

Необходимый инструмент
Основным преимуществом при использовании полипропиленовых труб всё же считается доступность изготовления трубопроводов своими руками. Имея некоторые навыки при работе с пластиковыми трубами, можно самостоятельно изготовить все инженерные системы в доме. Конечно, для пайки пластиковых труб понадобится специальный инструмент, но даже если приобретать его только для того, чтобы изготовить трубопроводы в своём строящемся доме, затраты с лихвой окупятся экономией от ненужного привлечения квалифицированных рабочих.
Для пайки обязательно понадобится следующий инструмент:
- паяльник с набором насадок;
- ножницы для резки полипропиленовых труб;
- острый нож;
- разводные ключи;
- сантехнический лен;
- упаковочная паста.
Пайка полипропиленовых труб
Использование ПП труб для монтажа отопления и водопровода
С момента появления на рынке полипропиленовых конструкций, многие мастера вздохнули с облегчением. Пайка ПП, оказалась на порядок быстрее и надежнее чем сварка металла. Собрать водопровод или отопление стало возможным за один день.
Это привело к тому, что многие «мастера» начали этим заниматься. Из-за незнания всех важных особенностей пайки, часто получались не качественные соединения.
Для того чтобы водопровод или отопление прослужили долго и не приносили хлопот, необходимо соблюдать все технологические процессы во время пайки. Учитывать температуру нагрева, время сварки, правильно выбрать тип систем.
Что нужно знать о полипропиленовых трубах
Полипропиленовая система
Сегодня производителями выпускаются трубы различного диаметра, цвета, которые отличаются характеристиками
На что сразу необходимо обратить внимание при покупке — это цвет полос. Для монтажа водопровода используется трубы с синей полоской, с красной применяются для отопления и подачи горячей воды
Большой выбор диаметра – от 16 до 110 мм, позволяет собирать различные варианты систем водоснабжения и отопления. Для дома и квартир используются образцы от 20 до 32 мм.
При выборе ПП системы для монтажа и пайки, необходимо ориентироваться на маркировку указанную производителем.
Маркировка полипропиленовых систем
Ниже приведена таблица диаметра и толщины в зависимости от маркировки.
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
| PN — 10 | PN — 16 | PN -20 | PN -25 | |||||
| D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | |
| 16 | — | — | 11,6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4,4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5,8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79,6 | 15,1 | 73,2 | 18,4 | — | — |
Производят четыре типа полипропиленовых систем:
- PN-10. Используются при монтаже водопровода. Реже для обустройства теплого пола, с температурой теплоносителя не более 45 градусов. Номинальное давление — 10 Атм.
- PN-16. Можно применить при обустройстве холодного и горячего водоснабжения. Максимальная температура воды – 60 градусов. Номинальное давление — 16 Атм.
- PN-20. Может использоваться для монтажа автономного отопления. Максимальная температура теплоносителя – 90 градусов. Номинальное давление — 20 Атм.
- PN-25. Применяется для обустройства централизованного водопровода и отопления. Максимальная температура теплоносителя – 95 градусов. Номинальное давление — 25 Атм.
Процесс пайки ПП
Процесс пайки полипропиленовых систем не является сложным. Сварка или пайка происходит между трубой и различными фитингами (угол, муфта, тройник). С помощью специального паяльника нагревается фитинг изнутри и наружная часть трубы.
Процесс пайки с помощью специального паяльника
В процессе нагрева образуется участок оплавленного пластика. Прогреваются детали одновременно, и одинаковое количество времени. Затем снимаются с паяльника и стыкуются.
Соединить детали нужно быстро, в течение нескольких секунд. Иначе полимер твердеет и что-либо исправить невозможно.
Температура паяльника и время сварки
Температура спаивания ППР-труб одинакова для всех видов армирования и всех диаметров, и составляет 260℃. Такую температуру следует выставлять на термостате паяльника и всегда её придерживаться. В процессе работ можно случайно провернуть терморегулятор, поэтому рекомендую иногда на него посматривать. Двести шестьдесят градусов по цельсию, плюс-минус несколько градусов – не нужно делать температуру больше положенного!
Некоторые “ухари”, для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и пережигается), часто происходят случаи запаивания внутреннего прохода трубы.
Так называемая “жопка” на жаргоне сантехников – запаянный в фитинге конец трубы, наглухо или с небольшой пропускной способностью. Зачастую такой брак становится причиной катастрофически низкого напора воды или плохому нагреву отопительных приборов. Появляются “жопки” в результате превышения температуры и времени пайки – выставил высокую температуру на паяльнике или слишком долго нагревал детали, а иногда и то, и другое.
Ещё одной причиной повышения температуры на паяльнике является нежелание напрягать грудные мышцы – нормальная температура пайки и качественный полипропилен заставляют немного напрягаться!
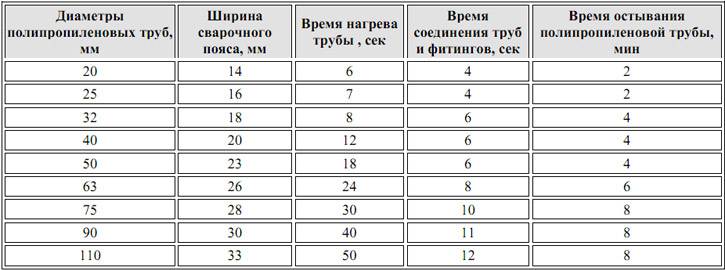
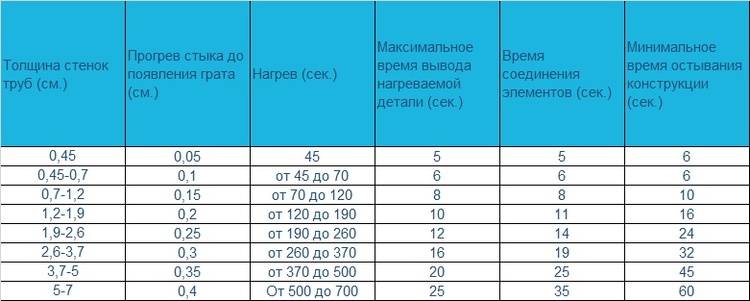
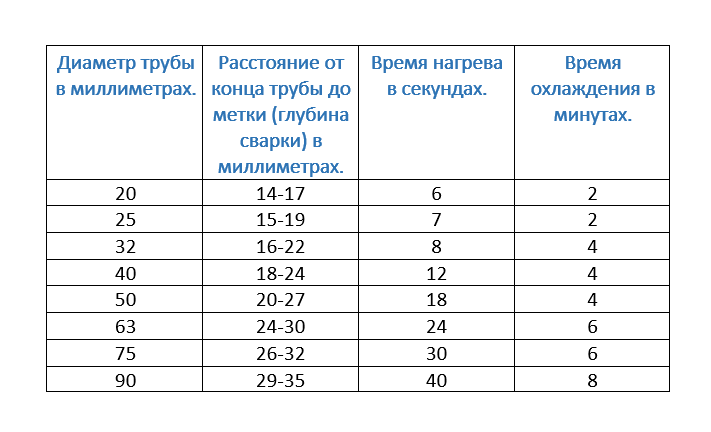
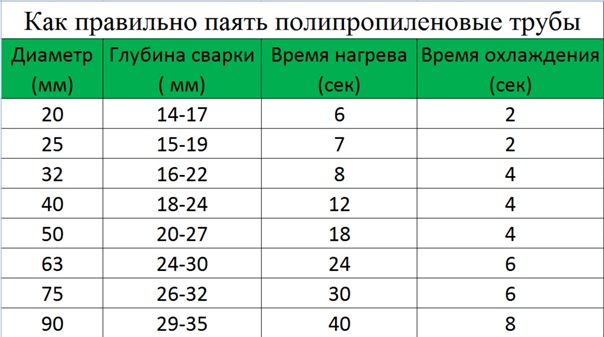
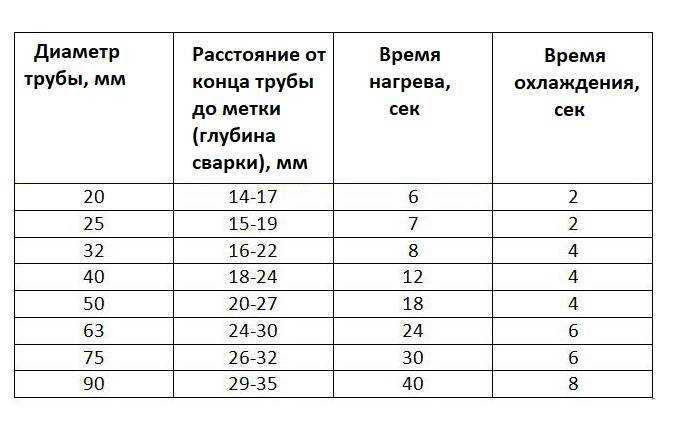
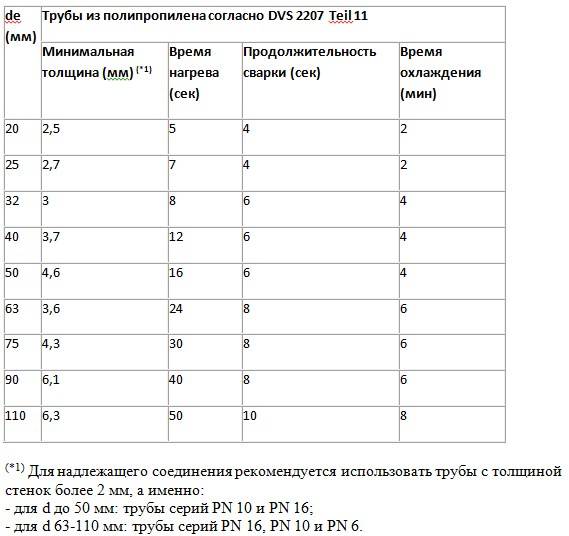
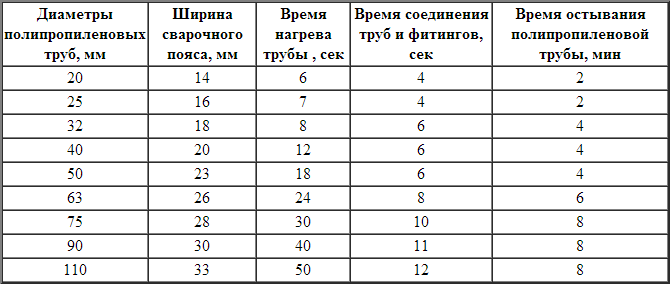
Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены в таблице ниже и справедливы для любых типов полипропиленовых труб.
| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Попробуйте повернуть телефон в положение “пейзаж” или измените масштаб браузера. Для отображения таблицы необходимо разрешение экрана не менее 601 пикселя по ширине!
Данные из таблицы справедливы для температуры окружающего воздуха 20℃. Вообще кончено температура пайки может меняться в зависимости от температуры окружающей среды, собственно для этого на паяльнике имеется регулятор. Однако на начальном этапе не стоит забивать себе голову различными коэффициентами, а усвоить простую истину – пайку нужно выполнять в тепле!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется “ощущение” материала, чувство недогретого или перегретого паяльника. Только тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух свариваемых деталей после снятия с насадки?
Ответ на этот вопрос находится в действующих технических рекомендациях ТР 125-02. Технологическая пауза для диаметров 20-25 мм. составляет 4 секунды, для 32-50 мм. 6 секунд и 8 секунд для диаметров 63-90 мм. Однако имею мнение, основанное на своих личных ощущениях материала, что цифры эти завышены, раза в два. Хотя, подчеркиваю, что пауза сильно зависит от конкретного материала – полипропилен от разного производителя с разной скоростью теряет свою элластичность в течение нескольких секунд.
Способы соединения полипропилена

Этот полимер термопластичен: при нагревании он быстро размягчается. Когда одновременно и равномерно разогреваются две детали, молекулы вещества приникают друг в друга. Это называется полифузией. После того как соединенные материалы остывают, их технические характеристики совершенно не меняются, поэтому при качественно проведенной работе узел получается крепким, монолитным.
Такой способ соединения элементов трубопровода называют полифузной сваркой. Так же часто встречается определение «пайка». Оба слова обозначают один и тот же процесс, разницы между двумя понятиями не существует. Обычно на практике используют два метода стыковки деталей — муфтовый и прямой.
Холодная пайка (сварка)
Такой метод нельзя назвать грозным конкурентом горячих видов соединения. На полипропиленовые трубы наносят клей, активным компонентом которого является сильный растворитель. Когда он размягчает соединяемые участки, их вставляют друг в друга.
Огромный недостаток — отсутствие гарантии герметичности, прочности труб. Еще один минус — длительное высыхание «сваренных» элементов: нужны как минимум сутки. Поэтому данный метод не нашел большой армии сторонников. Его «законная» ниша — трубы из ПВХ.
Самый надежный (и нужный) способ в домашних условиях — муфтовая сварка. Именно о ней и пойдет дальнейшее повествование.







Муфтовая сварка
Этот способ более популярен по простым причинам — он доступен, прост, необходим всегда. Для соединения двух элементов — участка трубы и муфты (тройника, крана, фитинга с резьбой и т. п.), имеющей внутренний диаметр меньше, чем наружный у трубы.
На нагревательный прибор в этом случае устанавливают металлические насадки (муфту и дорн) под трубу и необходимый для соединения элемент. После получения оптимального нагрева обе детали снимают с инструмента и сразу соединяют.
Соединение ППР без сварки
В жизни случаются ситуации, когда применение традиционной пайки полипропиленовых деталей исключено. Например, стык расположен в труднодоступном углублении или при монтаже внезапно отключили свет, а вам осталось сварить последнее соединение. Практикуется 3 одноразовых способа:
- разогрев газовой горелкой и последующая стыковка;
- использование компрессионной муфты типа Gebo;
- посадка элементов на анаэробный клей.
Почему указанные варианты считаются одноразовыми. Склейка и нагрев горелкой не могут обеспечить требуемой надежности стыка и применяются лишь в крайнем случае на магистралях холодного водоснабжения. Соединять подобным образом трубы отопления и ГВС крайне нежелательно. Муфты Gebo надежны, но слишком дороги.

Технология соединения без паяльника проста – детали обезжириваются, аккуратно греются пламенем горелки, стыкуются и фиксируются на 6—10 секунд. Методика демонстрируется ниже на видео.
Склеивание производится согласно инструкции на упаковке анаэробного герметика. Конец трубы и гнездо фитинга следует зачистить, обезжирить и наложить клей небольшой кистью. Затем элементы скрепляются методом сжатия.
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.

После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.
Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
https://youtube.com/watch?v=HQGRx3CWioY
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже
Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя
Преимущества и недостатки такой пайки
Рассматривая варианты как спаять без паяльника ту или иную часть полипропиленовых труб можно заметить, что в каждом способе есть свои преимущества и недостатки. К преимуществам такого способа можно отнести:
- Отсутствие необходимости в покупке паяльника, если его нет в наличии;
- Возможность использовать простые подручные средства;
- Экономически выгодный процесс создания соединения, который обходится дешевле, чем при использовании паяльника;
- Возможность работы с трубами любого диаметра, как с самыми мелкими, что достаточно легко, так и с более крупными, что потребует больше терпения и опыта.
Здесь же могут присутствовать и недостатки, так как не зря основным рабочим инструментом является паяльник. К негативным моментам как паять без паяльника полипропиленовые трубы относятся следующие пункты:
- Низкая технологичность процесса, которая создает определенные ограничения на ремонтные работы в некоторых областях;
- Здесь сложнее добиться высокого качества за счет того, что большинство инструментов напрямую не предназначено для данной работы;
- Сложно работать с труднодоступными местами, к которым легко можно добраться паяльником;
- Возможность возгорания близлежащих предметов при использовании газовой горелки и баллонов.
Немного о процессе пайки
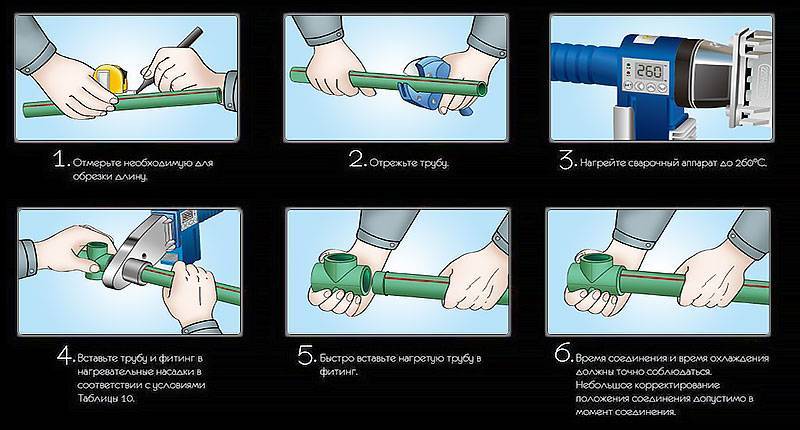
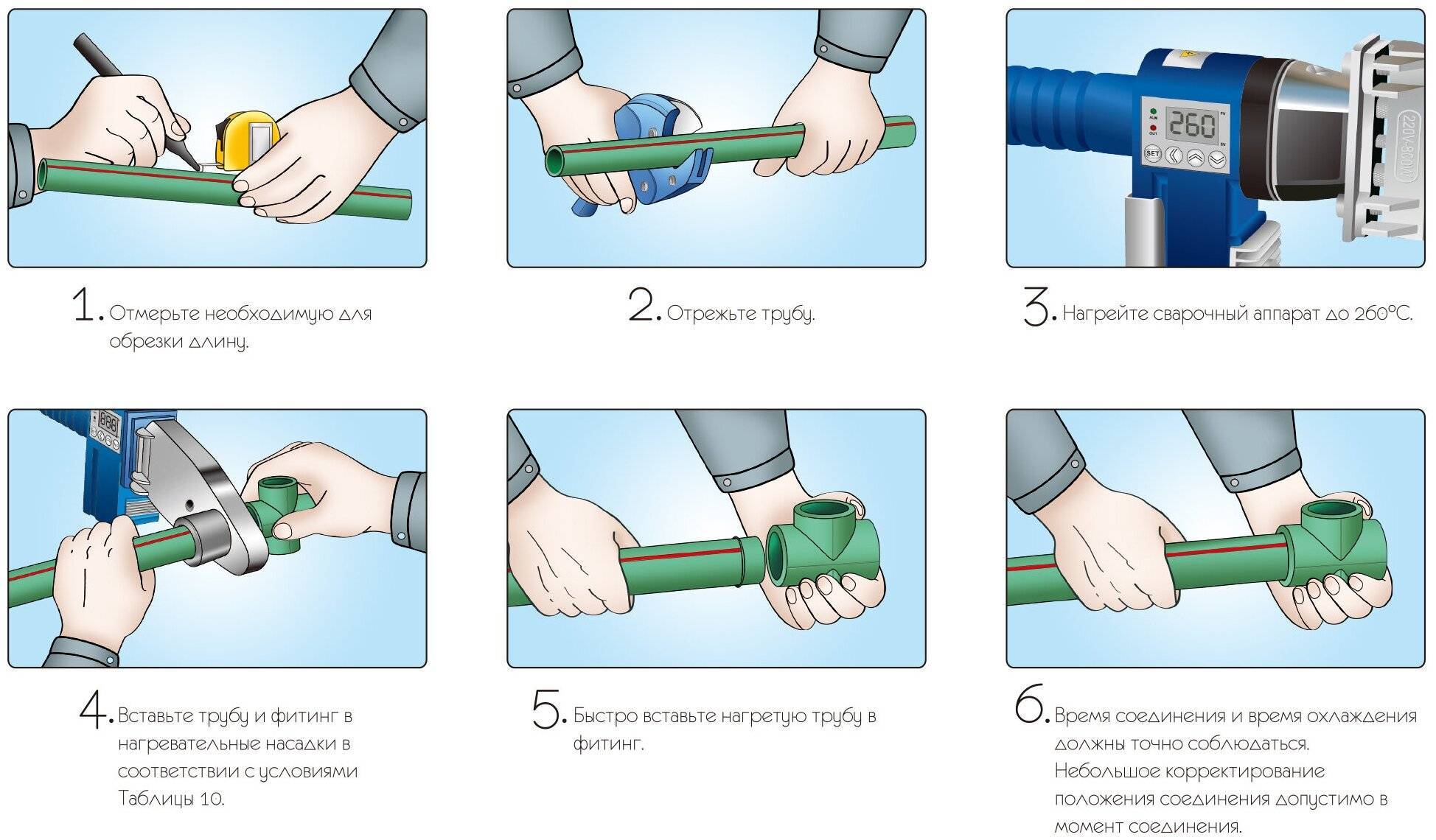
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
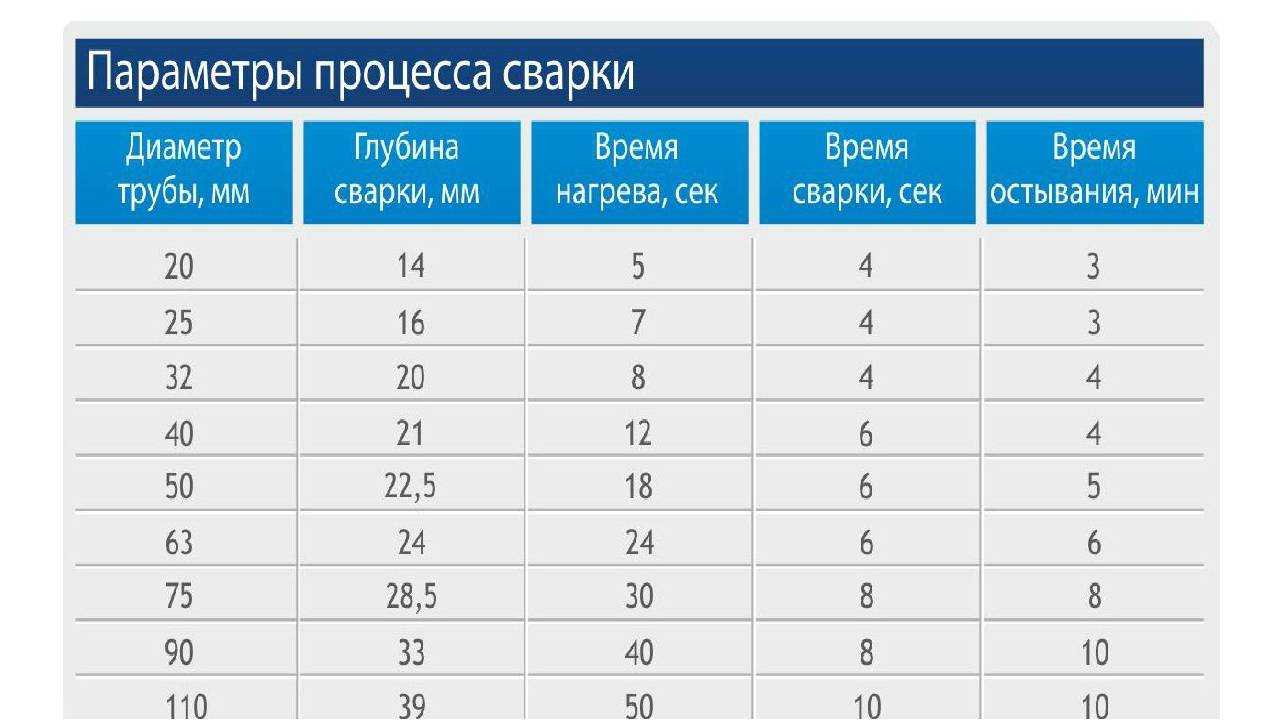
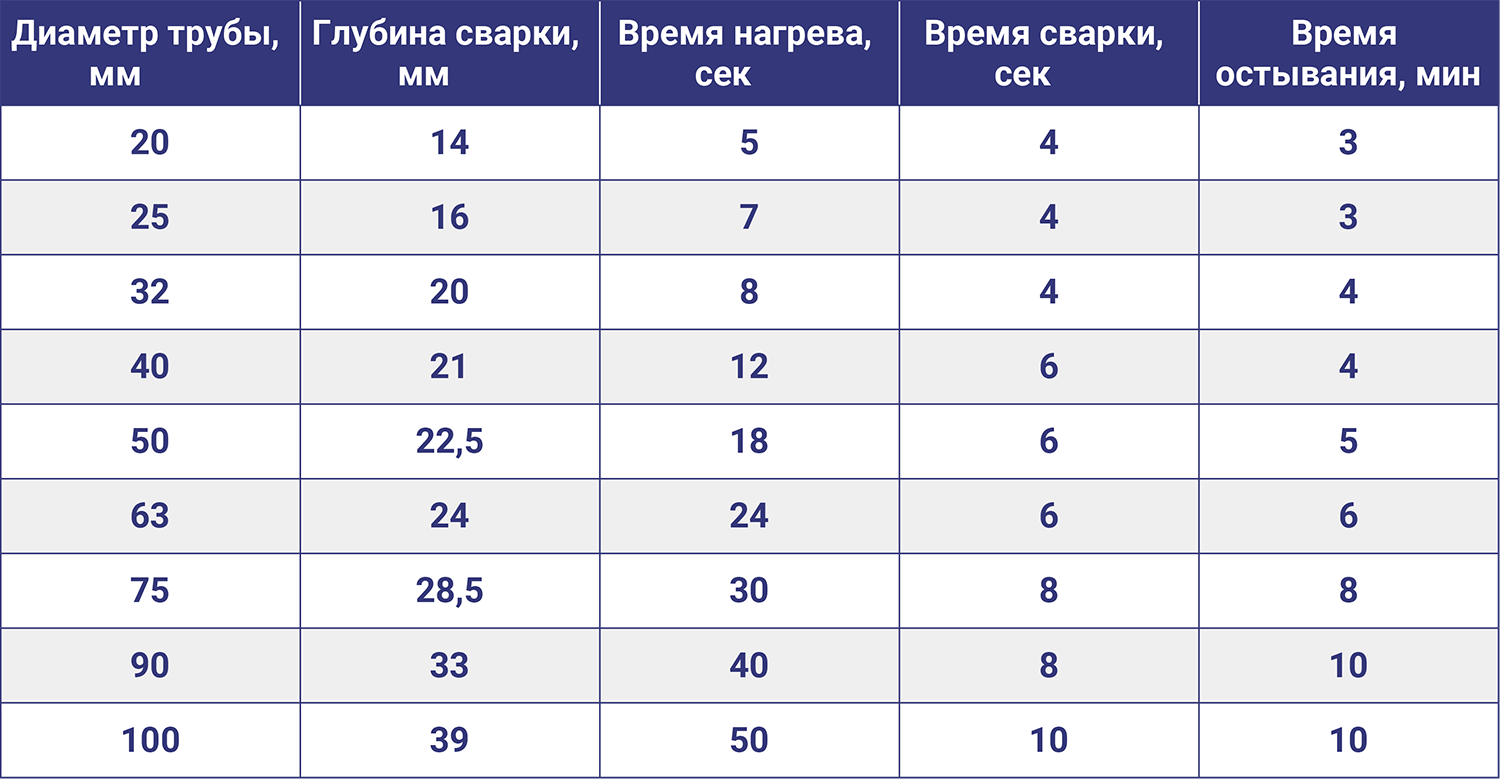
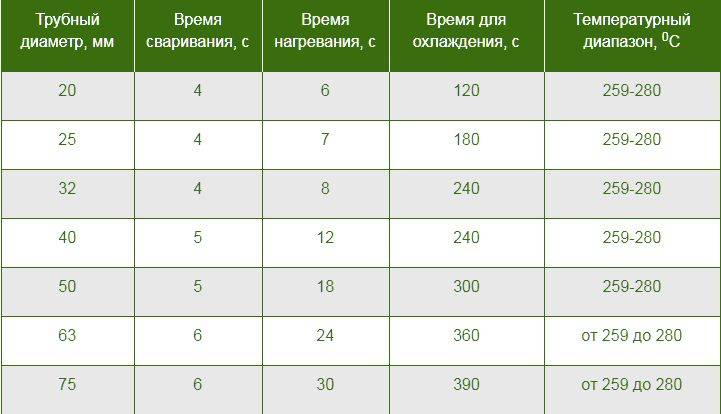
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.
В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для пайки полипропиленовых труб с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева
Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения
Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов
Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Это интересно: Столешница для ванной комнаты под раковину: виды, выбор, установка
Выбор полипропиленовых труб
Свойства труб
Трубы из полипропилена обладают механической прочностью, низкой теплопроводностью, пластичностью.
Полипропилен химически инертен и устойчив к воздействиям агрессивной среды.
Виды труб
Основные виды полипропиленовых труб:
PP-H или PP-1 – труба из гомополимера полипропилена, молекулы которого состоят из мономерных (одинаковых по строению и размеру) звеньев.
Труба PP-H устойчива к химическим агрессивным средам и повышенному давлению, но не устойчива к воздействию повышенной температуры.
PP-H труба применяется для холодного водоснабжения, канализации, дренажа, вентиляции.
PP-B или PP-2 – труба из блок-сополимера полипропилена, молекулы которого состоят из регулярно чередующихся гомополимерных различающихся блоков.
Труба PP-B обладает преимуществами трубы PP-H, а также выдерживает колебания температур не выше 50 градусов Цельсия. Труба обладает ударной вязкостью и термостойкостью.





PP-B труба применяется, в основном, для канализации. Может применяться для участков горячего водоснабжения и отопления с температурой теплоносителя не выше 50 градусов.
PPRC, PPR или PP-3 – труба из рандом-сополимера полипропилена, в структуре которого молекулы пропилена и других веществ расположены случайным образом.
Труба PPR обладает преимуществами трубы PP-H, а также выдерживает колебания температур и внутреннего давления. Труба обладает повышенной термостойкостью и прочностью за счет молекул этилена.
PPR труба используется в системах горячего водоснабжения и отопления при температуре теплоносителя выше 50 градусов Цельсия. Труба PPR чаще труб других видов применяется при монтаже трубопроводов в частных домохозяйствах.
Полипропиленовые трубы PPR в зависимости от устойчивости к высоким температурам и давлению маркируются PN 10 – PN 25:
Физические параметры (диаметр, толщина стенок) труб PN 10 – PN 25 приведены в таблице:
Срок эксплуатации труб в зависимости от условий эксплуатации приведен в таблице:
Армирование
Армирование позволяет уменьшить тепловое расширение и увеличить максимальную температуру применения трубы.
Коэффициент линейного расширения:
- для трубы PPR без армирования – 0,15 мм/мК (около 10 мм на 1 м);
- для трубы PPR с армированием алюминиевой фольгой – 0,03 мм/мК (около 3 мм на 1 м);
- для трубы PPR с армированием стекловолокном – 0,035 мм/мК (около 4 мм на 1 м).
Армирование производится:
- Алюминиевой или перфорированной алюминиевой фольгой толщиной от 0,1 до 0,5 мм. Слои трубы соединяются с помощью склеивания при производстве. Труба пропускает кислород, возможна коррозия алюминия. При монтаже требует подготовки торцов и зачистки слоя фольги.
- Сеткой из стекловолокна или полипропилена, пошитого стекловолокном. Слои трубы сплавляются при производстве и образуют монолитную структуру. Труба не пропускает кислород. Монтаж производится по технологии пайки полипропиленовой трубы.
В маркировке труб применяются следующие обозначения армирующего слоя: AL или Al – алюминиевая фольга, GF (FB) или Gf – стекловолокно.
Основные используемые типы труб:
- PPR – стандартная ппр-труба.
- PPR-FB-PPR – армированная стекловолокном ппр-труба.
- PPR-AL-PPR – армированная алюминиевой фольгой ппр-труба.
- PPR/PPR-GF/PPR – армированная композитом стекловолокна с полипропиленом.
- PP-RCT-AL-PPR – внешний слой модифицированный полипропилен, армирующий из фольги, внутренний ппр-труба.
Почему полипропиленовые трубы получили такое широкое распространение
Полипропиленовые трубы обычно считаются самым надежным и долговечным решением для жилых водопроводных систем. Это объясняется тем, что они прекрасно выдерживают различные колебания температуры и давления в сетях электроснабжения.
Еще одно преимущество перед металлами заключается в том, что на них не образуются соли и ржавчина. И конечно, с эстетической точки зрения эти трубы выглядят гораздо лучше, чем все остальные. И они делают это в каждой комнате и в каждом интерьере.

Их не нужно красить каждый год. Просто протрите пыль губкой или тряпкой, и они будут как новые. При желании их можно встроить в стену или пол. И вам не нужно беспокоиться о последствиях. Именно из-за вышеперечисленных свойств в современных домах чаще всего и ставят полипропиленовые трубы.
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут; Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно; Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом. Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами. Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева
Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Особенности пайки армированных труб
Мы разобрались в технологии соединения толстостенных труб из полипропилена. Теперь посмотрим, как правильно паять полипропиленовые трубы для отопления. Отличие в пайке армированных труб от обычных состоит в том, что с каждого участка соединяемого отрезка необходимо снять алюминиевую фольгу. Иначе качество пайки будет неудовлетворительным. Данная операция выполняется при помощи металлического шейвера, срезающего слой фольги, если тот расположен снаружи трубы. После этого пайка производится стандартным методом.
 Пайка армированных полипропиленовых труб с наружным алюминиевым слоем предполагает предварительную его очистку
Пайка армированных полипропиленовых труб с наружным алюминиевым слоем предполагает предварительную его очистку
Если же фольгированный слой находится внутри полипропилена, то используется специальный торцеватель. Он выбирает с торца трубы внутренний слой материала и выравнивает торец изделия, обеспечивая надежное соединение.
В случае, если труба армирована стекловолокном, то ее пайка ничем не отличается от работы с изделиями, не имеющими армировки.
Стыковая сварка полиэтиленовых труб
Для стыковой сварки труб из полиэтилена необходимо специальное сварочное оборудование. Данный способ соединения является эффективным для пайки труб только из ПНД. Универсальность его состоит в том, что он позволяет сохранять гибкость конструкции на всём её протяжении. Использоваться данный метод может как при траншейном, так и при открытом способе прокладки труб.
Стыковая спайка ПНД труб выполняется в следующей последовательности:
- Установка концов свариваемых изделий в центраторе сварочного оборудования.
- Выравнивание и плотная фиксация деталей.
- Зачистка концевых участков от грязи, пыли, жира, прочих засорений и наслоений (осуществляется посредством смоченной в спирте хлопчатобумажной материи).
- Обработка концевых фрагментов посредством торцующего устройства (торцовка). Процесс производится до появления равномерной стружки, не превышающей 0,5 миллиметров в толщину.
- Извлечение заготовок и проверка торцов рукой на параллельность. При выявлении существенного зазора между поверхностями – повторное проведение торцовки до обретения необходимого соответствия.
- Разогрев торцов заготовочных труб нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- По достижении некоторого оплавления заготовок – извлечение нагревательного элемента и смыкание торцов свариваемых труб. Давление прижима повышают до тех пор, пока не будет достигнуто полное и прочное смыкание. Изделия следует держать некоторое время (обычно – 5-10 минут) до полного затвердения соединения.
- Проверка качества сварной конструкции. Оценивается внешний вид сварных торцов, их соответствие между собой и прочность пайки.
Помимо самого сварочного процесса, важно уделить повышенное внимание предварительным работам, перечисленным в начальных пунктах. Их следует тщательно выполнить до того, как паять трубы ПНД, поскольку от этого во многом зависит надёжность и прочность производимого соединения
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.






Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Заключение
Теоретически метод соединения пластиковых труб посредством термического воздействия является безупречным. Его главное достоинство в том, что само по себе вмешательство в структуру материала не влечет снижения его эксплуатационных свойств. Получаемый шов имеет однородную структуру и не будет слабым местом в контуре. Несовершенство же этого способа упирается в практику применения. Поэтому возникает вопрос относительно того, как паять полипропилен, чтобы добиться оптимального результата.
Успех операции, по сути, зависит от двух факторов. Во-первых, от качества технической организации рабочего процесса – от выбора материалов, модели аппарата, расходников и т. д. Во-вторых, от опыта самого оператора. Пользователь паяльника должен оперативно управлять заготовками, соблюдая и временные интервалы, и точность позиционирования труб.





