Правила безопасности по СНИПу
Безопасность труда сварочных работ в строительстве в СНиПе указаны в части 1, где содержатся общие требования. В перечне, содержащем область применения, указаны также изготовление конструкций и изделий. В документе указано, что перед тем, как сварка может начаться, руководитель работ обязан проверить соблюдение требований, указанных в нормативном документе.
Требования к сварке металлоконструкций в части безопасности указаны в нормативном документе СНиП III-18-75. В нем перечисляются следующие требования:
- стальные конструкции должны свариваться механизированным способом высокой производительности;
- при сварке необходимо руководствоваться требованиями утвержденного технологического процесса;
- при сварке необходим стабильный режим;
- у руководителя должно быть в наличии удостоверение, в котором должно быть указано, что он обладает правом производства работ, связанных со сваркой;
- ручная, полуавтоматическая и автоматическая сварка должна проводиться исполнителями, имеющими подходящий разряд;
- перед сборкой необходимо произвести очищение металлической поверхности в области проведения операций и окружающей области;
- при выполнении многослойной сварки необходимо проводить очищение каждого предыдущего слоя перед нанесением последующего;
- очищать следует от грязи, ржавчины, наплавов, шлака и металлических брызг;
- следует удалять влагу от конденсатов;
- во время выполнения полуавтоматической и автоматической сварки при перерыве в работе перед возобновлением процесса необходимо зачистить конец сварного шва;
- место, на котором осуществляется сварка, не должно подвергаться действию сквозняков, ветра, атмосферных осадков;
- при минусовой температуре около рабочего места сварщика должны находиться обогревающие устройства, в частности, для обогрева рук.
Сварка металлоконструкций по СНиПу обеспечит получение сварного соединения необходимого качества и надежности.
Каков расход электродов?
Расход электродов при сварке труб зависит от некоторых вводных параметров:
- Масса наплавленного металла. Вес металла или другого материала, что заполняет стыковочный шов, необходимо точно рассчитать, или же вам поможет в этом технологическая карта сварки трубопроводов. Согласно средним расчетам такая масса составляет 1-1.4 % от общей массы конструкции.
- Длина сварочного шва. Данный параметр измеряется по длине сварочного стыка при помощи обычной рулетки, после результат измерения умножается на количество швов в данном разделе. Двумя-тремя швами завариваются глубокие стыки, при этом, швы наложены параллельно или последовательно;
- Расходы на метр сварочного шва. Данный параметр определяют, исходя из множества критериев, которые вы прочтёте ниже. На конкретную норму расхода влияют множество параметров, некоторые из них очень важны. Сейчас вы узнаете подробнее об основных критериях:
- Операционные. Данные нормы вычисляются по типу сварочной операции.
- Детальные. Очень важный критерий, здесь высчитывается размер наплавки при сварке единичной детали.
- Узловые. Здесь важна масса наплавки конкретного узла или части конструкции.
Теоретический расчёт на расход электродов при сварке труб выражается простой формулой:
H=Mk
Здесь, H — средний расход на метр сварочного шва, M — сколько металла (масса) наплавлено в одном шве, и k — коэффициент поправки на огарки.
Вот, как рассчитать этот расход практическим способом.
- Берутся детали определённого материала и электрод подходящего типа.
- Данные детали раскладываются на сварочном столе в нужном положении, характерном для реальной операции. Так, вы обеспечиваете условия создания швов.
- После этого при помощи электрода заваривается стык между деталями.
- Теперь измеряется длина сварочного шва, полученная от одного электрода.
- В конце длину шва от использованного электрода сопоставляют со всей длиной сварочных швов.

Какими электродами варить оцинковку.
Цинкование является одним из наиболее эффективных способов, защиты стали от коррозии. Широко применяется при изготовлении строительных конструкций, труб, гидротехнических сооружений. Существует несколько способов нанесения цинка на металл- это гальванический метод, горячее цинкование и напыление. Толщина напиленного слоя цинка вольируется от 3 до 150 мкм.










Так как температура кипения цинка составляет 906 С, он имеет свойство интенсивно испариться во время выполнения сварочных работ. Испаряясь, цинк, выделяет вредные пары, которые в свою очередь могут вызвать приступ удушья. При интенсивном испарение в момент сварки цинк попадает в сварочную ванну и из-за этого образуются в сварном шве поры и кристаллизационные трещины. В связи с этим нужно счищать слой цинка с места проведения сварных работ. В некоторых случаях нет возможности для удаления слоя цинка, и тогда приходится применять методы позволяющие получить качественный сварной шов. При выборе способа ручной дуговой сварке большую роль играет правильный выбор электрода. Для выполнения сварки на углеродистых сталях больше всего подходят электроды с рутиловым покрытием, а для выполнения сварных работ на низколегированных сталях нужно отдать предпочтение электродам, имеющим основное покрытие.
Для предотвращения возникновения пор в сварных стыковых и угловых швах оцинкованных труб, нужно увеличить ток и сократить скорость сварки. Цинк не оказывает большого влияния на качество швов только при условии эксплуатации труб при положительной температуре. Для соединения оцинкованных труб без повреждения цинкового слоя производиться, используя метод пайки. Получаемый шов обладает очень высокими характеристиками, время и стоимость монтажа значительно уменьшаются, шов обладает высокой герметичностью и антикоррозийной стойкостью. Для получения швов таким методом нужно пользоваться электродами и припоем покрытых флюсом. Обычные оцинкованные трубы для воды прекрасно свариваются при помощи обычного электрода.
Электроды для сварки стали
Точная технология и меры безопасности
Сварочные работы можно разделить на следующие этапы: подготовка труб и других элементов к сварке, сборка конструкции и прихватка, сварка, проверка на дефекты. Перед началом сварки необходимо тщательно очистить трубы от загрязнений и обезжирить, причем область возле кромок должна быть вычищена до металлического блеска. Нужно сверить размеры элементов, которые стыкуются, иначе есть вероятность образования дефектов.
Электродуговая сварка труб проводится беспрерывно, т. е. начинается в одной точке, там же и заканчивается. Если диаметр труб большой, требуется многослойная сварка: чем больше толщина стенки, тем больше должно быть слоев металла. Чтобы удобно и качественно провести сварные работы, нужно собрать всю конструкцию трубопровода и закрепить, чтобы отдельные элементы были зафиксированы и не двигались. Затем проводится стыковая прихватка – точечная сварка на стыках.
После сварки нельзя руками прикасаться ко шву
Если нужно провести многослойную варку, то каждый последующий шов варится в противоположном направлении, чем предыдущий. При необходимости проводят сварку швеллеров.
В завершении нужно обстучать шов молотком и убрать шлак. Потом осмотреть стыки на предмет дефектов. Если есть такая возможность, то нужно пустить по трубам воду или газ, смотря для чего трубопровод прокладывается, и проверить на наличие протечек. Иногда применяют рентген, чтобы своевременно выявить мелкие дефекты и устранить их.
Все сварочные работы необходимо выполнять при соблюдении техники безопасности:
Изолировать все электрические детали; Заземлить источники питания и оборудование; Работать в спецодежде и рукавицах, причем важно, чтобы они были сухими; На ноги желательно надеть резиновую обувь или подложить резиновый коврик; На голову надеть специальный защитный щиток, защищающий лицо и глаза от ожогов. При строительстве трубопроводов различного назначения главное – это надежность конструкции и правильная стыковка
При строительстве трубопроводов различного назначения главное – это надежность конструкции и правильная стыковка.
Сварка является самым оптимальным вариантом для возведения конструкции, она способна сделать трубопровод надежным и долговечным. Но ненадлежащее выполнение сварочных работ может привести к протечке и, соответственно, к экономическим убыткам
Поэтому важно соблюдать требования нормативных документов, регламентирующих подготовку к работе, состояние элементов конструкции и саму сварку
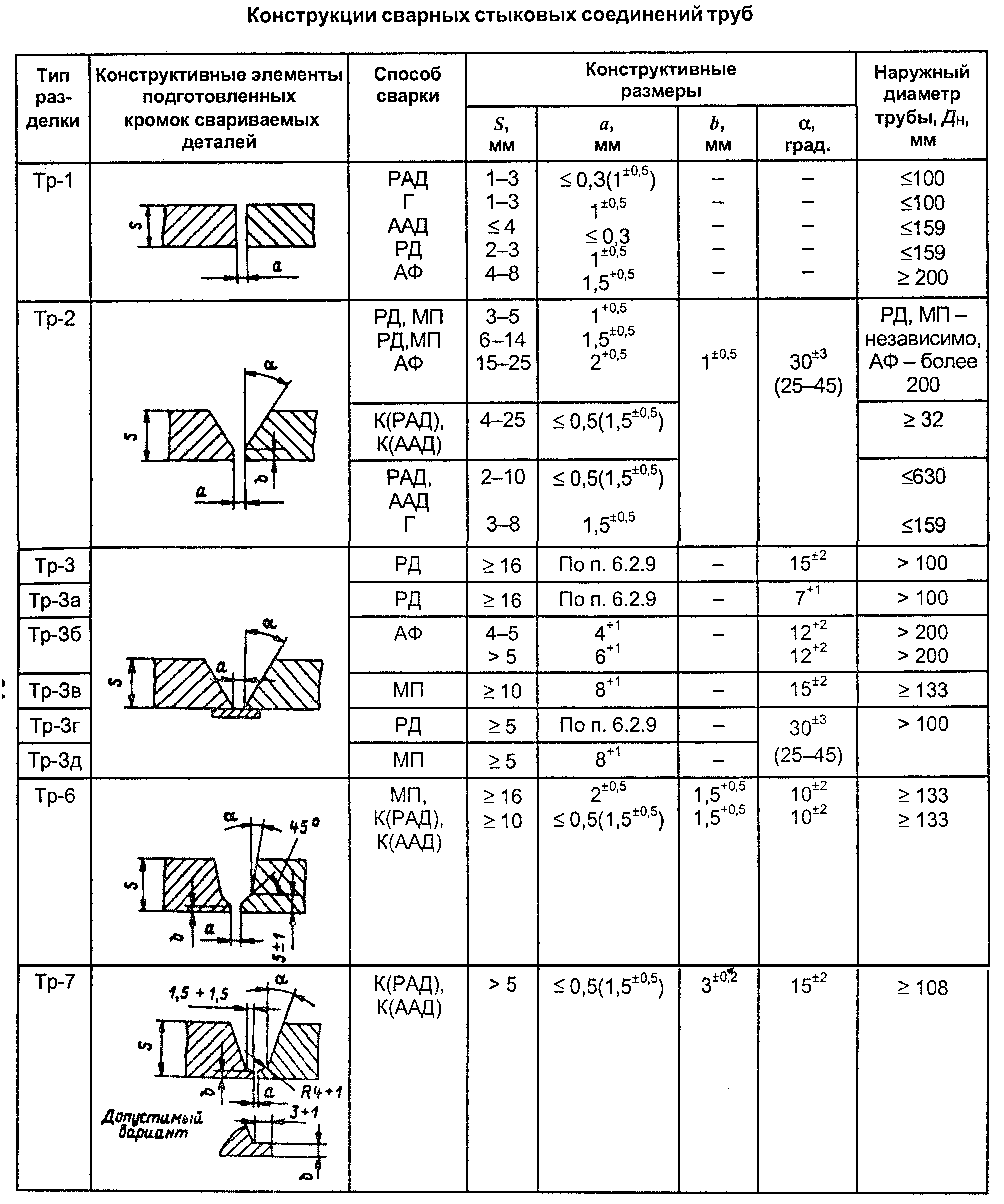
Фаски под сварку
При соединении толстых трубных заготовок сформированный шов следует делать толще, чем сама деталь. Для формирования соединения с заданными геометрическими параметрами требуется выполнить разделку кромок, сняв фаску. После этого электроду будет обеспечен доступ для качественной проварки шва на всю глубину.
Основными параметрами фаски являются:
- Зазор b. расстояние меду заготовками, до 2-3 мм.
- Притупление C. Не скошенная часть кромки. ее оставляют, чтобы снизить вероятность прожога корня шва..
- Угол скоса β. При двусторонней разделке острый угол принимает значения 15-30 о, при односторонней- до 45о.
- Угол разделки α. Тупой угол равен двойному значению угла скоса, обеспечивает должный доступ к корню шва для сварочного оборудования.
 Параметры фаски.
Параметры фаски.
Если значение притупления невелико или его вовсе нет, то прожог предотвращают такими методами, как:
- использование подкладок, препятствующих вытеканию расплавленного металла,
- сварка на флюсовой подушке,
- предварительное подваривание,
- выполнение замка.
Технологам следует обращать особое внимание на корректный расчет и соблюдение оптимальных значений параметров разделки. Это позволяет снизить трудоемкость, экономно расходовать материалы и сохранять контроль над себестоимостью
При подготовке стыковых соединений вид фаски зависит от толщины деталей:
- 3-25мм: одностороння фаска,
- 26-60мм: двухсторонняя,
Для угловых устанавливаются следующие границы:
- 3-20мм: одностороння,
- 21-50 мм: двухстороння.
Исходя из геометрической формы профиля поперечного сечения, выделяют такие типы разделки:
- обычный скос, профиль представляет собой трапецию,
- Х-образная, два скоса сделаны навстречу друг другу таким образом, что профиль поперечного сечения двусторонней разделки визуально напоминает очертания буквы Х,
- U-образная, профиль поперечного сечения криволинейный и напоминает очертания буквы U.
ГОСТ на сварку труб рекомендует применять U-образную разделку при больших толщинах заготовок, с целью снизить площадь сечения шва и, следовательно, снизить расход материалов и повысить скорость работы.
Форму разделки выбирают, руководствуясь толщиной труб:
- 3-25мм: Х-образная или V–образная,
- 26-60мм- U–образная,
- более 60 мм- специальные формы.
Они представляют собой:
- уступы,
- сложные криволинейные профили, призванные сохранить доступ электрода к корню шва и понизить площадь поперечного сечения.
Для разделки используются следующие способы:
- Газовый резак. Характеризуется низкой точностью и недостаточным качеством поверхности. Требует дополнительной обработки механическими способами.
- Мехобработка. Строгальная или фрезерная обработка дает достаточную чистоту и форму поверхности. Долбежная обработка также требует финишной мехобработки.
При разделке кромок труб большого диаметра используются специальные торцовочные аппараты. Во время ремонтных работ на магистралях отопления разделка часто выполняется вручную шлифмашинами.
Применение автоматической сварки при строительстве трубопроводов
В последнее время при строительстве трубопроводов все чаще применяется автоматическая сварка труб под флюсом.
Осуществление этого процесса сопровождается рядом сложностей:
- В процессе происходит затекание металла образующегося шва вовнутрь трубы, поэтому необходимо либо применять технологические подкладки, либо проводить сваривание корневого шва ручной сваркой;
- Возможно растекание расплавленного металла по поверхности детали, особенно если производится заваривание стыков у труб небольшого диаметра.
Невозможность контроля процесса формирования шва в процессе осуществления сварки.
Для того чтобы избежать названных негативных моментов, разработаны особые технологии сваривания поворотных стыков с использованием сварочных автоматов.
Для обеспечения высокого качества сварного соединения используют:
- Сварку с использованием подкладного кольца;
- Сварку, допускающую свободное формирование корневого шва с внутренней стороны трубопровода и принудительное формирования наружного шва.
- Двустороннюю сварку под флюсом;
- Сварку, проводимую в среде углекислого газа.
На практике, чаще всего, используется метод автоматической сварки с применением подкладного кольца. Перед проведением сварки разрезное кольцо шириной 25-40 мм вставляют одну трубу, добиваясь плотного соединения и производя прихватку ручной сваркой.
Затем на выступ свободной части кольца надевают вторую трубу и прихватывают ее конец, следя, чтобы зазор между деталями не превышал 1 мм.
Так может быть собрано несколько подобных секций, которые потом подаются на установку автоматической сварки. Сварка каждого из стыков осуществляется в два слоя.
После того, как будет заварен первый слой, сварочный автомат передвигается к следующему стыку, а первый тем временем проходит подготовку под сварку вторым слоем, которая заключается в очищении шва от шлаков.
Все большее распространение приобретает и технология сваривания поворотных стыков в среде углекислого газа.
Технология выполнения ручной дуговой сварки
Как правило, большая часть работ при строительстве трубопроводов, проводится с использованием ручного метода дуговой сварки. Применяя этот способ, можно соединить отдельные детали в секции, выполнять переходы через преграды, производить сварку захлестов, сварку различных деталей и пр.
Технология выполнения сварочных работ этим методом зависит, прежде всего, от материала данного вида труб.
В зависимости от того, какой марки применялась при изготовлении труб, а также от условий, в которых будет использоваться трубопровод, выбираются приспособления для сварки труб и вид сварочных материалов.
После этого устанавливается технология сварочных работ, которая зависит от толщины стенки свариваемых деталей и от их диаметра.
Основным правилом, при выполнении сварочных работ методом дуговой сварки, является требование к минимально возможному количеству слоев в шве. Так, если нужно сварить трубы с толщиной стенки не более 6 мм, то необходимо выполнять двухслойный шов. При большей толщине трубы допускается выполнение трехслойных швов.
Наиболее жесткие требования предъявляются к качеству корневого шва. При его выполнении необходимо следить за равномерным проплавлением кромок деталей, в результате которого должен образоваться равномерный по высоте валик.
Наружная поверхность этого шва должна иметь мелкочешуйчатую структуру и отличаться плавностью сопряжения с боковой поверхностью разделки.
Заполняющие слои сварного шва должны надежно проплавлять кромки деталей и сплавляться между собой. После выполнения каждого слоя необходимо проведения тщательной зачистки шва от образованного шлака.
В зависимости от типа используемых электродов, можно выделить три наиболее часто применяемые схемы сварки.
Это:
- Сварка, выполненная с использованием электродов, имеющих основное покрытие;
- Сварка, выполненная с использованием электродов, относящихся к типу газозащитных;
- Сваривание корневого шва с использованием электродов газозащитного типа, дополненное выполнением заполняющих и облицовочных слоев с применением электродов, имеющих основное покрытие.
Таким образом, ответ на вопрос, как правильно сваривать трубы, используя ручную дуговую сварку, зависит от выбранной технологии.
Так, при использовании электродов основного типа, как правило, швы выполняются по направлению снизу вверх с применением поперечных колебаний, размах которых зависит от ширины стыка. При выполнении работ на трубах большого диаметра одновременно работают до четырех сварщиков.
Сварка производится от надира по направлению вверх, при этом, в верхней части стыка необходимо обеспечить смещение замка примерно на50 мм от точки, расположенной в нижней части.
Если работает два человека, то работа первого ведется направлению (ориентируясь на циферблат часов) 6-9-12, а второго – 6-3-12. При работе вчетвером первая пара осуществляет сварку по направлению 6-9 и 6-3, а вторая, соответственно, 9-12 и 3-12.
При применении электродов, относящихся к газозащитному типу, коренной шов выполняется по направлению сверху вниз, при этом колебательные движения исключаются. Сварка труб электросваркой производится при постоянном токе, с опорой конца электрода на кромки труб.
Сварка оцинкованных труб постановление
Проектируем совмещенный хозяйственно-питьевой и противопожарный водопровод (ВПВ) в существующем производственном помещении. Прокладка трубопровода предусматривается открытым способом по производственному зданию, т. е. в случае протечек они могут быть оперативно устранены.
Согласно пункту 7.1.2 СП 30.13330.2016 (срок службы не менее 50 лет) и практике проектирования хозяйственно-питьевого водоснабжения, напрашивается применение стальной оцинкованной трубы для общей кольцевой магистрали (пластик не рассматриваем).
При этом согласно пункту 4.6 СП 73.13330.2016, «Применение сварных соединений трубопроводов из оцинкованной стали не допускается». Применение же альтернативных вариантов соединений (муфты грувлок) в нашем случае скажется на сроках и сложности монтажа (монтажная организация не располагает оборудованием и квалификацией).
Возможно ли в данном случае отступление от пункта 4.6 и выполнение прокладки оцинкованной трубы с применением сварных соединений?
1. Пункт 4.6 свода правил СП 73.13330.2016 Внутренние санитарно-технические системы зданий (свод правил включён в Перечень документов в области стандартизации, в результате применения которых на добровольной основе обеспечивается соблюдение требований Федерального закона от 30 декабря 2009 г. № 384-ФЗ ‘Технический регламент о безопасности зданий и сооружений’) не запрещает применение оцинкованных труб во внутренних санитарно-технических системах зданий и сооружений, но не допускает применение сварных соединений трубопроводов из оцинкованной стали, в связи с тем, что при сварке оцинкованных трубопроводов в местах соединений происходит выжигание слоя цинка на поверхности труб и эти места становятся очагом внутренней коррозии трубопроводов и, как следствие, сроки службы трубопроводов на сварных соединениях значительно сокращаются.
2. Способы соединения оцинкованных труб, узлов, деталей установлены вторым абзацем пункта 5.1.2 свода правил СП 73.13330.2016 Внутренние санитарно-технические системы зданий, который гласит: «Оцинкованные трубы, узлы и детали следует соединять на резьбе с применением оцинкованных соединительных частей или неоцинкованных из ковкого чугуна, на накидных гайках, на фланцах (к арматуре и оборудованию), на пресс-фитингах или на фитингах, специально предназначенных для использования в трубопроводных системах с пазовыми соединениями».
3. В случае отступления от требований СП 73.13330.2016 (в том числе и пунктов 4.6 и 5.1.2), в соответствии с частью 6 статьи 15 Технического регламента о безопасности зданий и сооружений, экспертным органом могут быть затребованы дополнительные обоснования соответствия проектной документации требованиям технического регламента, выполненные следующими способами (подробнее см. информацию по адресу: https://www.normacs.info/answers/3290):
- результаты исследований;
- расчеты и (или) испытания, выполненные по сертифицированным или апробированным иным способом методикам;
- моделирование сценариев возникновения опасных природных процессов и явлений и (или) техногенных воздействий, в том числе при неблагоприятном сочетании опасных природных процессов и явлений и (или) техногенных воздействий;
- оценка риска возникновения опасных природных процессов и явлений и (или) техногенных воздействий.
Источник
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
Издание официальное
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
МЕЖГОСУДАРСТВЕННЫЙ
Группа В05 СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы и размеры
Welded joints in steel pipelines.
Main types, design elements and dimensions
ГОСТ 16037—80* *
Взамен
ГОСТ 16037-70
ОКП 0602000000
Постановлением Государственного комитета СССР по стандартам от 24 апреля 1980 г. № 1876 дата введения установлена
с 01.07.81








Ограничение срока действия снято по протоколу 5—94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12—94)
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП — дуговая сварка в защитном газе плавящимся электродом;
ЗН — дуговая сварка в защитном газе неплавящимся электродом;
Р — ручная дуговая сварка;
Ф — дуговая сварка под флюсом;
Г — газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s; 5, — толщины стенок свариваемых деталей;
Ь — зазор между кромками свариваемых деталей после прихватки; е — ширина сварного шва; g — выпуклость сварного шва;
5 — толщина подкладного кольца; а — толщина шва; с — притупление кромки;
В — ширина нахлестки;
/ — длина муфты;
К — катет углового шва;
Кг — катет углового шва со стороны разъема фланца;
DH — наружный диаметр трубы;
/ — фаска фланца.
1, 2. (Измененная редакция, Изм. № 1).
Издание официальное Перепечатка воспрещена
★
* Переиздание (май 1999 г.) с Изменением № 1, утвержденным в декабре 1990 г. (ИУС 3—91)
Издательство стандартов, 1980 ИПК Издательство стандартов, 1999 Переиздание с Изменениями
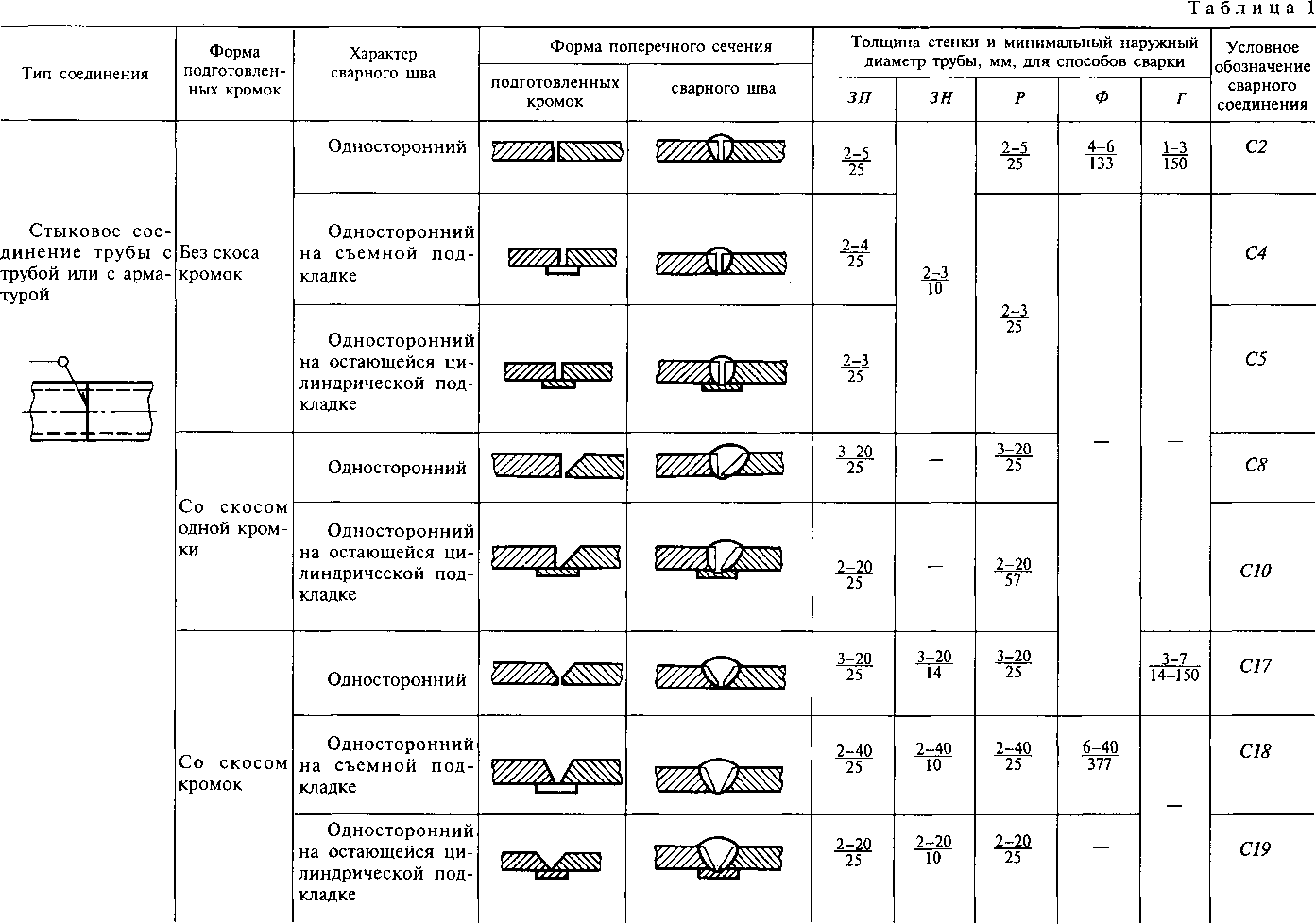
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Таблица 1
Тип соединения | Форма подготовленных кромок | Характер сварного шва | Форма поперечного сечения | Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки | Условное обозначение сварного соединения | |||||
подготовленных кромок | сварного шва | |||||||||
ЗЯ | Ш | Р | Ф | Г | ||||||
Стыковое соединение трубы с трубой или с арматурой | Без скоса кромок | Односторонний | ■■ | 2-5 25 | 2-3 10 | 2-5 25 | 4-6 133 | 1-3 150 | а | |
Односторонний на съемной подкладке | Цр | ■йи | 2-4 25 | 2-3 25 | – | – | а | |||
Односторонний на остающейся цилиндрической подкладке | ■р | щ | ц | 2-3 25 | С! | |||||
— | — | та | ||||||||
Со скосом одной кромки | Односторонний | ■л | 3-20 25 | – | 3-20 25 | а | ||||
Односторонний на остающейся цилиндрической подкладке | ЧР | 2-20 25 | – | 2-20 57 | сю | |||||
Со скосом кромок | Односторонний | ад | 3-20 25 | 3-20 14 | 3-20 25 | ж 14-15» | СП | |||
Односторонний на съемной подкладке | С”р | 2-40 25 | 2-40 10 | 2-40 25 | и» 377 | – | CIS | |||
Односторонний на остающейся цилиндрической подкладке | шя | Ф | 2-20 25 | 2-20 10 | 2-20 25 | – | СВ |
ГОСТ 16037-80
Тип соединения
Форма аготовле ных кромок
Характер сварного шва
Форма поперечного сечения
кромок
сварного шва
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки
ЗП
ЗЕ
Р
Ф
Условное
обозначение
сварного
Со скосом кромок
Односторонний с расплавляемой вставкой
Стыковое соединение трубы с трубой или с арматурой
С криволинейным скосом кромок
С криволи-
Односторонний
сом кромок с расточкой
Со скосом кромок с ра-
Односторонний на остающейся цилиндрической подкладке
Со скосом кромок с раздачей
Односторонний на остающейся конической подкладке
С криволи-
сом кромок с расточкой
Односторонний на остающейся цилиндрической подкладке
25
25

4-2
Н
25
Й5
25
14
25
14
25
25
57
14
57
06
СИ
СИ
С50
СИ
14
377
СЯ
и
377
CJJ
3 ГОСТ 16037-SO
1292
Тип соединения
ных кромок
Характер сварного шва
Форма поперечного сечения
кромок
сварного шва
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки
Ш
Ш
Р
Ф
I
Условное
обозначение
сварного
Стыковое соединение секторов
Со скосом кромок
Двусторонний

Односторонний на съемной подкладке
Стыковое соединение фланца с трубой
С двумя не-симметрич-
Двусторонний
мидвухкро-
Нахлесточное соединение промежуточного штуцера или ниппеля с тру-
Особенности маркировки и виды трубных изделий
Современные магистральные трубопроводы, включая распределительные газопроводы, как правило, сооружаются на основе бесшовных труб, которые свариваются с образованием прямого или спирального видов соединений.
Трубные изделия того или иного диаметра и назначения изготавливаются из различных типов низколегированных сталей, отличающихся составом примесей, в конечном счёте, определяющих их рабочие характеристики.
Так, распределительный газопровод низкого давления из-за особенностей перекачиваемого по нему носителя сваривается на основе труб, изготавливаемых из специальных низкоуглеродистых сталей.
 Готовые к применению трубы перед укладкой маркируются особым образом, причём после этой процедуры участок с клеймом обводится краской. На определённом удалении от клейма посредством несмываемой краски наносятся данные о диаметре и толщине стенок трубного изделия.
Готовые к применению трубы перед укладкой маркируются особым образом, причём после этой процедуры участок с клеймом обводится краской. На определённом удалении от клейма посредством несмываемой краски наносятся данные о диаметре и толщине стенок трубного изделия.










Изделия импортного производства изготавливаются по зарубежным стандартам (АРI), подразделяющим их по типу шва на уже рассмотренные выше типы (бесшовные, с прямым или спиралевидным швом).
Согласно этим стандартам используемые при их изготовлении стали объединяются в категории, различающиеся пределами текучести материала.
Оцинковка металла как способ защиты от коррозии
Защитное покрытие стальных изделий применялось издавна, поскольку цветные металлы, устойчивые к коррозии слишком дороги для изготовления из них цельных изделий. Да и прочностные свойства таких предметов весьма невысоки. Применялось лужение по поверхности оловом или омеднение для создания защитной пленки.
Оцинкование стало популярным по причине повышенной адгезии цинка к железу. Температура плавления этого металла составляет 900 – 920о. В жидком состоянии он, нанесенный на поверхность стального изделия, образовывает прочную защитную пленку толщиной в несколько микрон, успешно противостоящую коррозии.
На сегодняшний день применяются три основных способа нанесения защитного покрытия:
- Гальванический. При этом ионы цинка осаждаются на поверхности стального изделия, подключенного к противоположному электроду в гальванической ванне. Они прочно закрепляются на поверхности изделия, создавая практически неразрушимую защитную пленку. Толщина защитного слоя регулируется временем обработки, что позволяет рационально использовать дорогостоящий цветной металл, в частности, цинк.

- Способ напыления. Суть его заключается в нанесение на поверхность распыленного металла с использованием специального пистолета, в котором происходит расплавление напыляемого вещества. Затем эта субстанция струйно подается на обрабатываемую поверхность, покрывая ее защитным слоем.
 В результате на защищаемой поверхности образуется прочный защитный слой из химически пассивного материала. Способ удобен возможностью применения в полевых условиях на месте выполнения монтажных работ.
В результате на защищаемой поверхности образуется прочный защитный слой из химически пассивного материала. Способ удобен возможностью применения в полевых условиях на месте выполнения монтажных работ.
- Горячее оцинкование. Применяется на специально созданных технологических линиях. При этом труба полностью окунается в ванну с расплавленным металлом. В конце процесса производится центрифугирования для удаления излишков защитного слоя с поверхности изделий.

При использовании любого из перечисленных способов нанесения защитного покрытия, поверхность обрабатываемых изделий тщательно обезжиривается.
Толщина слоя составляет от 2-х до 150 микрон.
Варианты разметки труб перед сваркой для начинающих
Процесс сварки труб под углом для начинающих сварщиков представляет определенную сложность. В первую очередь необходимо разметить трубу, после этого ровно отрезать ее при помощи болгарки и вварить в другую. Какие при этом существуют тонкости? Как правильно и быстро сделать отрезку трубы под углом?
Особенно легко произвести сварку труб под углом в 90° или 45°, а для ее разметки использовать обычный бумажный листок. Необходимо квадратный лист бумаги сложить по диагонали. Таким образом, получается простейший шаблон для нанесения угловой разметочной линии.
Можно для таких целей воспользоваться и какой-нибудь емкостью с водой, но такой метод подойдет для разметки труб небольшого диаметра. Наклонив емкость на необходимый угол, следует опустить вертикально в воду трубу, после этого надо вынуть ее и обвести полученную меточную линию.
Помимо предыдущего варианта, имеется еще один простой способ разметки труб под сварку, при использовании которого применяют небольшой металлический уголок. Его слегка прихватывают электродом в том месте, где планируется произвести сварку труб под углом, и после этого по нему ввариваемая труба обводится мелом.
Следующий метод для быстрой разметки труб и последующей их сварки под углом – с помощью приспособления в виде длинных шпажек с резинками. Для такого вида разметки нужно подставить ввариваемую трубу к другой, надев на нее две резинки, а затем плотно вставить шпажки. Достижение необходимого угла производится вытягиванием шпажек, потом производится обрезка трубы.

По завершении разметки надо взять карандаш или остро заточенный мел и нанести черту на поверхности трубы по краям шпажек. После этого, при обрезке трубы по разметочной линии, получается правильный угол для сварки.
Есть и другие высокотехнологичные способы для нанесения разметки труб под углом при сварке, к примеру, с использованием компьютерных программ. Однако такие технологии редко применяются, в основном обходятся простыми методами.