь сначала крепится к поверхности стены и прикручивается гайками, а потом фиксируется с трубопроводом.
- Зафиксируйте трубы с помощью клипс или трубного хомута, особенно в наиболее ненадёжных местах.
- Заделайте отверстия.
Достоинства трубопроводов из полипропилена
К преимуществам трубопроводов их полипропиленовых труб относят:
- теплостойкость материала;
- применение фитингов делает возможным создание систем неограниченной конфигурации с неограниченным количеством изгибов;
- низкая цена (дешевле только полиэтилен);
- долговременная прочность при работе с наполнителями температурой от 70˚С до 85˚С;
- сварка враструб полипропиленовых труб настолько несложный технологический процесс, что его можно произвести самостоятельно в домашних условиях;
- высокие значения SDR и МАОР определяющие максимальное рабочее давление, которое выдерживает труба
Профессиональные советы и рекомендации

Технология сварки полипропиленовых труб подразумевает выполнения определенных требований, которые позволят получить качественный результат работ. Рекомендации и требования выглядят таким образом:
- Сварочный аппарат, во избежание получения ожогов, необходимо надёжно фиксировать на устойчивой платформе. Насадки на него стоит крепить так же крепко при помощи специального ключа, имеющегося в наборе.
- Температура для сварки пластиковых полипропиленовых труб должна достигать 260 градусов. Если же будет производиться сварка полиэтиленовых труб, то здесь температура может достигать 220 градусов.
- Начинать сварку туб ПП можно через 5-10 минут после включения оборудования. Это гарантирует наличие стабильной температуры насадок.
- Тефлоновое покрытие насадок рекомендуется сразу очищать от мягких остатков пластика. Материал счищают только деревянным шпателем, поскольку металл и другие абразивы способны повредить тефлон. Запрещено также чистить насадки от полимера в остывшем состоянии. Таким обарзом также можно оцарапать тефлоновое покрытие.
- Запрещено проворачивать и каким-либо другим способом менять положение сваренного фитинга и трубы до полного остывания. Если не придерживаться этой рекомендации, то герметичность участка будет сомнительной. К тому же есть риск нарушить геометрию внутреннего просвета тубы.
- Если при выполнении стыкования фитинга и прогретого полимера в просвете трубы будет наблюдаться неравномерное распределение полипропилена (гармошка), то такой участок магистрали будет являться негерметичным и некачественным. В этом случае лучше обрезать неудачный «эксперимент» и сварить трубы по новой.
- Проводить сварку лучше в тёплом помещении.
Пайка полипропиленовых труб
При пайке или сварке полипропиленовых труб подготовленные стыки соединяемых отрезков нагреваются до температуры изменения агрегатного состояния и соединяются.
При стыковке молекулы полимеров соединяемых изделий смешиваются. В месте стыка образуется монолитное наплавление.
При пайке полипропиленовых труб используются две технологии.
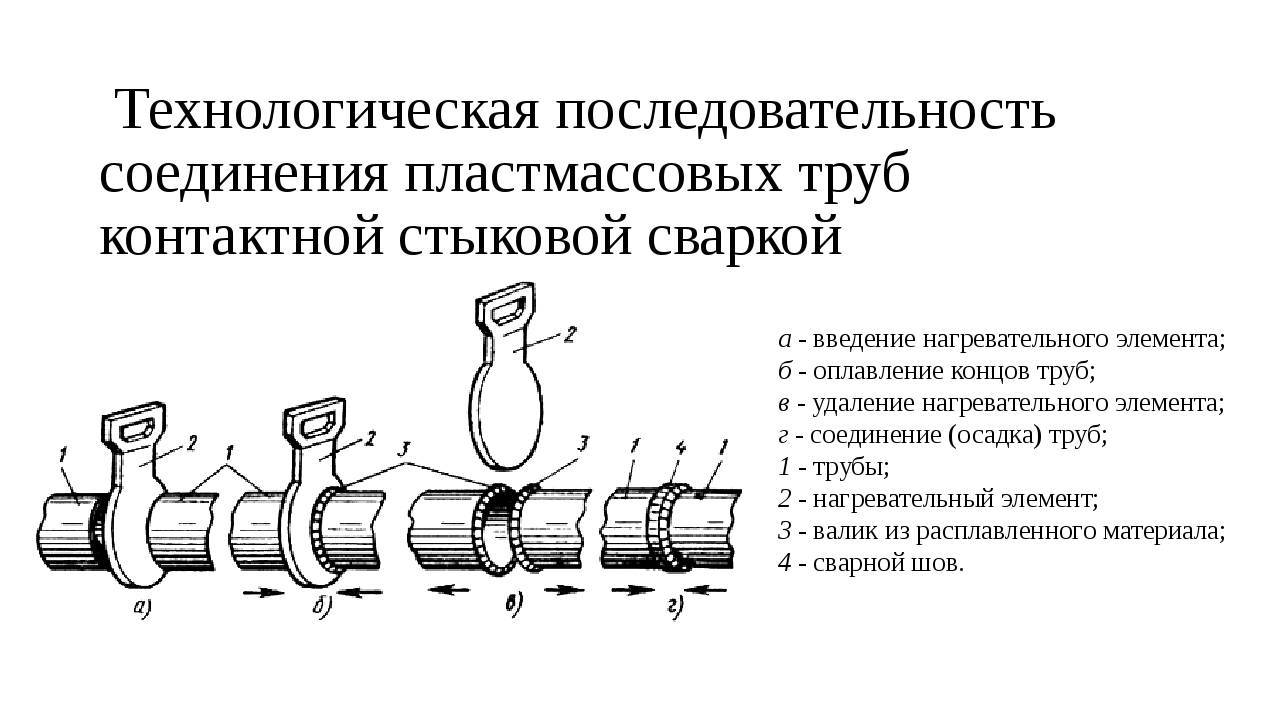
Стыковая сварка
При стыковой сварке подготавливаются и разогреваются торцевые поверхности труб. При достижении заданных параметров нагрева трубы плотно соединяются. Соединение происходит за счет смешивания полимеров стенок стыкуемых труб.
Стыковое соединение применяется для труб диаметром более 60 мм и толщиной стенки более 4 мм.
Температура для сварки полипропиленовых труб стыковым соединением устанавливается в диапазоне 260-300 градусов Цельсия.
Муфтовая пайка
При диффузионной или муфтовой пайке используются специальные соединительные муфты.
Аппаратом для пайки производится одновременный нагрев внешней поверхности трубы и внутренней поверхности соединительной муфты. По достижении температуры пайки элементы снимаются со сварочного аппарата и соединяются между собой раструбным способом.
Диффузионная пайка применяется для полипропиленовых труб диаметром от 16 до 60 мм.
Стандартная температура пайки полипропиленовых труб при диффузионной пайке составляет 260 градусов Цельсия.
На массивном нагревательном элементе паяльного аппарата фиксируются тефлоновые насадки.
Насадка в форме дорна нагревает внутреннюю часть соединительной муфты, а насадка в форме гильзы нагревает наружную часть трубы.
Соединение обеспечивает герметичность шва при соблюдении технологии пайки, в том числе температуры нагрева трубы.
Параметры пайки
Основными параметрами пайки полипропиленовых труб является температура нагрева, время нагрева, время сварки, время остывания, диаметр соединяемых труб.
Температура пайки полипропиленовых труб
При какой температуре паять пластиковые трубы?
Свод правил по проектированию и строительству СП 40-101-96 предусматривает параметры соединения полипропиленовых труб.
Стандартная температура пайки полипропиленовых труб составляет 260 градусов Цельсия. Допускаются отклонения от стандартной температуры в 2 градуса.
Время нагрева соединяемых элементов определяется в зависимости от вида трубы, температуры и влажности воздуха в помещении.
При увеличении температуры снижается качество соединений. На сварочном шве происходит заплавление внутреннего прохода трубы.










Допускается пайка полипропиленовых толстостенных труб с использованием более высокой, чем стандартная, температуры до 280 градусов Цельсия. При этом время нагрева подбирается экспериментально.
Время пайки
Параметры времени пайки полипропиленовых труб включают в себя время нагрева, сварки и остывания:
Нагрев – это время разогрева соединяемых элементов на насадках паяльного аппарата, прогретого до рабочей температуры.
Сварка – это время выдержки соединения прогретых элементов между собой.
Остывание – это время образования монолитного сварного шва.
Данные в таблице приведены для стандартных условий – комнатной температуры 22 градуса Цельсия и влажности воздуха до 60%.
Время нагрева определяется экспериментально по результатам пайки первого шва.
Пайка допускается при температуре воздуха не ниже -10 градусов Цельсия.
Таблица пайки полипропиленовых труб
Таблица для пайки полипропиленовых труб приведена на рисунке.
Для получения надежного герметичного соединения полипропиленовых труб точно соблюдайте технологию пайки, приведенную в инструкции по эксплуатации сварочного аппарата.
Выбор оборудования
Оборудование для сварки представляет собой инструменты, которые с помощью высоких температур делают герметичный стык. При этом аппараты бывают разные для полипропиленовых и стальных изделий. Но классификация предусматривает две основные разновидности.
Виды сварочных приборов:
- Механические. Это профессиональное оборудование, которое уместно использовать при большом объеме работ.
- Ручные. Ими выполняют сварку в домашних условиях. Их применяют для труб небольшого диаметра.
Механический агрегат состоит из рамы для опоры, блока и гидроагрегата. С двух сторон прибора размещены захваты. Посередине их можно наблюдать вкладыши. Они используются, чтобы правильно распределить давление и выполнить центровку.
 Аппарат для пайки труб продается в специализированных и строительных магазинах
Аппарат для пайки труб продается в специализированных и строительных магазинах
Для ручной спайки используют специальные утюги. Они работают, как обычные бытовые утюги, но внешний вид имеет серьезные отличия. В составе инструмента можно наблюдать плиту для нагрева, терморегулятор и ручку. Также предусматривают два отверстия для вставки элементов для спаивания. Благодаря тефлоновому покрытию пластик, когда плавится, к нему не пристает.
Уменьшение риска образования дефектов на стыке труб
Рекомендации, которые помогут повысить качество пайки, предупредить образование дефектов:
- на сложных участках с ограниченным доступом необходимо работать в паре с помощником: один мастер работает с трубами, второй – с инструментом;
- для монтажа коммуникаций с фитингом рекомендуется воспользоваться шаблоном, это позволит быстрее определять глубину пайки, не выполняя замеры каждый раз;
- не следует каждый раз отключать паяльник, скорость работы с ним высокая, а потому часто достаточно 10-20 минут на выполнение 1-2 стыков;
- фаска по возможности снимается на всех трубах, ее размер – 2мм х45°, что означает длину стороны и угол наклона;
- внутреннее армирование позволяет избежать зачистки, что выгодно отличает его от поверхностного;
Способы соединения полипропилена
Этот полимер термопластичен: при нагревании он быстро размягчается. Когда одновременно и равномерно разогреваются две детали, молекулы вещества приникают друг в друга. Это называется полифузией. После того как соединенные материалы остывают, их технические характеристики совершенно не меняются, поэтому при качественно проведенной работе узел получается крепким, монолитным.
Такой способ соединения элементов трубопровода называют полифузной сваркой. Так же часто встречается определение «пайка». Оба слова обозначают один и тот же процесс, разницы между двумя понятиями не существует. Обычно на практике используют два метода стыковки деталей — муфтовый и прямой.
Холодная пайка (сварка)
Такой метод нельзя назвать грозным конкурентом горячих видов соединения. На полипропиленовые трубы наносят клей, активным компонентом которого является сильный растворитель. Когда он размягчает соединяемые участки, их вставляют друг в друга.
Огромный недостаток — отсутствие гарантии герметичности, прочности труб. Еще один минус — длительное высыхание «сваренных» элементов: нужны как минимум сутки. Поэтому данный метод не нашел большой армии сторонников. Его «законная» ниша — трубы из ПВХ.
Самый надежный (и нужный) способ в домашних условиях — муфтовая сварка. Именно о ней и пойдет дальнейшее повествование.
Муфтовая сварка
Этот способ более популярен по простым причинам — он доступен, прост, необходим всегда. Для соединения двух элементов — участка трубы и муфты (тройника, крана, фитинга с резьбой и т. п.), имеющей внутренний диаметр меньше, чем наружный у трубы.
На нагревательный прибор в этом случае устанавливают металлические насадки (муфту и дорн) под трубу и необходимый для соединения элемент. После получения оптимального нагрева обе детали снимают с инструмента и сразу соединяют.
Соединение ППР без сварки
В жизни случаются ситуации, когда применение традиционной пайки полипропиленовых деталей исключено. Например, стык расположен в труднодоступном углублении или при монтаже внезапно отключили свет, а вам осталось сварить последнее соединение. Практикуется 3 одноразовых способа:
- разогрев газовой горелкой и последующая стыковка;
- использование компрессионной муфты типа Gebo;
- посадка элементов на анаэробный клей.
Почему указанные варианты считаются одноразовыми. Склейка и нагрев горелкой не могут обеспечить требуемой надежности стыка и применяются лишь в крайнем случае на магистралях холодного водоснабжения. Соединять подобным образом трубы отопления и ГВС крайне нежелательно. Муфты Gebo надежны, но слишком дороги.
Технология соединения без паяльника проста – детали обезжириваются, аккуратно греются пламенем горелки, стыкуются и фиксируются на 6—10 секунд. Методика демонстрируется ниже на видео.
Склеивание производится согласно инструкции на упаковке анаэробного герметика. Конец трубы и гнездо фитинга следует зачистить, обезжирить и наложить клей небольшой кистью. Затем элементы скрепляются методом сжатия.








Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.
После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.
Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
https://youtube.com/watch?v=HQGRx3CWioY
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже
Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя
Назначение и разновидности полипропиленовых труб
Полипропиленовые трубы предназначены, в основном, для организации водоснабжения и отопления в не пожароопасных помещениях. Такой трубопровод легко и быстро монтируется, служит около 50 лет, но у него есть существенный недостаток, под действием нагрева полипропилен размягчается, и легко деформируется. Этот параметр важен для систем отопления и горячего водоснабжения, так как в них происходит динамическое изменение температур, в результате которого пластиковые трубы меняют свое проектное положение.
Деформация полипропиленовой трубы.
Подобные явления отсутствуют при эксплуатации водопровода для холодной воды. На основании выше изложенного, для горячего водопровода используют армированные полипропиленовые трубы. Упрочнение пластика происходит за счет использования алюминиевой фольги, стекловолокна или увеличения толщины стенок изделия. Интегрированный в полипропилен алюминий, который может быть размещен в толщине пластика (незачистная труба) или снаружи (зачистная труба), в разы уменьшает линейное расширение трубопровода.
Аналогичный эффект дает и стекловолокно, что позволяет такой тип трубопровода использовать для отопления. Труба с утолщенными стенками используется для горячей воды.





