

Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:
- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Как происходит соединение
Простота сварки заключается в том, что полипропилен начинает плавиться при температуре 170 ⁰C. Разогревая соединяемые поверхности до температуры 250-300 ⁰C, и плотно соединяя их, получают монолитное изделие при последующем охлаждении.
Раструбный сварочный аппарат представляет собой устройство с нагревательным элементом, имеющим регулятор нагрева и насадки под различные толщины.
Пара насадок представляет собой один цилиндр с внешней рабочей зоной для разогрева внутренней поверхности муфты. Второй цилиндр имеет рабочую зону внутреннюю для разогрева внешней поверхности полипропиленовой трубы.
Насадки аппарата для раструбной сварки делают из металла с хорошей теплопроводностью. У них есть антипригарное тефлоновое покрытие с металлизацией. Трубу и муфту закрепляют на насадке, затем включают аппарат.
Через заданное время разогрев до необходимой температуры детали отключается. После этого труба вводится в муфту. За несколько секунд, пока идет остывание, происходит прочное сваривание изделий. Технология сварки – проще некуда.
Как спаять полипропиленовые трубы в труднодоступных местах своими руками – практические советы
К местам затрудненного доступа можно отнести помещения ограниченной площади с высокой плотностью коммуникаций, а также углы и зоны под потолком.
Работу выполняют вдвоем. Пока один стыкует детали, другой устанавливает элемент на насадку или возвращает паяльник на платформу. Иногда может потребоваться еще одна пара рук.
Если трубы расположены близко к стене, сварку выполняют путем поочередного нагревания частей. Пока нагревается второй участок, первый не должен остыть. При необходимости его расплавляют повторно. Действуют быстро, но без суеты. Место для сварочного аппарата готовят заранее.
Этап 1. Выбор пропиленовых труб
| Полипропиленовые трубы, маркировка | Характеристики и назначение |
|---|---|
| PN 10 | технические характеристики приемлемы для холодного водоснабжения до 20 градусов тепла, полов теплой системы до 45 градусов, при рабочем давлении — 1 МПа |
| PN 16 | характеристики определяют использование как для горячего (до 60 градусов тепла), так и холодного водоснабжения, номинальное рабочее давление — 1,6 МПа |
| PN 20 | технические характеристики этого вида труб разрешают использование в системах горячего водоснабжения температурой до 95 градусов, номинальное давление – 2 МПа |
| PN 25 | армированная труба полипропиленовая: характеристики подходят для горячего водоснабжения, а также для системы центрального отопления до 95 градусов тепла, номинальное давление — 2,5 МПа |
Шаг 1. Выбор того или иного исходного материала напрямую зависит от будущего назначения. Основным критерием деления является предельно допустимая температура рабочей среды. В связи с этим выделяют трубы для горячего, холодного, а также смешанного водоснабжения.
Шаг 2. Далее выбираются соединительные фитинги. Обычно ПП трубы используют в водоснабжении, поэтому при работе будем ориентироваться именно на него.
Чтобы определить точное количество необходимых труб и фитингов, измеряется помещение и составляется его примерный план. В последнем обозначаются размеры будущей магистрали и все ее элементы.
После покупки всех комплектующих можно приступать к следующему этапу.
Ошибки во время пайки
Иногда во время пайки возникают различные проблемы. Они могут быть связаны с такими ошибками:
- не выполнено очищение материала от жировой пленки;
- сделан неправильный угол среза деталей;
- недостаточно или чрезмерно прогреты детали;
- конец трубы неплотно посажен в структуру фитинга;
- не полностью снят армированный слой с трубы;
- корректируется положение деталей после схватывания материала.
Влияние ошибок на качество сварки
Несоблюдение технологии сварочных работ приводит к негативным последствиям. Она провоцирует внутреннюю деформацию, при которой расплавленный полипропилен перекрывает внутренний проход трубы. Впоследствии узел теряет работоспособность. В этой области появляются засоры, которые препятствуют движению воды.
 Ошибки во время сварки приводят к получению некачественного соединения
Ошибки во время сварки приводят к получению некачественного соединения
Почему стоит выбрать полипропилен?
Традиционным материалом для водопроводных труб издавна считалась сталь.
Однако сегодня этот вариант применяется достаточно редко. Ему на смену пришли различные пластики, среди них – полипропилен.
Галерея изображений Фото из Трубы из полипропилена активно востребованы в сфере сооружения систем водоснабжения, что обосновано устойчивостью к агрессивным средам, долгосрочностью использования и доступной ценой
Использованный в изготовлении труб полимер жестче металлопластиковых аналогов, армирование есть только в изделиях для ГВС
Трубопроводы из ПП труб собирают и соединяют путем диффузионной сварки с применением угловых и тройниковых соединительных фитингов
Расчетный срок службы собранного из ПП труб водопровода составляет 50 лет. Система для ХВС способна нормально работать около века
Полипропиленовые коммуникации не ржавеют, на их внутренних стенках не откладывается осадок, потому стала возможной прокладка коммуникаций внутри строительных конструкций
Трубы из полипропилена не нужно окрашивать и защищать от коррозии. Они неплохо смотрятся даже при открытой прокладке
Полипропиленовые трубы выпускают для всех видов систем водоснабжения, как холодного, так и горячего. Для ХВС рассчитаны на +20º, +45º, универсальные варианты на +80º
ПП трубы с алюминиевым армированием, рассчитанные на транспортировку нагретой до + 95º воды, без последствий могут выдерживать воздействие +100º
Полипропиленовые трубы в организации водоснабжения
Характерные технические свойства полипропилена
Способы сборки и соединения трубопроводов
Водопроводы для долгосрочной эксплуатации
Скрытая прокладка системы водоснабжения
Наружный вариант разводки полимерных труб
Ассортимент изделий для ХВС и ГВС коммуникаций
Устойчивость к кратковременным воздействиям
Популярность труб ПП неслучайна, потому что у материала есть множество достоинств:
- Высокая устойчивость к агрессивным средам в течение длительного времени. Кроме того, полипропилен не подвержен коррозии.
- Долговечность. Производитель гарантирует беспроблемную эксплуатацию своей продукции в течение минимум 50 лет, что больше, чем у аналогов в три раза.
- Хорошая герметичность соединений. По сравнению с другими видами пластиков она считается лучшей.
- Высокое звукопоглощение. Шум воды, проходящей по трубопроводу, полностью поглощается материалом.
- Полная экологическая безопасность полипропилена, его разрешено использовать для обустройства питьевого водопровода.
- Низкое гидравлическое сопротивление, поэтому потери напора отсутствуют.
- Небольшой вес, что существенно облегчает установку, ремонт и транспортировку деталей.
- Простота монтажа. Это обусловлено широким ассортиментом комплектующих, удобством резки и подгонки деталей.
- Возможность скрытой укладки трубопровода.
К наиболее значимым недостатком труб из полипропилена можно отнести высокое значение теплового расширения и низкую термостойкость, что требует особого внимания при выборе материала для обустройства горячего водоснабжения. Кроме того, полипропилен непластичен, поэтому для изменения направления магистральной ветки требуется использование соединительной фурнитуры.




![[инструкция] пайка полипропиленовых труб | видео](https://zakazkolodca.ru/wp-content/uploads/b/2/3/b2381f50641ff708cb0ba30333436c9d.jpeg)




Благодаря техническим качествам ПП трубы могут использоваться как в устройстве новых сетей водоснабжения, так и в подключении новых веток к существующим металлическим контурам
Еще один минус таких труб – необходимость использования специального оборудования. Для соединения деталей применяется пайка, которая выполняется при помощи специального паяльника с насадками.
Для резки элементов желательно использовать специальные ножницы. Правда, этот недостаток легко исправляется. Большинство магазинов, торгующих полипропиленовыми трубами, предоставляют оборудование для пайки в аренду.
Трубы из полипропилена — отличная альтернатива традиционным стальным деталям. Они не подвержены коррозии, устойчивы к агрессивным средам, экологичны, надежны и долговечны
Тепловое удлинение
Данный показатель обозначает изменения линейных размеров во время нагрева. Длинный и прямой участок трубы во время нагрева провисает и покрывается волнами. Установку отопительных систем либо систем подвода горячей воды не стоит делать от перекрытия до закрытия одним участком. В противном случае в стояке появится напряжение, что может привести к деформации трубы. Как паять отопительные трубы, чтобы не допустить проблем:
- Выбирать для подвода воды трубы с покрытием армирования, как уже было выше сказано. Показатель теплового удлинения у этого вида изделия в пять раз меньше, нежели у неармированных, при этом, больше значение максимального давления.
- Устанавливать компенсаторы – изгибы мест трубы в виде буквы «П». В этом случае эластичная пластмасса будет прямой при удлинении, потому что ножки у изгиба станут сближаться. Для установки отопительной системы специалисты советуют применять оба описанных варианта.
Немного о процессе пайки
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
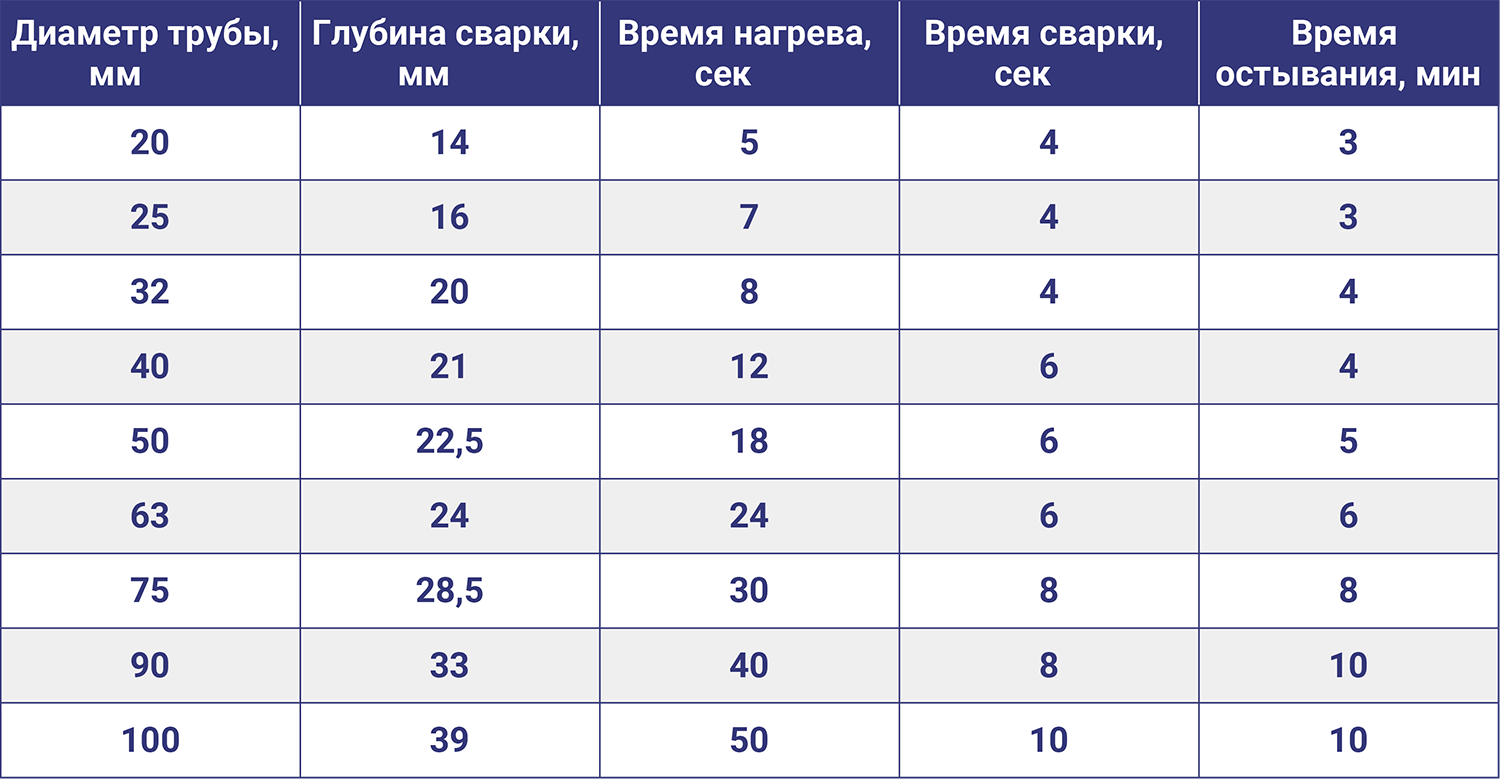
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.
В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для пайки полипропиленовых труб с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева
Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения
Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов
Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Это интересно: Столешница для ванной комнаты под раковину: виды, выбор, установка
Как паять полипропиленовые трубы в труднодоступных местах
Если верить производителям, то срок эксплуатации труб из полипропилена составляет более 45 лет, что делает их наиболее востребованными сегодня в системах водоснабжения и отопления. Но нужно отметить, что такой срок службы возможен только при соблюдении оптимальных условий. Например, при температуре среды со знаком «минус» напор в системе должен быть высоким, а при высокой температуре – низким. В других условиях срок службы труб будет составлять не более 5 лет. Стоит отметить, что в имеющихся бытовых условиях практически всегда наблюдаются оптимальные условия для работы полипропиленовых труб, поэтому возникнуть проблем с ними не должно.
Виды полипропиленовых труб
По внешнему виду трубы из полипропилена можно разделить на элементы с черным, серым, а также белым или зеленым покрытием. Причем трубы черных оттенков наименее подвержены действию ультрафиолета. Благодаря большому сроку их службы можно трубы из полипропилена устанавливать как внешне, так и внутри стен. А чтобы знать, как правильно сделать выбор труб отопления, необходимо ознакомиться с их классификацией:
- трубы PN10 чаще всего применяют для систем холодного водопровода, а также при монтаже «теплого пола» с температурой не более 45 °C;
- трубы PN16 хороши в системах холодного трубопровода с высоким напором, а также в системах центрального отопления, где наблюдается несколько низкий напор;
- трубы PN20 являются универсальными, потому как применяются как в системах холодного, так и горячего водопровода с температурой жидкости до 75 °C;
- трубы PN25 производители дополнительно укрепляют, поэтому они незаменимы при установке в системах с высоким напором.
Как правильно паять полипропиленовые трубы
Для монтажа труб из полипропилена поперечной длиной до 6 сантиметров своими руками обычно применяют зажимный или раструбный метод пайки (см. видео). И тот, и другой способ предусматривает использование специальной вспомогательной детали – зажимного устройства. Для соединения труб с резьбой чаще всего применяют фитинги. Паять полипропиленовые трубы большого диаметра, т.е. более 6 сантиметров, рекомендуется методом стыка, который не требует применения дополнительных элементов и поэтому является более надежным.
Для пайки полипропиленовых труб поперечной длиной до 4 сантиметров можно использовать ручной сварочный аппарат, а для соединения труб большого диаметра, т.е. больше 5 сантиметров, – устройство с центрированными приспособлениями. Соединяются части труб между собой путем нагрева при помощи насадок сварочного аппарата. Паяльник устанавливается обязательно на горизонтальной поверхности и закрепляется. Специальные насадки для полипропиленовых труб нужного размера в нем должны быть зафиксированы еще до его нагревания. Температура нагревания аппарата обычно доходит до 260 °C за 12-14 минут.



![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://zakazkolodca.ru/wp-content/uploads/0/d/3/0d34c93f8cb35fd5532f3cdcbc227249.jpeg)




Нужно отметить, что паять трубы из полипропилена нельзя при слишком низкой температуре воздуха, ведь это очень влияет на качество соединений. Например, при слишком высокой температуре среды температура нагревания должна быть несколько уменьшена, а при низкой – наоборот увеличена. Первая сварка труб должна проводиться только через 5 минут после полного нагрева аппарата, а по окончанию каждой пайки механизм должен очищаться от ненужных остатков.
Пайка в углах
Трубы из полипропилена для пайки в углах должны обрезаться своими руками только под углом 90 градусов (см. видео). Кроме того их концы должны зачищаться и обезжириваться. Для того чтобы обеспечить плавное прохождение труб в углах во время пайки используют зажимное устройство или фитинги. Глубину вхождения труб в них обозначают еще перед началом работ. Чтобы паять трубы их вместе с угловой насадкой помещают в сварочный аппарат и нагревают до необходимой температуры. В конце пайки трубам дают время на остывание. Особенно это касается элементов с негрубыми стенками, которые могут легко деформироваться.
В труднодоступных местах
Работать с трубами из полипропилена своими руками в труднодоступных местах достаточно сложно, так как требуется точность движений. При получении хоть малейших искривлений, особенно для элементов большого диаметра, необходима их срочная замена. Во время пайки аппарат для сварки постоянно должен находиться во включенном состоянии, а нагрев отдельных труб должен проводиться одновременно, как на видео.
Недостаточный их нагрев может привести к тому, что качество соединения будет низким, что в свою очередь приведет к поломке системы в будущем. Перегрев труб из полипропилена при соединении в труднодоступных местах может привести к потере их формы и невозможности введения в зажимное устройство или фитинг.
Минусы материала
Один из недостатков полипропиленовых коммуникаций повышенная пластичность, делающая его склонным к деформации. В горячем трубопроводе под давлением такие элементы изгибаются и могут “уходить” в сторону.
Решается вопрос просто – достаточно закрепить трубу в нескольких местах у стены. В тех же целях полипропиленовые трубы делают более жёсткими, утолщая стенки, армируя их алюминиевой фольгой или стекловолокном. Таким образом получаются зачистные и незачистные элементы, которые применяют даже в системах обогрева.
Армирование повышает её жёсткость, выносливость к температурным перепадам, высокому давлению в системе, препятствует попаданию кислородных пузырьков в водный напор. Это пагубно сказываются на металлических водонагревательных приборах, ускоряя коррозию.
Почему полипропилен для сварки лучше, чем металл
Разнообразные колена и фитинги, а также профильные и круглые отводы из полипропилена пользуются заслуженной популярностью, поскольку:
- Образуют после правильно проведенной сварки монолитные детали, которые способны прослужить более пятидесяти лет.
- В процессе эксплуатации не снижают своей пропускной способности.
- Обладают очень высокой устойчивостью к различной бытовой химии.
- Стоимость таких изделий в несколько раз ниже стоимости аналогичной продукции, произведенной из металла.
Кроме того, если изделие подобрано правильно и сварка произведена качественно, то можно сказать, что полипропиленовые трубы во многих случаях являются просто идеальным элементом соответствующей системы в том числе и .
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
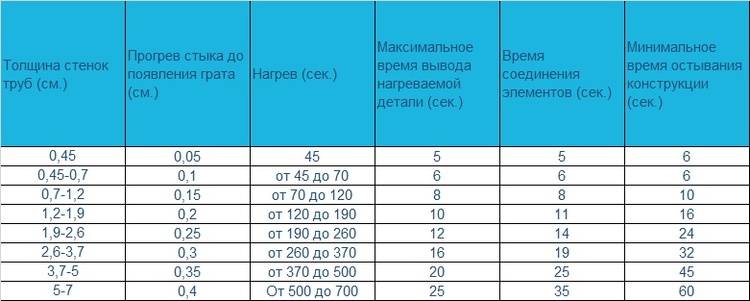
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
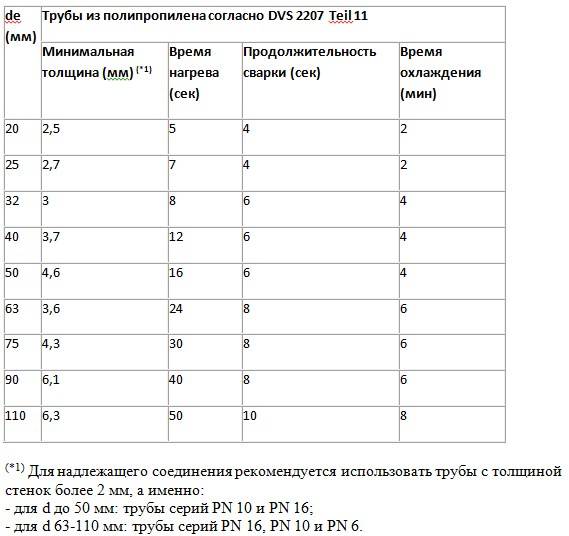
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.









При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.





