

Можно ли сваривать оцинкованные трубы?
Трубы из оцинковки сваривать не запрещается. Этот материал используется повсюду — на водо- и газопроводах, в отопительных системах. Сложно представить, чтобы монтаж происходил вовсе без сварки, учитывая столь широкое применение оцинкованного материала в трубопроводах различного назначения. Стыковка этим способом регламентируется СНиП 3.05.01-85 о внутренних санитарно-технических системах.
Трудности сваривания
Главная проблема — во время сварки в районе воздействия горелки выгорает слой защиты из цинкового покрытия. Это провоцирует быстрое развитие коррозии. Есть и другое, не менее существенное затруднение: от нагревания цинк начинает интенсивно испаряться. При попадании в дыхательные пути мастера он вызывает удушье, ожоги слизистой, острое отравление.
С использованием флюса
Точки сварки покрываются особым веществом – флюсом. Он не дает цинковому покрытию выгорать и превращаться в летучий газ. Флюс забирает долю тепла, а цинк под ним плавится, переходит в вязко-жидкое состояние и равномерно обволакивает сварное соединение, соединяя концы оцинкованных отрезков.
Ручная электродуговая
В этом способе сварки оцинкованных поверхностей применяются специальные электроды под высокие токи. Сущность методики – уменьшить время теплового воздействия на соединяемые заготовки, когда цинк за время сварки не достигает точки превращения в газ и не испаряется.
Эта технология чаще всего применяется не только при строительстве газопроводов и строительных конструкций, но и при прокладке водопровода.
Альтернативные способы соединения
Оцинкованные трубы допускается соединять резьбами и муфтами. В последнем случае результат гарантирует 100 % герметичность только при регулярном обслуживании стыков. Нарезать резьбу на оцинкованной трубе не так уж и просто. Есть вариант использовать заводские резьбы и сгоны. Но, опять же, их необходимо приваривать. Все это способно существенно поднять стоимость работ.
Какой способ лучше
- Работы проводятся быстро, если их выполняют квалифицированные сварщики.
- В сравнении с резьбовым или фланцевым обеспечивается неразъемное соединение, которое не нуждается в дальнейшем обслуживании.
- Сварка позволяет выполнять большие объемы работ за короткий отрезок времени — например, при прокладке многокилометровых трубопроводов.
На оцинкованных трубопроводах разъемное соединение – резьбовое, фланцевое, с помощью компрессионных и накладных муфт – используется не так часто и только в тех случаях, когда сделать нужно немного. Например, при замене радиатора в квартире необходимо удлинить подводку. Тогда на отрезке существующей оцинкованной трубы нарезают резьбу и муфтой, угловыми фитингами присоединяют отрезок другой.
Разъемное соединение вместо сварки используется для подключения к трубопроводу дополнительных устройств, например, счетчиков
Важно понимать, что такое соединение в отличие от сварки и пайки не обеспечивает 100 % герметичности и нуждается в периодическом обслуживании независимо от того, какая рабочая среда циркулирует по оцинкованному трубопроводу – жидкость или газ
Сварка оцинкованных труб электродами
Стальные трубы без защитного покрытия быстро корродируют и выходят из строя. Поэтому была разработана технология нанесения защитного цинкового слоя, который увеличивает срок службы материала почти в десять раз.
Оцинкованные трубы сегодня используются повсеместно, они дешевле изделий из нержавейки и по техническим характеристикам им не уступят. Но есть негативный момент, связанный с температурой плавления цинка и другими свойствами этого металла.
Какие технологии применяют
Учитывая все выше упомянутые минусы сваривания оцинкованных труб, были разработаны две специальные технологии, в которых процесс сварки проводится так, чтобы оцинковка не разрушалась.
В первой технологии зона сварки обрабатывается специальным материалом – флюсом, который закрывает собою стык и не дает цинку выгорать, то есть, переходить в газообразное состояние.
Он на себя оттягивает часть тепловой энергии, а внутри под флюсом цинк расплавляется и становится вязко-жидким. Этот металл обволакивает собою соединение двух оцинкованных труб, равномерно покрывая их концы. Защитный слой, таким образом, не нарушается.
Во второй технологии используют специальные электроды, которые могут выдерживать ток большой силы. В основе этого метода лежит позиция сокращения времени сварки, в течение которого цинк не успевает испаряться.
То есть, процесс сварки производится настолько быстро и без снижения качества соединения, что защитное покрытие не успевает превращаться в газ.
Эти технологии сегодня используется повсеместно, когда дело касается сварки именно оцинкованных труб. И не только тех, которые собираются в трубопроводы для газа или в несущие конструкции в строительстве.
В водопроводе под действием проточной воды цинк растворяется и частично выводится наружу. Так что для здоровья человека он опасности не несет.
Нюансы процесса
Что касается самого процесса сварки, то в его основу ложится толщина стенки трубы. Если этот показатель не превышает 3 мм, то концы труб соединяются электродом без предварительной подготовки, оставляя между ними зазор 2-3 мм.
Конечно, чистота поверхностей (и внешней, и внутренней) должна быть идеальной, поэтому их очищают от загрязнений и обезжиривают спиртом или растворителем.
Если толщина более 3 мм, тогда на концах оцинкованных труб делают фаску с притуплением 1,5-2 мм в зависимости от толщины стенки. Пространство между фасками в процессе варки заполняют расплавленным металлом от электродного стержня.










То же самое касается электродов с большим диаметром. И наоборот, если ток небольшой величины или мал диаметр расходника, то произойдет непровар. А это снижение качества стыка.
Многое будет зависеть и от скорости движения электрода вдоль сварочной зоны. Здесь, как и в предыдущих случаях, медленное движение – это вероятность прожигание стали и оцинкованного слоя.
Большая скорость – это все тот же непровар. Подходящая скорость сварки приходит с опытом. И чем чаще приходится варить оцинкованные трубы, тем качественнее получается шов.
Применение газовой горелки
Соединить две оцинкованные трубы можно с помощью газовой горелки. Все чаще используют технологию под маркировкой «UTP», которую в свое время изобрели немцы.
Для этого они использовали флюс марки «HLS-B», защищающий цинковое покрытие от выгорания. Сегодня предлагаются по этой технологии стержни марки UTP-1 – это медно-цинковый припой в виде прутка толщиною 2 мм. С его помощью можно варить не только изделия из оцинковки, но и медные сплавы, чугун.
Подготовка и пайка
Подготовка к процессу идентично той, которую применяют для сварки оцинкованных труб электродами. Но есть определенные особенности и нормы, которые устанавливают ГОСТы и СНиПы.
Номер грелки выбирается на 1-2 позиции меньше, чем при сварке обычных стальных труб.
Технические условия
Нормирование сборочно-сварочных работ может грамотно осуществляться только при наличии технической документации на конкретное изделие. Одним из важнейших документов являются технические условия на изготовление сварной конструкции. В этом документе находится описание всех этапов сварочного процесса, требования к ним и методика выполнения. Технические условия выполняются на основании действующих нормативных документов на этот вид деятельности, в частности, обязаны составляться на основе требований и рекомендаций СНиПа.
Технические условия составляются на основе имеющихся чертежей. В них должны быть указаны особые условия выполнения сварочного процесса, например, повышенные механические нагрузки.
Технология проведения работ
Вначале необходимо подготовить рабочее место и средства защиты. Чтобы разобраться, как правильно варить трубы отопления, нужно попрактиковаться на отдельном куске металла. Для этого понадобится толстая труба и универсальный электрод диаметром от 3 мм и выше, т. к. с ним легче учиться делать швы. Процесс работы:
- На одном сварочном кабеле есть держатель. В него вставляют электрод, затем подключают кабели.
- Аппарат имеет 2 кабеля и 2 выхода тока с положительной и отрицательной полярностью. Конец одного кабеля оснащен зажимом, который подключается к детали, конец второго — это держатель для электрода. Полярность выбирают в зависимости от вида работ. Наилучший прогрев металла происходит с прямой полярностью.
- Зажечь дугу можно 2 способами. Для этого кончиком электрода постукивают несколько раз по детали или проводят вдоль шва (чириканьем).
- Какого типа получится сварной шов на трубе, зависит от наклона электрода. Основной наклон составляет 30-60°. Чтобы сделать глубокий прогрев металла, наклон электрода делают «углом назад». При этом ванна и расплавленный металл поступают за электродом. Если требуется поверхностный прогрев, тогда угол наклона меняют в противоположную сторону.
Для каждого материала и типа шва применяется свое движение электрода. Для домашних работ достаточно освоить некоторые из них
Во время работы важно следить за величиной и состоянием сварной ванны. Для этого движения ускоряют или замедляют
Как сварить пластиковые трубы
Сварка пластиковых труб проходит по особой технологии, т. к. из-за высокой температуры внутри них часто образовываются наплывы. Поэтому выполнять сварочные работы нужно аккуратно. Но если температура будет слишком низкой, то детали не зафиксируются. Порядок работ:










- Сварочный аппарат устанавливают на подставку и разогревают до 260° C.
- В насадку для сварки вставляют конец пластиковой трубы и подходящего диаметра фитинг таким образом, чтобы они располагались в одной плоскости.
- Если труба толстая, то уровень температуры увеличивают. Когда детали прогреются, их достают из устройства и соединяют.
Когда шов застынет, трубу проверяют на наличие протечек. Спайку изделий с большим диаметром (свыше 63 мм) проводят стык в стык. Срез торцовых труб расплавляют и соединяют, при этом сильно надавливая друг на друга. При муфтовой и раструбной спайке используют ручные приборы. Они оснащены центрирующим элементом и насадками, которые удерживают заготовки. Все детали трубопровода загоняют в разогретый сварочный аппарат и делают спайку. Чтобы детали соединились, всю работу проводят быстро.
Возможные ошибки в процессе
Качество готового изделия может стать низким из-за дефекта сварного шва. Дефект может находиться внутри или снаружи изделия, а также быть сквозным. Причины, из-за которых он возникает во время сварки металлических труб отопления и других изделий:
- из-за дешевого материала низкого качества;
- из-за некачественного оборудования;
- когда нарушается технологический процесс работы;
- из-за неопытности сварщика.
Иногда сварщики делают усиление шва до 4 мм. Из-за такой ошибки он становится хрупким. Высота усиления не должна превышать 2 мм, тогда шов будет иметь максимальную прочность.
Что нужно учитывать для получения качественного шва
При проведении сварки нужно принять меры для того, чтобы понизить содержание кремния в сварочном шве. Это достигается путём использования специальных материалов.
Когда процедура обработки завершена, необходимо покрыть место соединения специальным защитным слоем. Если на окружающем участке он повреждён, то это место также необходимо обработать. Для этих целей применяют специальную краску с высоким содержанием этого металла. Можно также воспользоваться наплавкой из такой проволоки или применить цинк-кадмиевые прутки.
При обработке не нужно направлять пламя на оцинкованную поверхность. Оно должно попадать на место, покрытое флюсом.
 Процедура оцинковки трубИсточник spark-welding.ru
Процедура оцинковки трубИсточник spark-welding.ru
Правила и особенности сварочных работ
Перед началом процесса необходимо ознакомиться со следующими нюансами процесса:
- Сложность подбора температуры воздействия. Цинк может начать расплавляться при +400 °С. Если слегка повысить температуру, покрытие начинает прогорать и испаряться. Это препятствует образованию прочного шва. Соединение получается пористым, покрывается трещинами.
- Нестабильность электрической дуги. Подобрать правильный режим работы аппарата может только опытный сварщик. Начинающим мастерам рекомендуется применять покрытые электроды, газовую защитную среду или присадочный материал. Последний вариант используют при необходимости формирования шва высокого качества.
- Сложность устранения отверстий. Поврежденные места листа предварительно очищают от загрязнений, следов ржавчины и масел. При большом диаметре дефекта применяют металлические вставки, которые закрепляют точечным методом. При толщине детали более 2 мм используют пробки или перегородки из низкоуглеродистой стали. Небольшие отверстия рассверливают до нужного размера. Внутренние поверхности дефектов не должны иметь резьбы.
Рекомендуем к прочтению Как правильно варить углеродистые стали
Другие методы стыковки оцинкованных изделий
Еще один способ соединения оцинкованных труб без их нагрева – резьбовая стыковка. Нарезать резьбу на оцинкованных трубах достаточно сложно, поэтому данный способ практикуется преимущественно на изделиях с малым сечением. К тому же, такой способ материально более затратен в сравнении с обычной сваркой. Еще один важный момент – на участке нарезки резьбы слой цинка будет уничтожен, так что труба быстрее начнет ржаветь.
Для сборки коммуникаций водоснабжения и отопления могут использоваться бессварные комплекты труб с фитингами, напоминающие конструктор. В таком наборе есть специальная муфта с уплотняющим кольцом, которую с помощью болтов закрепляют на канавке по краям трубы. Хотя такой метод сборки труб еще не достаточно распространен в нашем государстве, он обеспечивает прочное соединение и выполняется очень быстро.
Подводя итоги можно сказать, что ответ на вопрос, можно ли сваривать оцинкованные трубы, будет положительным, при условии соблюдения техники безопасности и технологии выполнения работ, а также при наличии опыта
Помните, что очень важно избежать перегрева труб и испарения цинка. Предотвратить эти явления можно с помощью флюса и рутиловых электродов
Альтернативные же методы стыковки труб хоть и имеют право на жизнь, однако, обходятся существенно дороже.
Источник
Отравление цинком при сварке: симптомы, первая помощь, лечение
Во многих случаях отравление цинком возникает у работников сфер промышленности. При сварке оцинкованных труб можно получить поражение парами цинка. Помимо этого интоксикацию может вызвать неправильное хранение продуктов в оцинкованной посуде. Особенно опасно хранить в данной посуде кислые продукты, потому что в кислой среде растворение цинка лучше, что повышает возможность отравления.

Цинк один из минералов
Еще одним фактором может быть принятие лекарственных препаратов, в составе которых есть этот микроэлемент. Установлено, что принятие более 150 мг таких лекарств в день приводит к поражению этим веществом. Сам по себе цинк не сильно опасен, токсичны именно пары, которые могут привести к появлению цинковой лихорадки. Иногда она может называться металлической. Из-за этого отравление обычно происходит в результате вдыхания большого количества паров цинка. Интоксикация через ротовую полость встречается реже.
Симптомы острого и хронического отравления
Симптомы отравления обычно выражены ярко и диагностируются достаточно быстро. При остром поражении вдыхается большое количество высококонцентрированных паров цинка. Симптомы следующие:
- жажда;
- озноб и повышенная температура;
- металлический привкус в полости рта;
- боль в мышцах и слабость;
- тошнота.
Если пары цинка поступили через рот, могут проявляться дополнительные симптомы:
- ожог слизистой оболочки полости рта;
- мышечные судороги;
- понижение артериального давления;
- кровавая рвота.
В случае острого отравления показано незамедлительное лечение. Время здесь играет главную роль. Также возникает опасность появления раковых образований. Чаще всего в результате данного заболевания страдает печень и система кровообращения. В крайних случаях у больных может развиться отек легких либо их воспаление. Когда отравление произошло в результате попадания цинка в чистом виде, симптомы могут быть следующие:
- ожог органов желудочно-кишечного тракта;
- болевые ощущения в животе;
- потеря аппетита;
- рвота.

Нельзя хранить продукты в оцинкованной посуде
Если не лечить развившееся заболевание, может возникнуть риск появления почечной недостаточности, или возникновение язвенных болезней. Основные симптомы хронического отравления несколько отличаются. Если же заболевание приобретает хроническое течение, то почти у всех больных диагностируется расстройство тех или иных органов желудочно-кишечного тракта, происходят нарушения функций дыхания.
Также симптомы могут включать в себя проявление язв на коже и различного рода дерматитов, которые обычно не доставляют сильного беспокойства. Отравление данным веществом для детей переносится значительно тяжелее, нежели для взрослых, и соответственно лечение для них необходимо другое.
Лечение отравлений

Если появились признаки отравления, то необходимо вызвать скорую помощь
Если появились признаки такого рода поражения, то первым делом следует вызвать скорую помощь. До ее приезда пострадавшему следует оказать первую медицинскую помощь:
- вывести пострадавшего из помещения;
- уложить человека на горизонтальную поверхность;
- следить за температурой тела;
- обильно напоить крепким чаем.
Квалифицированную медицинскую помощь обычно начинают с введения внутривенно раствора глюкозы. Также могут назначить слабительные растворы, активированный уголь, препараты, которые помогут побороть признаки отравления. Также может использоваться антидотное лечение. В случае острого или хронического течения рекомендуется применять комплексное лечение, состоящее:
- искусственной вентиляции легких;
- принятия мочегонных средств для более быстрого выведения цинка из организма; ингаляции кислородом;
- принятия витаминов для поддержки иммунной системы.
Независимо от тяжести отравления, лечение должно сопровождаться обильным горячим питьем и содержанием больного в тепле и покое. Обязательно требуется делать промывание желудка. Помещение, в котором находится пострадавший, должно хорошо проветриваться. Также при сильных поражениях кожи некоторое время возможна нетрудоспособность, или временный перевод на другую работу.
Профилактика отравлений цинком
Для предотвращения заболевания, в промышленных помещениях необходимо сделать хорошую вентиляцию, и провести механизацию рабочего процесса. Рабочие обязательно должны использовать индивидуальные средства защиты — респираторы, промышленные противогазы. После окончания работ нужно промывать руки щелочными растворами, после чего смазать кожу рук жиром.
https://youtube.com/watch?v=D3WmjxO9X-c
Способы оцинковки стали
Существует несколько способов нанесения цинка на поверхность стали. Самыми распространенными считаются такие способы:
- гальванический способ;
- напыление;
- горячее цинкование.
Гальванический способ
Гальванический способ покрытия заключается в процессе осаждения защитного металла на изделии с помощью электрического тока. Такой способ очень распространен, поскольку с его использованием можно получить защитное покрытие хорошего качества, с легкостью изменять толщину защитного слоя, бережно расходовать цветные металлы, находящиеся в дефиците (цинк, например). Это не наилучший из способов увеличения сопротивляемости схватыванию трущихся поверхностей. Но этот способ простой, технологичный и дает возможность проводить работы с большой точностью.
Напыление
Способ заключается в распылении из специальных элекродуговых или газопламенных пистолетов расплавленного металла на поверхность, которую необходимо покрыть. Цинковая проволока закладывается в распылительный пистолет, плавится и выбрызгивается на изделие. Цинковые расплавленные капли на поверхности застывают, становятся похожими на мелкие чешуйки, которые формируют покрытие. Для применения такого способа оцинковки не требуется энергозатратного и крупногабаритного оборудования (ванн, к примеру). Напыление можно применять не только в условиях цеха, но также в полевых условиях непосредственно при монтаже.
Горячее цинкование
Схема процесса горячего цинкования стали.
Горячее цинкование считается самым крупномасштабным методом нанесения цинкового покрытия на сталь. Оно наносится путем кратковременного погружения в ванну с расплавленным цинком (температура цинка — около 500-520 градусов по Цельсию) предварительно протравленных или очищенных механически, обезжиренных крепежных изделий из черного металла. Перед погружением в цинковый расплав изделия проходят флюсование и подготовительный разогрев. После извлечения изделий из расплава они подвергаются центрифугированию с целью охлаждения и удаления излишков цинка. Такой вид оцинковки имеет очень широкое распространение. Он уникален тем, что создает двойную антикоррозионную защиту: собственно сама оболочка и возможность катодного восстановления стали при повреждении цинкового покрытия.









Читайте так же: Полипропиленовые трубы про аква характеристики










Толщина цинкового слоя, наносимого на поверхность стали, может варьироваться в диапазоне от 2 до 150 микрон.
Общая информация
Какую технологию выбрать? Для газовых труб подходит дуговая сварка с аргоном, инверторная MIG/MAG и сварка с применением газа.
Есть и производственные технологии, которые включают автоматическое крупногабаритное оборудование и имеют высокую производительность в промышленных масштабах.
Тут речь о домашней сварке, и особенности конвейерного производства нам не нужны. Технологии, которые мы перечислили до этого, как раз помогут вам сварить газовые трубы в жилом помещении.
Всё зависит от того, какая толщина стенок ваших труб, их диаметр, вид стали, из которой сделаны трубы. В некоторых случаях места работы труднодоступны, и это тоже нужно учесть, выбирая технологию.
В любом случае, перед тем как паять, освободите кромки труб от остатков краски, пыли и ржавчины. После нужно разделать их, если они толще шести миллиметров.
Вид разделки выбирается в зависимости от того, в каком месте конструкции будет находиться труба.
Это повышает риск отравления, пожара или даже взрыва в квартире. Чтобы этих последствий не было, нужно в первую очередь не экономить на расходных материалах
Но важно также изучить нужный вам метод сварки и его нюансы
Метод сварки труб из оцинковки с применением флюса
Перед тем как варить оцинкованные трубы электросваркой с применением флюса, кромки труб нужно зачистить до блеска металла и обезжирить, причем обработке следует подвергнуть как внешнюю, так и внутреннюю часть трубы (про «Как правильно варить электросваркой трубы – теория и практика от мастера»). Подготовленные отрезки трубы нужно прогреть на 20-30 см длины с двух сторон от будущего шва. В то же время, никаких манипуляций с кромками труб, толщина стенок которых не превышает 3 мм, производить не нужно – стык и так получится качественным. В данном случае зазор между концами составит 2-3 мм. Если же стенки у трубы более толстые, то размер зазора можно оставить таким же, а вот угол раскрытия кромки составит 80-90º с притуплением на высоте 1-1,5 мм.
Перед сваркой флюс нужно нагреть до состояния, среднего между твердым и жидким, после чего нанести его на место будущего соединения довольно толстым слоем. При этом для стыковки оцинкованных труб потребуется вдвое больше флюса, чем для работы с трубами из обычной стали. Главная задача флюса заключается в оттягивании им избыточного тепла в процессе сварки, чтобы цинковый слой не закипал и не начинал испаряться с кромок трубы.
Нагреваясь, флюс меняет свою окраску – сначала, с желтой на белую, а затем становится полностью прозрачным. Это значит, что можно приступать к пайке труб.
В частности, если толщина стенки трубы находится в пределах 2-6 мм, а ее сечение не превышает 250 мм, то достаточно будет сопла, диаметром 1-2 мм. Это касается, в том числе, заполняющих швов на любых трубопроводах.
Если же диаметр оцинкованной трубы составляет более 250 мм, а ее стенки имеют толщину более 2-6 мм, понадобится горелка с соплом 2-4 мм.
Столь пристальное внимание соплу горелки уделяется потому, что слишком большой его диаметр приведет к перегреву рабочей поверхности, в результате чего цинк начнет испаряться. Кроме того, наличие расплавленного цинка на поверхности трубы приводит к образованию пор, что снижает устойчивость изделия к коррозии и сокращает срок его службы
Напротив, слишком мелкий диаметр сопла в горелке не позволит разогреть металл до нужной для сваривания температуры, что неизбежно приведет к прилипанию припоя.
Пайку оцинкованных труб осуществляют ацетилено-кислородным пламенем, отрегулированным на излишек кислорода. Это делается, чтобы в процессе пайки при взаимодействии припоя с кремнием образовывался его оксид, который препятствует испарению цинка.
Оптимальным методом, как сварить оцинкованную трубу в случае использования газовой горелки, будет техника «влево», то есть размещение припоя перед пламенем, чтобы оно не попадало на поверхность металла. Во время выполнения переплавляющего шва горелку нужно держать под углом 70-75º. Если же нужен заполняющий шов, то угол наклона будет 15-30º. Легче всего наблюдать за сварочной ванной, если горелка находится в нижнем положении, хотя это не принципиально.
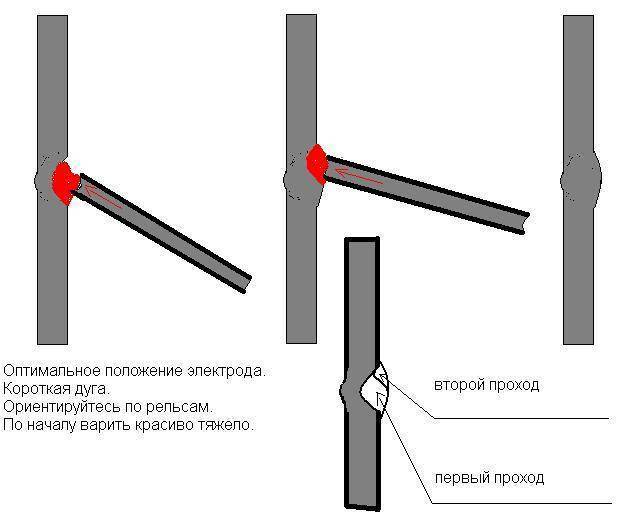
За один проход можно соединить трубы сечением до 4 мм, а вот для изделий с большим диаметром потребуется многопроходная сварка.
В конце работы все излишки припоя удаляют металлической щеткой и водой
При этом стоит соблюдать осторожность, чтобы не повредить цинковое покрытие. Изнутри трубу оставляют с водой на сутки и промывают
Если все сделано корректно, швы получаются качественными и не предполагают дополнительной защиты от коррозии.
Технология сварочных работ
 Марки профнастила: С, МП, НС, Н. Любая сварка — это сложный технологический процесс, а для оцинкованной стали он осложняется еще и тем, что необходимо работать с таким тонким защитным покрытием, как цинк. Особенность сварки в том, что оцинковка начинает плавиться уже при температуре в 420°C, а при 906°C она кипит и испаряется. Все это оказывает негативное влияние на качество сварного шва, в котором образуются микротрещины, швы, прочие дефекты. Пайка стали с оцинковкой требует не только других температур, но и использования специальной защищенной газовой среды. Поэтому для более эффективной сварки применяют присадочную проволоку с медью. Самыми лучшими в данном случае являются алюминиево-бронзовые и медно-кремниевые проволоки.
Марки профнастила: С, МП, НС, Н. Любая сварка — это сложный технологический процесс, а для оцинкованной стали он осложняется еще и тем, что необходимо работать с таким тонким защитным покрытием, как цинк. Особенность сварки в том, что оцинковка начинает плавиться уже при температуре в 420°C, а при 906°C она кипит и испаряется. Все это оказывает негативное влияние на качество сварного шва, в котором образуются микротрещины, швы, прочие дефекты. Пайка стали с оцинковкой требует не только других температур, но и использования специальной защищенной газовой среды. Поэтому для более эффективной сварки применяют присадочную проволоку с медью. Самыми лучшими в данном случае являются алюминиево-бронзовые и медно-кремниевые проволоки.
Если применять присадочную проволоку, то сварка будет правильной. Такой метод объясняется целым списком достоинств:
- не возникает коррозии шва при выполнении работы;
- разбрызгивание минимальное;
- выгорание покрытия малое;
- малое тепловложение;
- пайка стали требует простую последующую обработку;
- обеспечивается катодная защита материала.
При выполнении сварки цинк попадает в специальную сварочную ванну, а это приводит к образованию трещин, пор в сварном шве. Поэтому перед работой слой цинка следует удалить при помощи газовой горелки, абразивного круга, щеток. Есть и химические способы, то есть использование кислоты, которая потом нейтрализуется при помощи щелочи, место промывается водой, высушивается.
Внимание следует обратить и на выбор электродов, которые будут использоваться для выполнения сварки. Цифровая часть маркировки соответствует высоте волны. Если сталь низколегированная, то надо брать электроды с покрытием такого типа, как УОНИ-13/45, ДСК-50, УОНИ-13/55 и пр
Если сталь низколегированная, то надо брать электроды с покрытием такого типа, как УОНИ-13/45, ДСК-50, УОНИ-13/55 и пр
 Цифровая часть маркировки соответствует высоте волны. Если сталь низколегированная, то надо брать электроды с покрытием такого типа, как УОНИ-13/45, ДСК-50, УОНИ-13/55 и пр.
Цифровая часть маркировки соответствует высоте волны. Если сталь низколегированная, то надо брать электроды с покрытием такого типа, как УОНИ-13/45, ДСК-50, УОНИ-13/55 и пр.
Чтобы при сварке не появлялись поры, которые ослабляют соединение, ток надо увеличивать на 10-50 А в сравнении с обычной сваркой, зазор между кромками также увеличивается в два раза. Скорость сварки ниже на 10-20%, поэтому следует проявлять внимательность. Техника сварки применяется возвратно-поступательная, она позволяет предотвратить выгорание слоя цинка на окружающем пространстве листа. С толстых листов слой цинка необходимо снимать полностью, чтобы шов получился бездефектным.
Сварка неповоротного вертикального стыка
Сварной шов выполняется за два приема. Периметр стыка условно делится вер тикальной осевой линией на два участка, каждый из которых имеет три характерных положения:
- потолочное (позиции 1-3);
- вертикальное (позиции 4-8);
- нижнее (позиции 9-11).
Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой:
lmin=0,5 dэ, мм, где dэ – диаметр электрода.
Оканчивают шов в нижнем положении.
Сварку каждого из участков начинают со смещением на 10-20 мм от вертикальной осевой. Участок перекрыт ия швов – «замковое» соединение – зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок»










Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад».
Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого.
Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А.
При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что по требует последующей механической его зачистки в потолочном положении.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение. Для выравнивания заполнения разделки необходимо дополнительно наплавить валики в верхней части разделки. Предпоследние слои должны оставить незаполненную разделку на глубину не более 2 мм.
Облицовочный шов сваривают за один или несколько проходов.
Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по краям разделки был переплавлен на ширину 1/2 диаметра электрода.
При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в монтажных условиях, когда источник питания удален от места работы, сварку ведут при одном и том же значении сварочного тока. Рекомендует ся подбирать токовый режим но потолочному положению, ток в котором достаточен и для нижнего положения. При сварке на подъеме из потолочною положения в вертикальное, чтобы не было чрезмерного проплавления, следует прибегнуть к прерывистому формированию шва. При этом способе периодически прерывают процесс горения дуги на одной из кромок.
В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из способов:
| 1. Зажигают дугу постоянно на одной из кромок, а обрывают после формирования ванночки – на другой. Пауза между обрывом и зажиганием должна быть такой короткой, чтобы металл шва не успел полностью закристаллизоваться, а шлак – остыть. | |
2. При большой толщине металла зажигают и обрывают дугу на одной и той же кромке. Не рекомендуется зажигать дугу в том месте, где только что был ее обрыв. Нельзя не оборвав дугу, перемещать электрод вперед но разделке, а затем вновь возвращаться на шов. |
Особенности проведения сварочных работ в квартире
Для сварки трубопровода низкого давления небольшого диаметра традиционно применяют электродуговую ручную или полуавтоматическую сварку. При стыке участков разного диаметра нужны переходники, без них надежность газопровода снижается.
Перед сваркой газовых труб в квартире проверяют, перекрыт ли газ. Если требуется демонтаж участка, используют резак. При переносе трубы стык заглушают, наваривая пятак из металла. Основные этапы проведения работ:
- производится продувка монтируемого участка, чтобы удалить остатки природного газа;
- резаком демонтируется заменяемый участок;
- кромки стыка зачищаются, обезжириваются;
- после сварки магистраль заполняется;
- каждый стык проверяется в тестовом режиме на герметичность (на шов наносится мыльная смесь, если появились пузырьки, есть утечка).
Работы по магистральной разводке проводятся с разрешения газоснабжающей организации после утверждения проекта. Обязательно предусматривается врезка запорной арматуры – специальных кранов, перекрывающих подачу газа.
В многоквартирных домах работы проводятся под контролем газовой службы, в частных домах владельцы могут монтировать трубы самостоятельно, но придерживаясь требований СНиП.
Стыковое соединение труб по силам опытным сварщикам. От герметичности газопроводов зависит пожарная безопасность здания. Даже при небольшом дефекте возможны утечки, поэтому контроль соединений проводится в обязательном порядке.
Правила сварки инвертором
Инверторное оборудование часто применяют для работы с тонколистовым металлом. Для соединения используется ток обратной полярности: плюс подключают к держателю, а минус – к оцинкованному металлу. В результате электрод поддается значительному температурному воздействию, которое обеспечивает качество соединения. Особенности технологического процесса соединения оцинковки инвертором следующие:
Диаметр сечения электрода. Не рекомендуется варить оцинковку электродом большого диаметра. Максимально допустимое значение – 2 мм. Легкоплавкость электрода
Материалы с повышенным коэффициентом расплавления работают при меньших значениях тока, что особенно важно для оцинковки. Интенсивность движения
Оцинковка не терпит резких движений
Следить за плавностью перемещения дуги. Угол наклона. Во избежание прогаров угол наклона электрода не должен находиться в диапазоне 45–90 °C.
Разработано множество методов сварки оцинковки. Выбор подходящего способа зависит от конкретных условий работы, типа материала и характеристик оборудования. Перед выполнением работ рекомендуем ознакомиться с особенностями процесса и требованиями техники безопасности. Если вы знаете современные способы соединения труб из оцинкованного металла или сталкивались с прочими методами сварки оцинковки, поделитесь своим опытом в блоке комментариев.





