

Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.
При выполнении сварки труб электросваркой могут выполняться такие швы:
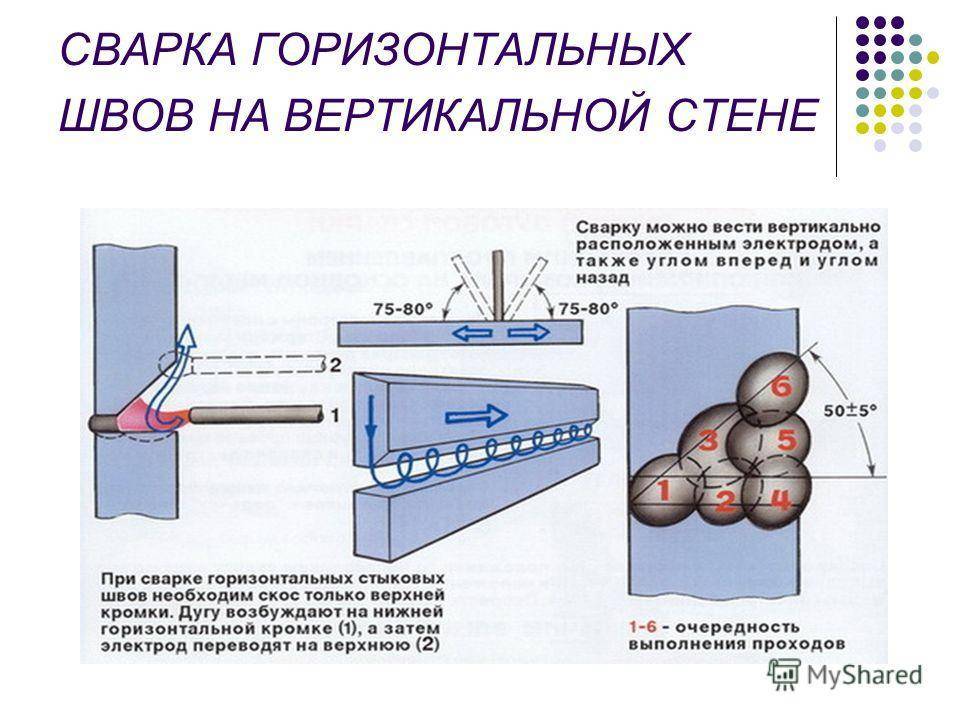
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Как научиться варить сваркой
Раньше в училищах и ПТУ этому учили 3 года. Но азам при желании можно научиться на пару недель. Со временем, практикуясь, можно достичь мастерства.
Главное при обучении соблюдать все правила безопасности. Не забывайте про защитную одежду. Не оставляете открытыми участки тела, иначе загар вам обеспечен. Работайте только в защитной маске, а сбивая шлак — в очках.
Рассмотрим все поэтапно, как правильно варить электросваркой.
Подготовительные работы
Подготавливаем рабочее место
Уделяем внимание личной безопасности. В процессе сварки всегда есть риск пострадать от электротока, искр и окалины
К подготовке к сварочным работам нужно всегда относиться достаточно серьезно.
Для учения и практики подойдет толстый кусок металла.

Помимо него нам понадобится следующее:
- краги (специальные толстые плотные перчатки);
- маска;
- плотная спецодежда, которая способна защитить тело от летящих искр;
- прочная толстокожая обувь;
- молоток;
- металлическая щетка;
- очки для защиты глаз.
Как подключать электрод
Легче всего работать с универсальным 3,2 мм электродом, который помещается в держатель сварочного кабеля и фиксируется. Для зажима применяются пружинные и винтовые устройства.
Электрод вставляется при нажиме кнопки или повороте винта в открывающееся отверстие.
После установки электрода подключаются кабели.
При этом стоит обратить внимание на то, что инвертор имеет положительный и отрицательный выход (полярность), а также 2 сварочных провода:
- один с зажимом — подсоединяется к детали;
- другой — на электрод.
При прямой полярности плюс подсоединяется на свариваемую деталь, а минус — на держатель электрода. При обратной — наоборот.
Прямая полярность лучше прогревает металл и используется чаще всего.
Обратная же используется при специфических работах. Например, электросварке нержавейки.
Наклон электрода
Электрод наклоняем немного на себя. Выдерживаем 30° — 60° Угол наклона подбираем ориентируясь на сварную ванну в зависимости от тока и того шва, что хотим получить.
«Углом назад» — первое положение. Сварная ванна и расплавленный шлак с образующимся швом движутся за электродом, его кончиком. Подбираем скорость и угол так, чтобы за расплавленным металлом успевал шлак, покрывал его. В итоге получаем глубокий прогрев свариваемой заготовки.

Второе положение — «углом вперед». Когда не нужно сильно разогревать металл. Шов, шлак и сварная яма также движутся за электродом. Только в этом случае глубина прогрева — минимальная.
Траектории движения электрода
Чтобы правильно варить, контролируем размер и состояние сварную ванну. Для этого удерживаем электрод в 2-3мм от металла и совершаем движение по одной из траекторий как на рисунке ниже.

В этом и есть мастерство! Однако, все не так просто.
Опытный сварщик контролирует следующие параметры сварки:
- Движение электрода по заданной траектории.
- Сохранение дистанции 2-3 мм до свариваемой детали.
- Скорость движения электрода, замедляясь или ускоряясь при необходимости.
- Направление шва.
Достаточно изучить 2-3 траектории движения электрода для сварки цветных и черных металлов, получения швов. Все осваивать нет необходимости.
На начальном этапе тренируемся делать валики, а не швы. Контролировать дистанцию, чтобы удерживать дугу. Для этого понадобится толстый обрезок металла.
Очень важно расстояние от электрода до металла:

Выполняем сварку в такой последовательности:
- Прочерчиваем мелом линию.
- Разжигаем дугу.
- Осваиваем выбранную траекторию движения.
- Учимся контролировать сварочную ванну, состояние и размер.
- В идеале получаем равномерный по всей длине заготовки валик, с постоянной шириной и высотой. Когда так получается, переходим на следующую ступень обучения.
Электродов на освоение этого этапа уйдет немало. На следующем этапе соединяем детали. И учимся сваривать металлические заготовки в заданную конструкцию.









Способы сварки
Существуют следующие способы сварки:
- Газопрессовая, с использованием пламени ацетилкислорода. Преимущества этого вида сварки в высокой производительности. Поэтому она находит широкое применение в нефтяной и газовой отрасли, в частности при строительстве магистралей для транспортировки нефти и газа, а также в машиностроении.
- Контактная, осуществляемая электрическим током, имеющим относительно низкое напряжение при достаточно высокой силе тока. Этот способ включает следующие разновидности: сварка встык, шов и точечная.
Кроме этого, в отдельных случаях применяется роликовая и электрошлаковая сварка, трением и термитная, а также ряд других разновидностей.
Как формируется сварной шов?
 Сварное соединение представляет собой место, которое сложно разъединить, и оно было образовано сваркой. К основным типам сварных соединений относятся:
Сварное соединение представляет собой место, которое сложно разъединить, и оно было образовано сваркой. К основным типам сварных соединений относятся:
- Стыковое – два элемента примыкают друг к другу торцевыми сторонами.
- Нахлесточное – части частично накрывают друг друга.
- Угловое – элементы примыкают под углом в девяносто градусов.
- Тавровое – одна из частей под углом приваривается к основе другого.
Сварной шов образуется в результате того, что металл кристаллизуется и происходит деформация.
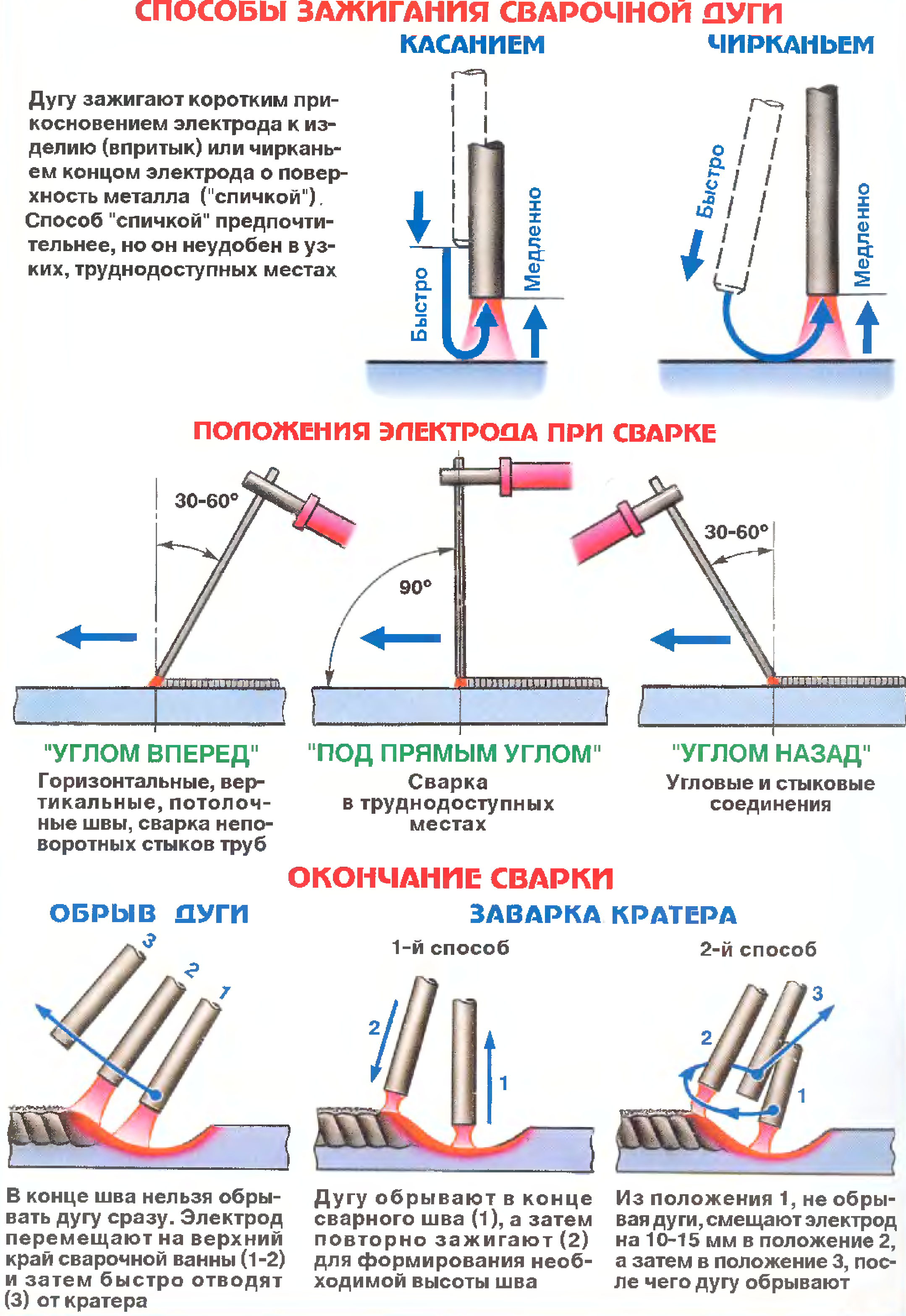
Розжиг дуги осуществляется один из двух методов:
- Электрод упирают торцом в деталь. При его сдвиге на несколько миллиметров происходит розжиг касанием. Новичку с холодным электродом это сделать не просто. Все движения должны быть плавными, но оперативными в противном случае, электрод либо прилипнет к изделию, либо порвется дуга.
- Принцип чиркания похож по методике на зажигание спички. Уже горячий электрод подносят к изделию, и создается дуга. Такой вариант проще для начинающих сварщиков.
После розжига и создания дуги начинает плавиться металл. В процессе будет появляться шлак и пузырьки газа. За ними надо внимательно следить, через маску, чтобы они не попали в шов изделия.
Советы
Сварка швов, расположенных вертикально, считается достаточно трудной для грамотного исполнения. Помочь могут теоретические знания особенности технологии сварки, позволяющие получить качественный вертикальный сварочный шов и как правильно его варить.
Следует соблюдать следующие условия:
- При поджоге электрода его положение должно быть перпендикулярным по отношению к свариваемому материалу.
- Чем дуга будет короче, тем металл будет кристаллизоваться быстрее. Это снижает риск появления подтеков, портящих внешний вид шва.
- Чтобы капли жидкого металла не стекали вниз при формировании дорожки, электрод следует наклонять.
- При подтекании металла увеличивают ширину шва и силу тока.
- Двигаться следует снизу. При необходимости выполнять движения вниз придется приготовиться к тому, что качество шва будет пониженным. Немного поможет плавность перемещения.
- При сварке тонких пластинок следует предварительно тщательно их очистить. Имеет смысл в этом случает применять сваривание точками. Это снизит риск прожога тонких листов.
- Сварку толстых изделий целесообразно осуществлять несколькими слоями многопроходным способом. Для последующих слоев можно использовать электрод несколько большего диаметра. При этом последний слой не должен заходить за пределы разделки кромок.
Вертикальные сварочные швы получатся качественными при учете толщины деталей и выбора подходящей методики. Поскольку вертикальное положение шва вносит дополнительные трудности, большую роль играет надежная фиксация свариваемых деталей.
Как класть шов
Самым сложным в сварке является процесс правильного удержания и ведения электрода, особенно если между свариваемыми деталями какое-то расстояние. Для новичка также достаточно сложно будет поддержание одинаковой длины дуги, обеспечивающей не только надежное сваривание металлов, но и красоту шва.
Разжигание электрода
Разжигание электрода — это процедура, которую необходимо проводить перед началом сварки, а также после непродолжительного перерыва. Она необходима для того, чтобы прогреть электрод и привести его к рабочей температуре. Разжигание делается двумя способами:
- постукиванием электрода о металлическую поверхность;
- чирканьем о свариваемые детали.
И тот и другой способ хороши, единственное, желательно разжигать электрод в зоне сварки, чтобы не оставлять следов на поверхности.
Длина дуги
Оптимальная величина дуги составляет 2—3 миллиметра, при этом получается ровный красивый невыпуклый шов, обеспечивающий максимальное схватывание металлических деталей. Если удерживать дугу меньшей длины, то металл недостаточно прогреется, а шов получится выпуклым и ненадежным. Дуга длиной более 3 миллиметров достаточно сложна в удержании, а также не обеспечивается надежная изоляция места сварки от кислорода в атмосфере (чему служит смазка электрода). Кроме того, дуга может «прыгать» и шов получается неровным.
Удержание электрода
Электрод можно удерживать под прямым углом, «углом вперед» или «углом назад», в зависимости от удобства, положения свариваемых деталей, возможности подлезть с электродом в труднодоступные места
При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий
Ведение электрода
Если детали примкнуты вплотную, то шов можно просто класть вдоль стыка. Но если между свариваемыми частями небольшой зазор, то необходимо выписывать электродом узор, похожий на ход нитки при сшивании тканей, прогревая детали попеременно, но так, чтобы они не остыли. Движения могут различаться, быть зигзагообразными, круговыми, дугообразными, главное, чтобы они были равномерными и плавными. Сложные сварочные швы для начинающих класть довольно проблематично, поэтому лучше сначала попрактиковаться на ненужных кусках металла, а затем переходить к «чистовой» сварке.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
 Прямая и обратная полярность.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Как зажечь дугу
Что создает дугу? Дуга образуется между свариваемыми деталями и электродом, на который подано напряжение от сварочного аппарата (инвертора). Второй кабель от аппарата («масса») закрепляется на металлической пластине, на которой будут проходить сварочные работы или непосредственно на одной из деталей. Между держаком и массой инвертора создаётся напряжение, порядка 80 В.
Вначале, касаясь металла, мы замыкаем цепь. В зоне касания возникает сильный ток, нагревающий зону контакта. При отрыве электрода от металла быстро восстанавливается напряжение между ними, так как нагретые участки испускают электроны.

Электроны разгоняются за счет напряжения и ударяют в нейтральные атомы, выбивая из них электроны и превращая их в ионы. В результате между металлом и сварочным электродом возникает ионизированный (плазменный) канал с высокой температурой.
Настройка силы тока
Сила тока как уже говорилось ранее на аппарате (инверторе) устанавливается по диаметру электрода, обычно на аппарате есть соответствующая таблица. Берите среднее значение из рекомендуемого диапазона. Со временем Вы научитесь определять, больший или меньший ток вам нужен при выполнении конкретных работ. Для практики лучше выбирать большие куски металла.
Ниже представлены видео уроки, как выполнять сварку металла новичку в сварке. Мы рекомендуем подробно ознакомиться с ними. Там даны ответы на многие интересующие Вас вопросы, например: «Как правильно зажигать дугу?».
Зажигание дуги
Чтобы правильно зажигать дугу, выставляем над будущим швом и наклоняем на 15-45° в сторону шва, куда будет идти процесс– так лучше учиться. Существует два способа как можно зажигать дугу при ручной дуговой сварке:
- «клевком» — электрод слегка ударяется о металл и отскакивает, наподобие клевка птицы;
- чирканьем по металлу.
Сыпятся искры, слегка отводим электрод – наша дуга горит!
Как правильно держать дугу при сварке
Для поддержания нормальной дуги, расстояние от электрода до поверхности металла не должно быть менее 0,5 и более 1,5 мм. В процессе выполнения материал электрода расходуется. Его надо постоянно придвигать ближе к зоне расплава.










Поддержание правильного сочетания скорости ведения процесса сварки, расстояния от электрода до металла, угла наклона, при котором горит стабильная мощная дуга, и есть мастерство электросварщика. Именно в этом мастерство профессионала, этому вы должны научиться. Улучшить свои навыки и понять, как держать дугу, поможет видео.
На первый взгляд кажется так много нужно контролировать, так все сложно. Это только на первый взгляд. Просто начните делать. Когда сделаете первые швы все станет понятно даже если учитесь сварке металла с нуля. У вас точно получится!
Общее описание порядка сварки инвертором
Для начала сварки инвертором нужно разобраться в его подключении. Для этого необходимо:
- Установить вилку питания в розетку или переноску длиной не более 5 м с сечением провода 2,5 мм.
- Нажать кнопку питания и убедиться, что зажегся соответствующий световой индикатор.
- Выставить правильную полярность. Для этого кабеля с держателем и массой вставляются в гнезда, обозначенные знаками «+» и «-». Частицы электронов всегда движутся от отрицательного заряда к положительному, поэтому держателем должен быть «+». Тогда присадочны металл будет более плавно и равномерно вплавляться в основную структуру.
- Вставить электрод нужного диаметра в держатель путем откручивания или нажима (зависит от модели).
- Установить сварочный ток в соответствии с параметрами свариваемого изделия.
- Очистить место сварки от мусора или следов краски щеткой по металлу.
- Одеть защитную маску со светофильтром.
- Разжечь дугу на черновой поверхности и перенести ее на место начала шва.
- Совершать поперечно колебательные движения с отводом шлака.
- Грамотно закрыть «замок» шва потушить дугу.
- Очистить поверхность от застывшего шлака специальным отделителем и проверить соединение на наличие дефектов.
Как правильно держать электрод и вести шов

Инверторная сварка дает хорошие результаты, если освоить правильное удержание электрода. Здесь существует несколько положений и техник. Вести шов, расположив электрод под 90 градусов относительно поверхности, можно только в редких случаях, где ограничено пространство для наклона рукой.
Оптимальным является наклон присадочного элемента на 45 градусов от плоскости. Это создает направленное движение для выхода расплавленного железа и облегчает удаление шлака. Вести шов можно слева направо и наоборот, в зависимости от удобства пользователя. Допускается траектория от себя и на себя. Движение осуществляется всегда в сторону наклона электрода, когда необходим хороший провар. Ведение углом вперед используют лишь для тонкого металла и широкого шва.
Между кончиком и деталью нужно выдерживать расстояние 3-5 мм. Оно должно быть стабильным. Если этот зазор сократить, то присадочный элемент будет часто прилипать. При удалении на 6-10 мм дуга рассеивается и перестает вплавлять металл.
Чтобы создать красивый шов в нижнем положении применяется несколько техник колебательных движений кончиком электрода. Это могут быть:
- «лежачие» восьмерки;
- полумесяцы;
- зигзаги;
- спирали;
- треугольники;
- двойные восьмерки;
- повторяющиеся прямоугольники.
Ширина выполнения фигур определяет наружные границы шва. Способ движений выбирается с учетом параметров соединения (где нужно больше присадочного металла на краях или посередине шва). Но это можно реализовать в нижнем положении, когда шлак и сталь не будут активно стекать.
Ошибки начинающего сварщика
Советы людей, которые уже освоили эту науку, помогут узнать, как правильно сваривать металл. Однако, это не гарантирует совершения ошибок при сварке. Особенно часто происходят ошибки при сварке инвертором. Это и неудивительно – инвертор представляет собой достаточно сложный аппарат, требующий грамотного подхода к нему. С практикой постепенно придет опыт и выставление параметров, характеристик и другое обслуживание инвертора будет происходить автоматически.
Возможные ошибки:
- Слишком большая скорость. Шов в этом случае, скорее всего, получится неравномерным по высоте.
- Наоборот, чересчур маленькая скорость. Это может привести к образованию прожогов, что относится к существенным дефектам.
- Не тот угол наклона электрода. Ровность шва будет нарушена.
- Сваривание деталей, выполненных из металлов разных марок, в том случае, если их характеристики сильно различаются между собой. Особую роль играет температура, при которой начинается плавление. Если один металл уже расплавился, а второй еще только слабо нагрелся, то будет трудно говорить о самой возможности сварки. Если она все же произойдет, то могут образоваться трещины.
- Сварка недостаточно сухими электродами. Перед началом работы их тщательно просушивают или даже прокаливают. Влажность этих расходняков вызовет неравномерное горения дуги.
- Неправильно выбранный режим, в частности величина тока.
- Большая или маленькая длина дуги.
- Недостаточно выполненный прогрев кромок. Для предотвращения этого следует подобрать поперечные колебательные движения, амплитуда размаха которых будет соответствовать ширине сварного шва.
Недопустимо сваривать металл сварочным аппаратом, срок поверки которого просрочен.
Существенным недостатком является наличие в полученном шве пор. Имеется много причин их появления:
- плохая предварительная зачистка кромок, оставление на них окалин, ржавчины, следов грязи;
- влажность электродов и кромок;
- сквозняки, гуляющие в зоне сварки;
- несоответствующие электроды, или недостаточного качества;
- существенная разница в составе основного и присадочного материалов.
Со временем приходит опыт, как правильно пользоваться сваркой, и приобретается мастерство сварщика.
Что необходимо для сварки
Сварка, хоть и считается увлекательным процессом, однако грязная и небезопасная процедура. Вся опасность сводится к 3 вещам – риск ожогов, поражения зрения и лёгких, где накапливается со временем осадок, ведущий к опасным заболеваниям. От этих факторов следует защищаться и оберегать себя по максимуму возможными методами, придерживаться правил безопасности. Помимо этого, потребуются соответствующие инструменты.
 Инструменты для сварочных работ ФОТО: stroy-aqua.com
Инструменты для сварочных работ ФОТО: stroy-aqua.com
Инструменты и средства защиты
Прежде чем приступить к сварочным работам, следует предпринять необходимые меры безопасности и приготовить инструменты:
- прибор для сварочных работ и электроды;
- защиту. Предполагается наличие спецмаски, особой одежды и перчаток. Пренебрегать средствами защиты при сварке нельзя, поскольку подобное чревато неблагоприятными последствиями;
- молоток и металлическую щётку (для удаления шлака после окончания работ);
- объект для тренировок – элементы из металла;
- ведро с водой. Для возникновения непредвиденных ситуаций.
 Электрический держатель предназначается для зажима, удержания электрода и подведения тока ФОТО: svar-life.ru
Электрический держатель предназначается для зажима, удержания электрода и подведения тока ФОТО: svar-life.ru
Потребуются и шаблоны для проверки параметров шва. Диаметр электрода подбирают с учётом толщины металлического листа.
Следует помнить про средства защиты. Подготавливается маска со спецфильтром, не пропускающим УФ-излучение и защищающим глаза. Такую же функцию будут осуществлять экраны и щитки. Костюм из брезента, который состоит из куртки и брюк, сможет защитить от металлических брызг, а также перчатки. Подобная прямая одежда предохранит человека от попадания расплавленного металла на кожу.
Выбор электродов
Электроды имеют определённые разновидности и марки, которые подбираются в зависимости от металла привариваемых заготовок. На всех размещается маркировка, дающая пользователю все требуемые данные. Научиться чтению маркировки довольно просто.
 Выбор электродов ФОТО: stankiexpert.ru
Выбор электродов ФОТО: stankiexpert.ru
Зачастую сверху их покрывают обмазкой, которая придаёт электродам качества, нужные для соединения разного рода металлов.
Для дугового сваривания понадобятся устройства, подводящие ток ко швам. Во многих ситуациях, это – проволока, которая состоит из спецпорошка. Однако для новичков, которые первый раз проводят сваривание, целесообразно воспользоваться электродами, в форме твёрдого стержня, покрываемого спецсоставом. Это даёт возможность даже начинающему сварщику оформить ровное соединение. Используются в основном стержни с диаметром 0,3 см. Электроды с меньшим диаметром используют, чтобы соединить тонкие металлические листы. Чтобы применять электроды крупных диаметров, потребуется техника большей мощности.
 Электроды для разного рода материалов ФОТО: moyasvarka.ru
Электроды для разного рода материалов ФОТО: moyasvarka.ru
Статья по теме:
Виды сварок
Разные виды сварок отличаются друг от друга способом воздействия на соединяемые материалы.
- Дуговая. Самый часто применяемый вследствие его простоты способ. При дуговой сварке в качестве плавящего инструмента используют электрод. С помощью него возбуждается дуга и удерживается на всем протяжении процесса сварки. Электрод выбирают в зависимости от марки металла, а его диаметр – от ширины сварного шва.
- Газовая. Источником тепла при газовой сварке выступает горелка. Из нее действием сильного давления выходит пламя, которое образовалось при горении смеси, состоящей из горючего газа типа ацетилена и кислорода.
- Полуавтоматическая. Используется механический прибор – полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом.
- Автоматическая. В отличие от полуавтоматики весь процесс проводится сварочным аппаратом. Необходима только настройка автомата для конкретной операции.
- TIG сварка. Популярностью пользуется у профессионалов. Привлекает ее универсальность и возможность сваривать металл разной толщины.
Независимо от того, какой вид сварки применяется, правильный сварочный шов получится в результате соблюдения требований технологического процесса, проведения подготовительных работ, выполнении рекомендаций.
Как варить профильные трубы
- сваривание осуществляется током от 10 до 60 А;
- диаметр электродов составляет от 0,5 до 2 мм.
- соединение выполняется в один проход;
- качество шва зависит от скорости сваривания; исполнителю нужно успеть произвести сварку прежде, чем рабочие кромки начнут остывать (хотя некоторыми марками, например, рутиловыми можно варить с отрывом).
Также существуют общие сведения (для изделий со стенками любой толщины), которые помогут исполнителю понять, как сваривать профильные трубы:
- при воздействии высоких температур трубы профильного сечения в большей мере подвержены деформации, чем круглые;
- расплавление металла может привести к заполнению и перекрыванию внутреннего пространства. Поэтому в тех случаях, когда пустотелость важна, следует следить за отсутствием капель металла внутри изделия;
- торцевое соединение способствует появлению высокого напряжения на углах, которые возникает из-за неравномерного нагрева и неправильного формирования валиков.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.








Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
Костюм из плотной ткани, полностью закрывающий тело, руки и ноги; Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе; Качественное оборудование для сварки; Электроды; Ведро воды для устранения возможных возгораний; Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы
Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Технология сварочного процесса
Для того чтобы научиться варить сваркой, необходимо знать о том, что электрическая дуговая сварка представляет собой процесс соединения металлов при помощи электрической дуги между поверхностью свариваемой детали и электродом. Возникающая при этом высокая температура способствует одновременному плавлению электрода и металлической основы. При этом образуется так называемая сварочная ванна, в которой металл основы смешивается с расплавленным электродом.
Размер ванны напрямую зависит от сварочного режима сварки, формы кромок соединяемых поверхностей, скорости движения электрода, положением деталей в пространстве и т.д. и составляет от 7 до 15 мм в ширину, 10-30 мм длиной и глубиной до 6 мм.
Сгорать от высокой температуры металлу не дает газовый слой, образующийся при плавлении обмазки электрода, который вытесняет весь кислород из зоны плавления. После удаления электрической дуги металл кристаллизуется и образует общий для свариваемых поверхностей шов, покрытый защитным слоем шлака, который после остывания удаляют.
Достоинствами электродуговой сварки являются
- высокая производительность;
- возможность сварки различных материалов без необходимости переналадки оборудования;
- хорошее качество сварного шва;
- недорогие расходные материалы;
- доступность.
В недостатки данного метода сваривания можно записать обязательное наличие электропитания и необходимость предварительной подготовки свариваемых кромок.






