

Комбинированные муфты
Если с цанговым соединением для ПНД трубы все ясно, то комбинированные муфты (фитинги) для полипропиленовых труб разнообразны. Давайте вкратце их рассмотрим:
- Муфта с внутренней резьбой служит для соединения трубопровода с другого типа трубой или приборами, имеющими наружную резьбу. Состоит она из полипропиленовой заготовки с впрессованной внутрь металлической муфтой, на которой внутри нарезана резьба.
- Муфта с наружной резьбой выполняет те же функции, что и рассмотренная выше. Отличается лишь тем, что в полипропиленовую заготовку впрессована втулка из металла с наружной резьбой.
- Муфта с внутренней резьбой под ключ состоит из полипропиленовой заготовки, в которую впрессована металлическая втулка, выступающая за край полипропилена металлическими гранями. Грани рассчитаны под рожковый ключ. Внутри грани нарезана резьба. Такую втулку удобно накручивать ключом на другую резьбу. Также есть модели муфт с гранями под ключ.
- Муфта с наружной резьбой под ключ – то же самое, что и муфта, описанная в 3 пункте, только имеет наружную резьбу.
- Разъемная муфта с внутренней резьбой состоит из двух металлических частей под рожковый ключ. Причем одна металлическая часть соединена с полипропиленовой заготовкой. Такие муфты устанавливаются в местах, где потребуется разъединять трубопровод или снимать приборы. Другое название этой муфты – американка. Раскручивается она двумя ключами.
- Разъемная муфта с наружной резьбой похожа на предыдущий вид американки. Отличие лишь в наружной резьбе вместо внутренней.
- Муфта с накидной гайкой состоит из полипропиленовой заготовки, в которую впрессован штуцер с накидной гайкой под ключ. Устанавливается так же, как и американка: в местах необходимого разъема трубопровода.
Такими вот комбинированными муфтами, припаянными к полипропиленовой трубе легко подсоединиться к ПНД трубе, на которой есть цанга с подобной резьбой.
Пайка труб на сложных участках
При сборке водопровода или системы отопления сложной конфигурации могут возникнуть проблемы с доступом к месту пайки. Как паять полипропиленовые трубы в труднодоступных местах?
Сварка (пайка) полипропилена в неудобных и труднодоступных местах.
В процессе подготовки требуется условно разбить всю сеть на отдельные узлы, которые можно соединить на верстаке, после чего готовые ветви ввариваются в систему в двух-трех точках. Сложными для монтажа участками можно считать следующие:
- трубопроводы, размещаемые под потолком;
- в местах, где невозможно поместить паяльник.
Лучший способ избежать трудностей в данном случае является недопущение их возникновения. Для этого нужно продумать порядок сборки, изготавливая сложные узлы на верстаке, а не на руках. Если это сделать невозможно, лучше использовать электрофитинги.
Вообще, возникновение затруднений такого рода является следствием ошибок проектирования. Технологичность монтажа является основным условием для проектировщика.
Пайка пластиковых труб для отопления
схема пайки Самым ответственным этапом технологического процесса устройства системы обогрева считается сварка труб.
Пайка осуществляется в такой последовательности:
- Нарезка частей трубопровода необходимой длины.
- Подготовка поверхностей.
- Нагрев и стыкование труб.
- Соблюдение неподвижного состояния.
Прежде всего, следует сваривать крупные отрезки, которые позднее будут размещены в установленном месте.
Соединительные элементы помещают в насадку утюга. При этом, часть, которая будет помещаться в другую, прогревают с внешней стороны (на нее надевают насадку стороной, предназначенной для внешнего прогрева). В другой фрагмент, для нагрева с внутренней стороны, насадку помещают стороной – «колпачок».
Следует обратить внимание, что надевать детали на насадку и стыковать их между собой необходимо до упора. На протяжении 7-10 минут, детали остывают в полной неподвижности, вследствие чего обеспечивается надежное соединение
На протяжении 7-10 минут, детали остывают в полной неподвижности, вследствие чего обеспечивается надежное соединение.
Глубина пайки определяется согласно диаметру труб:
- при 16-25 мм – глубина составляет 13-15 мм;
- 32-50 мм – 16-20 мм;
- 63-110 мм – 24-32 мм;
Продолжительность нагрева устанавливается также соответственно диаметру изделия:
- 16-20 мм – 5 секунд;
- 25 мм – 7 секунд;
- 32 мм – 8 секунд;
- 40 мм – 12 секунд;
- 50 мм – 18 секунд;
- 63 мм – 24 секунды;
Скачать документ
КОМПЛЕКС АРХИТЕКТУРЫ, СТРОИТЕЛЬСТВА, РАЗВИТИЯ И РЕКОНСТРУКЦИИ ГОРОДА
ГОСУДАРСТВЕННОЕ УНИТАРНОЕ ПРЕДПРИЯТИЕ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МОСКОВСКОГО СТРОИТЕЛЬСТВА
При разработке ТР были использованы информационно-технические материалы фирмы «Акватерм» (Aquatherm — Германия) по полипропилену PP-R80, наполненному стекловолокном «GF» (фирменное название «фузиолен») и изготовленным из комбинированных труб (фирменное название «Фазер» (Faser), а также комбинированным трубам со слоем алюминиевой фольги PP-R80-А1 (фирменное название «фузиотерм-штаби» (fusioterm-stabi)).
При разработке ТР учтены результаты исследований по длительной прочности комбинированных труб «Фазер», результаты испытаний труб, проведенных в НИИСантехники и ЗАО «Завод АНД Газтрубпласт». На трубы «Фазер» имеется гигиеническое заключение № 77.9.6.515.П.2164.4.99 (действительно до 23.04.02) и сертификат соответствия в системе ГОСТ № РОСС DЕ.АЮ85.Н00120 (действителен до 10.10.03).
Комбинированные трубы PP-R80-GF рекомендованы для применения во внутренних системах холодного и горячего водоснабжения зданий и системах хладоснабжения при сооружении искусственных катков и ледовых дорожек; PP-R80-A1 — систем водяного отопления зданий (с нагревательными приборами и напольных).
В разработке ТР участвовали: к.т.н. А.В. Сладков, к.т.н. Власов Г.С.
Ваш водопровод

Муфтовая сборка

Пайка Полиэтиленовые модели монтируются спайным методом или при помощи муфт/фитингов (муфтовая сборка). Как паять пластиковые трубы для водопровода?
Для проведения новых сетей водоснабжения подойдут изделия из ПВХ и полиэтилена без армирования и усиления. Подготовка требует создать схему будущего водоснабжения с обозначением длин веток, его положением и всех необходимых для установки конструкции фитингов. Правильный расчет длин и числа загибов позволит упростить технологию, увеличить скорость выполнения задания и не допустить переделок.

Паяльник

Труборез
Для паяния полиэтиленовых соединений понадобиться:
- Паяльник.
- Труборез
- Торцеватель для резки труб и срезания кромки отрезанных концов.
- Мелконаждачная бумага для зачистки краев
- Муфта соединительная (если муфтовая сборка)
Нагревательный прибор представляет собой специальное устройство с подошвой с креплением к ней особых насадок различного диаметра. Существуют приборы, в комплект которых входят от двух и более насадок одновременно.

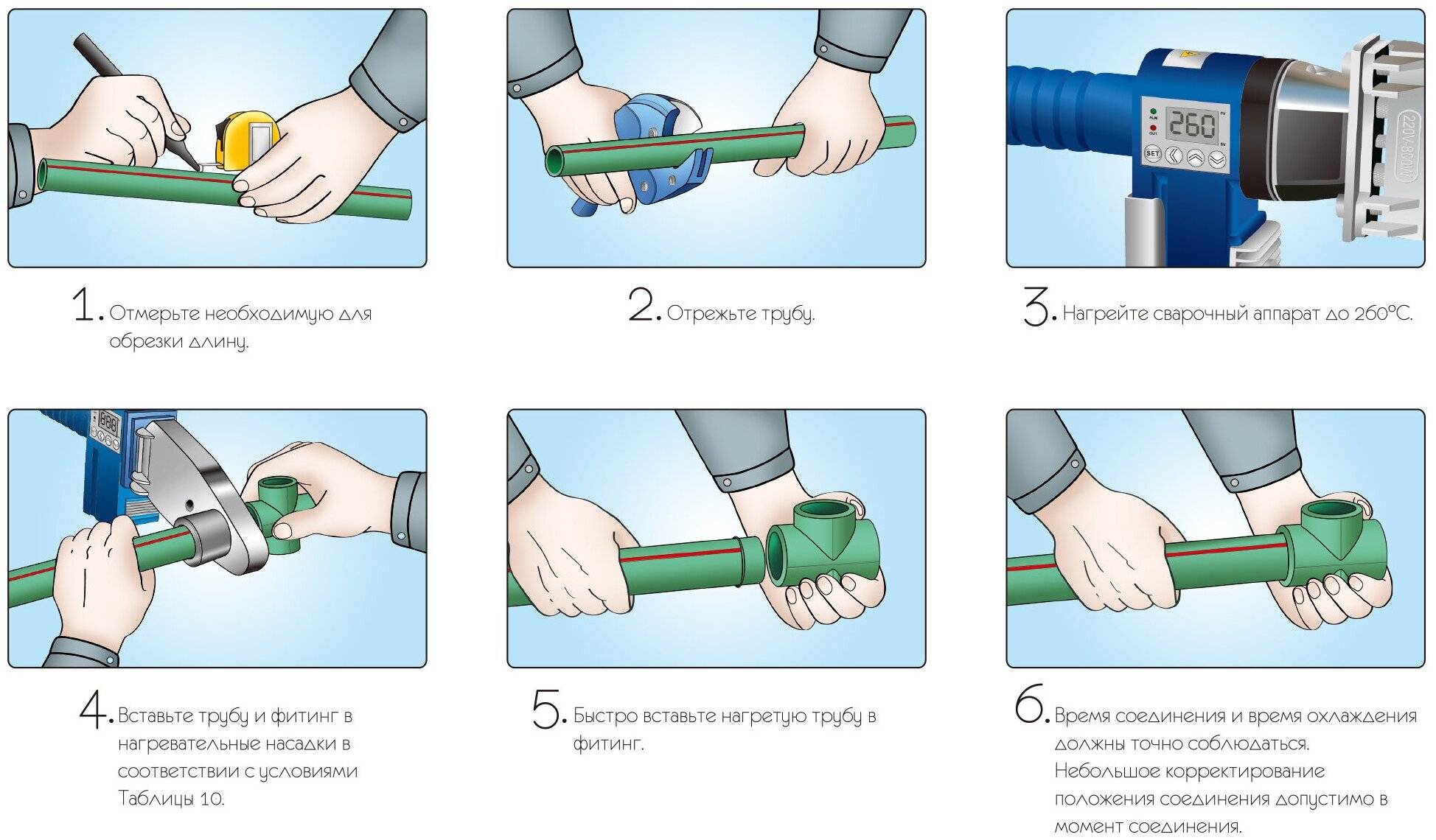
Этапы технологии прокладки гидрокоммуникаций расскажут, как научиться паять:
- Отмеряем рулеткой нужную длину.
- Отрезаем труборезом отмеренную длину.
- Заторцовываем отрезанные концы. Это важный этап при паянии. Срезы должны быть гладко отшлифованы и зачищены. Для большей уверенности можно дополнительно обезжирить спиртовым раствором.
- Спаиваем концы. Если при установке сетей жизнеобеспечения используется муфтовое соединение, тогда на один конец строения устанавливаем муфту/фитинг и прогреваем вместе с будущей обраткой в насадке нужного диаметра паяльника. После прогрева концы незамедлительно соединяем и дожидаемся полного остывания сборки. О качестве сварки свидетельствует наличие буртика.
Внимание! При монтаже тепло- и водоснабжения спайным швом категорически не допускается падание воды или влаги в полость или на поверхность. При нагреве вода, превращаясь в пар, деформирует пластиковую структуру, в результате чего она теряет свою прочность
Устройство паяльника
Прежде чем выяснить, как правильно паять пластиковые трубы, нужно хорошо изучить, как устроен паяльник для их резки, и по какому принципу он работает. Этот сварочный аппарат предназначен для того, чтобы соединять водопроводные конструкции из пластика, и оснащен специальной подошвой, на которой имеются нагревательные элементы.










Чтобы было удобнее работать, такая подошва чаще всего включает в себя отверстия с разными диаметрами, куда прикрепляют специальные насадки для пайки труб. Благодаря терморегулятору осуществляется регулировка температурных показателей прибора. Такой терморегулятор находится на корпусе паяльника, а электропитание включается или выключается посредством дополнительных выключателей, оснащенных световой индикацией. Еще нон оснащен удобной для работы рукояткой, а также подставкой, чтобы аппарат можно было разместить на ровной поверхности при стационарном применении.
Подробная инструкция по монтажу
Очень важно при пайке ПП для водопровода или отопления заранее просчитать все этапы монтажа. Выполнить точные измерения, последовательность сварки
Процесс пайки происходит очень быстро, и если, допущена ошибка, то исправить ее можно только демонтажем всего неправильного участка.
Рассмотрим все этапы подробнее.
Подготовка специальных инструментов
Специальным инструментом для сварки является паяльник или «утюг». Если Вы находитесь на этапе строительства нового дома, то имеет смысл купить себе такой инструмент. Рекомендуется выбирать ручной паяльник в комплект, которого входят насадки покрытые тефлоном. Для домашнего использования достаточно набора с насадками до 40 мм.
Паяльник для пайки ПП
Паяльник находится в удобном кейсе. В комплект для бытового пользования входят:
- насадки для пайки пп, диаметром от 16 до 40 мм;
- подставка для паяльника;
- ножницы, для нарезки ПП;
- рулетка.
Если Вы собираетесь воспользоваться им один раз, то можно попросить у друзей или арендовать паяльник на время.
Также понадобятся:
- строительный уровень;
- перфоратор или ударная дрель, для монтажа пластиковых кронштейнов;
- карандаш или маркер.
Разметка и нарезка труб
Разметка и нарезка перед пайкой
До начала пайки необходимо выполнить нарезку труб. Для точного измерения отрезков найдите расстояние между фитингами и добавляйте глубину пайки с двух сторон. Удобно все измерения выполнять с помощником.
Выполните нарезку, подготовьте все необходимые элементы и сложите схему. Отметьте маркером положение углов, тройников в схеме. При сварке, можно случайно изменить положение и соединить дальше по схеме не удастся.
Если это произошло, то необходимо отрезать трубу в любом месте и соединить их муфтой. Поэтому при покупке пп системы муфты необходимо покупать с запасом.
Зачищаем края деталей. Они должны быть ровно отрезанными, чистыми, сухими. При креплении на стену, заранее крепятся кронштейны нужного диаметра. Если монтаж подразумевает размещение нескольких параллельно идущих трубопроводов, то лучше приобрести кронштейн с зацепом друг к другу.
Кронштейн для крепления
Соединение элементов и нагрев
Когда все подготовлено, можно приступать к пайке всех элементов. Установите паяльник на специальную подставку. Закрепите насадку нужного диаметра. Если их необходимо несколько, в начале крепим насадки меньшего диаметра, затем большего. Установите температуру +260 °С и включите его.
После достижения нужной температуры, сработает реле и питание отключится. Не надо его отключать от сети, температура будет поддерживаться автоматически.
Пайка пластиковых труб
Для сварки двух элементов одновременно нагреваем их с помощью паяльника. Отсчитываем время согласно диаметру элементов. По истечении времени быстро вынимаем детали и соединяем их вместе. На поправку положения есть несколько секунд
Поэтому очень важно заранее отметить положение элементов
Как только выбрали правильное положение, зафиксируйте его на несколько секунд, этого будет достаточно, чтоб узел не поменял своего положения. После остывания получится прочное, герметичное соединение.
Последовательно свариваем все узлы строго по составленной схеме. Крепим трубы на стене с помощью кронштейнов.
Какие бывают фитинги
Чтобы понять, что можно паять и как спаять различные участки необходимо понять, какие бывают дополнительные соединительные элементы.
- Паечные муфты.
- Углы 45° и 90°. Используются как для разных, так и для одинаковых размеров.
- Тройник или тройной угольник.
- Крестовины.
- Вварное седло.
- Заглушки.
- Пайка для полипропилена.
- Переход, имеющий наружный тип пластмассовой резьбы DG.
- Комбинированные муфты (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные тройники (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные угольники (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные угольники для установки различного типа приборов (например, смесителя).
- Шаровые паечные краны, прямые или угловые с американкой.
- Проходная водорозетка.

Рекомендации — как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки. 
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
Резка труб
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами.
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
Рекомендуемая величина:
- 260°С – для полипропиленовых труб;
- 220°С – для полиэтиленовых.
Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.









Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.
Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.
Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений
Важно, чтобы по внешнему виду паяльный шов был ровным
Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.
Холодный
Соединение полипропиленовых труб без пайки производится при помощи муфт или фитингов.
Соединение при помощи муфт экономически эффективно, позволяет уменьшить затраты на монтаж системы по сравнению с трубопроводом из металла. Сами муфты имеют низкую стоимость по сравнению с металлическими элементами.
Соединение без пайки имеет выбор вариаций исполнения за счет ассортимента дополнительных элементов.
Монтаж обжимными фитингами
Обжим специальной муфтой позволяет обеспечить надежную фиксацию изделий.
После установки фитинга место стыковки обрабатывается специальным герметиком на основе силикона.

Соединительные фитинги применяются для соединения деталей из металлопластика и полипропилена, что не может обеспечить сварка пластиковых труб.
Резьбовое соединение
Резьбовое соединение применяется при необходимости соединения изделий из различных материалов, при работе трубопроводов в системах с высоким рабочим давлением.
Для соединения на изделия из металлопластика размещаются специальные наконечники.
На полипропиленовые элементы ставят муфту с резьбой.
Для соединения с металлической трубой используют специальные переходные муфты.
Достоинства способа:
- Необходимо минимальное количество инструментов.
- Монтаж возможен при отсутствии опыта монтажа данных конструкций.
- Надежность соединения.
С помощью клеевых составов
Для соединения применяется клей на основе поливинилхлорида с растворителем.
Для улучшения сцепления с поверхностью полипропилена в состав добавляются разнообразные присадки и пластификаторы.

Достоинства метода:
- Прочное и герметичное соединение.
- Место соединения незаметно.
- Возможность монтажа без наличия навыков.
Для проведения работ подготавливаются все необходимые инструменты.
Места стыковки обезжириваются.
Клей наносится кисточкой тонким слоем. Рекомендуется выбирать кисточку с щетиной из натуральных материалов.
Температура в помещении должна варьироваться в пределах 5-35 градусов Цельсия.
Для схватывания элементов необходимо около 30 секунд.
Последовательная технология пайки
Пайку пластиковых труб лучше проводить в помещении с хорошей вентиляцией. Это обусловлено тем, что при нагревании полимеры выделяют опасные для здоровья токсины. При достаточной их концентрации они вызывают отравления.
Выполнять пайку труб лучше в защитных перчатках
Подготовительный этап:
- На рабочий орган паяльника устанавливают необходимого размера болванку;
- Настройка температуры должна быть в пределах 260 градусов;
- Готовят все дополнительные детали, их очищают и правильно размещают;
- Включается паяльник;
- Выжидают, когда прибор наберет необходимую температуру, о чем свидетельствует зеленый датчик.
Далее трубу и муфту требуется одновременно разместить на паяльнике и болванке. Трубопровод монтируется во внутреннюю часть болванки. Муфта же устанавливается на внешней части. Трубу необходимо засунуть до заранее отмеченной части. Муфту надевают до упора. Для правильной сварки нужно помнить о времени.
При небольшой температуре уровень диффузии будет низким, что отразится на качестве сплава. При перегреве детали деформируются. Время выбирают в зависимости от диаметра материала.
Когда детали нагреты, необходимо быстро провести их стыковку. При этом необходимо соблюдать соосность. На протяжении нескольких секунд можно провести коррекцию, но нельзя поворачивать изделия










Важно при работе не тянуть, но и не спешить
Устройство и принципы работы
Солнечные батареи — устройства, генерирующие электроэнергию с помощью фотоэлементов.
Прежде чем говорить о том, как сделать солнечную батарею своими руками, необходимо понять устройство и принципы ее работы. Солнечная батарея включает в себя фотоэлементы, соединенные последовательно и параллельно, аккумулятор, накапливающий электроэнергию, инвертор, преобразующий постоянный ток в переменный и контроллер, следящий за зарядкой и разрядкой аккумулятора.
Как правило, фотоэлементы изготавливают из кремния, но его очистка обходится дорого, поэтому в последнее время начали использовать такие элементы, как индий, медь, селен.
Для того чтобы изготовить солнечную панель своими руками в домашних условиях, необходимо понимать сущность такого явления, как фотоэффект. Фотоэлемент – кремниевая пластинка, при попадании света на которую с последнего энергетического уровня атомов кремния выбивается электрон. Передвижение потока таких электронов вырабатывает постоянный ток, который впоследствии преобразуется в переменный. В этом и заключается явление фотоэффекта.

Способы соединения полимерных труб
Существует несколько методов осуществления такой операции, как пайка пластиковых труб. Остановимся на каждом подробнее.
Стыковая пайка
Это соединение изделия одинакового внутреннего и наружного диаметра. Последовательность следующая:
- Подгонка торцов для плотного их прилегания, для этого применяют торцеватель зачистки кромок.
- К торцу прижимают плоский нагреватель. Выдерживают определенное время для расплавления.
- Снимают нагреватель и прижимают торцы друг к другу, выдерживают до остывания. Происходит процесс полимеризации и образования шва.
Чтобы получить качественное соединение, для стыковой сварки используют специальные аппараты станочного типа. Такие приспособления выбирают для работы профессионалы. На бытовом уровне для полипропиленовых соединений этот метод практически не применяется.
Муфтовая пайка
Муфтовая пайка полипропиленовых труб наиболее часто применяется для прокладки их в квартире или жилом доме. Здесь используются две детали – муфта и труба. Внутренний диаметр муфты должен соответствовать наружному диаметру трубы. Муфтой может быть отрезок трубы, тройник, отвод, кран или другой фитинг.
Пайка осуществляется с помощью приспособления, на одной стороне которого расположена муфта, на другой – дорн. В муфту аппарата вставляется труба, на дорн одевается муфта, с помощью которой выполняется соединение. Производится одновременный нагрев торцов
Важно не превысить время нагревания, чтобы не расплавилась вся стенка
После нагрева обе заготовки одновременно снимают с нагревателя, трубу вставляют в муфту на отмеченную глубину. Дальнейшее охлаждение приводит к процессу полимеризации соприкасающихся поверхностей и их спайке.
Пайка с помощью электрофитинга
Пайка труб из полипропилена с применением электрофитинга выполняется с помощью муфтового аппарата, оснащенного электрическим кабелем. Муфта-фитинг надевается на трубу и подключается к нагревателю. Она нагревается до температуры 260 0 С, расплавляется и происходит их спайка. Далее аппарат выключают и отсоединяют от фитинга. После остывания соединения, образуется прочный контакт.
Другие способы пайки
Один их способов соединения полипропиленовых трубопроводов, это, так называемая, холодная сварка. Выполняется с помощью органического клея-растворителя. Его нанесение на поверхность пластика вызывает размягчение пластика. Обработанные участки необходимо сразу же соединить, так как клей быстро испаряется. Этот метод используют для соединения деталей из ПВХ, которые малопластичны при нагревании.





