

Особенности сварки труб
Ручная дуговая варка трубопроводов значительно отличается от работы с плоскими деталями. Тоже самое касается и других видов, которые применяются для водо- или газопроводов (аргонная, газовая). Далее представлены самые основные аспекты сварки труб ручной дуговой сваркой:
- Режимы настройки аппарата:
- сварочный ток рассчитывается следующим образом: диаметр электрода нужно умножить на 35. Это и будет оптимальная сила. Например, при работе с проводником в 3 мм, сила тока будет (3х35) 105А. конечно, эта цифра условная, но в среднем так и получается. При сварке труб малого диаметра и толщины не более 4мм, больше 150Атне потребуется;
- чтобы удержать дугу, необходимо четко соблюдать расстояние между проводником и металлам. Его рассчитывают исходя из диаметра электрода +1. Например, при электроде в 4 мм, расстоянием для дуги будет 5мм.
- Сварка труб малого диаметра (до 10 см):
- изначально стыки собираются вручную и прихватываются точечным методом (достаточно двух точке, располагающихся друг напротив друга);
- при стыковке деталей толщиной 4 мм и более варят в два слоя – сначала корневым швом, а потом валиком;
- горизонтальный шов при сварке труб малого диаметра каждый валик укладывается в противоположном направлении. Например, первый – справа налево, второй – слева направо, третий – справа налево и так далее;
- детали, толщиной от 3 до 8 сантиметров нужно сваривать небольшими участками, для получения более качественного соединения.
- Поворотные стыки и сварка труб большого диаметра:
- скорость поворота изделия должна равняться скорости ведения проводника (она устанавливается, отталкиваясь от толщины изделия (более толстые свариваются немного дольше);
- самое выгодное положение сварочной ванны – 30 градусов от верхней точки;
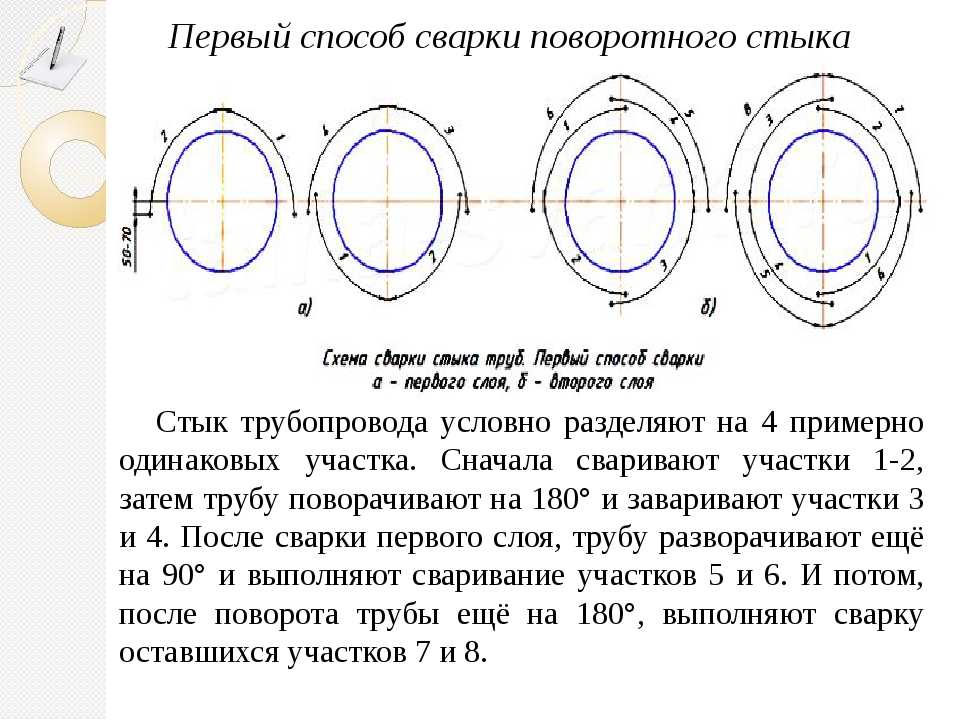
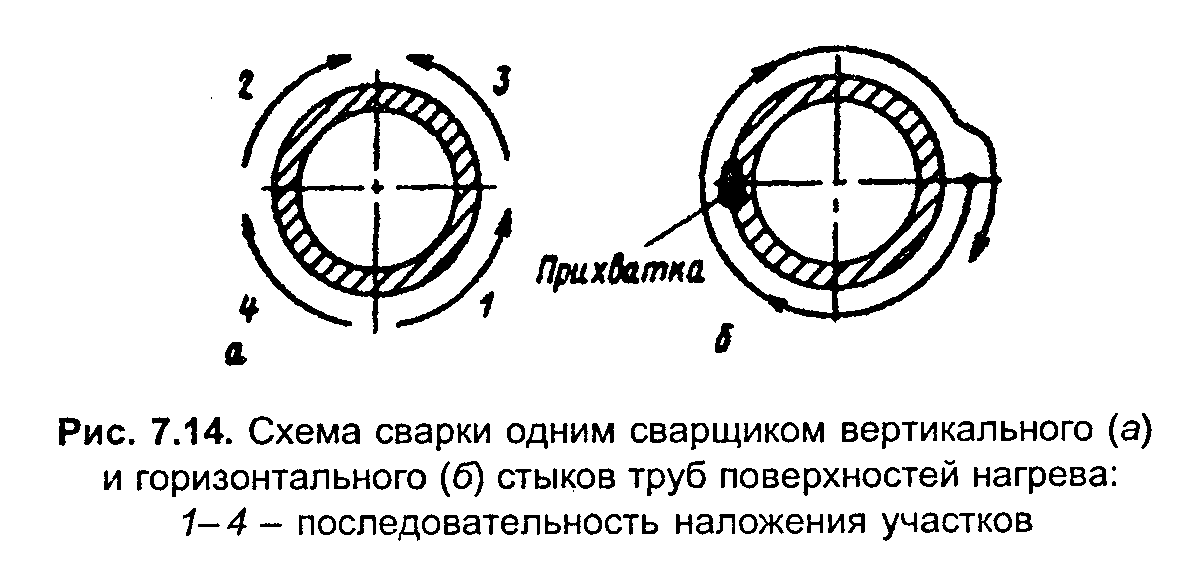
- при сваривании на участках, где есть возможность повернуть изделие на 180 градусов, работа производится в три этапа. Первый — в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу в один или два слоя. Второй – повернуть изделие и проварить оставшийся стык. Третий – опять поворачивают на 180 градусов и доваривают шов до конца.
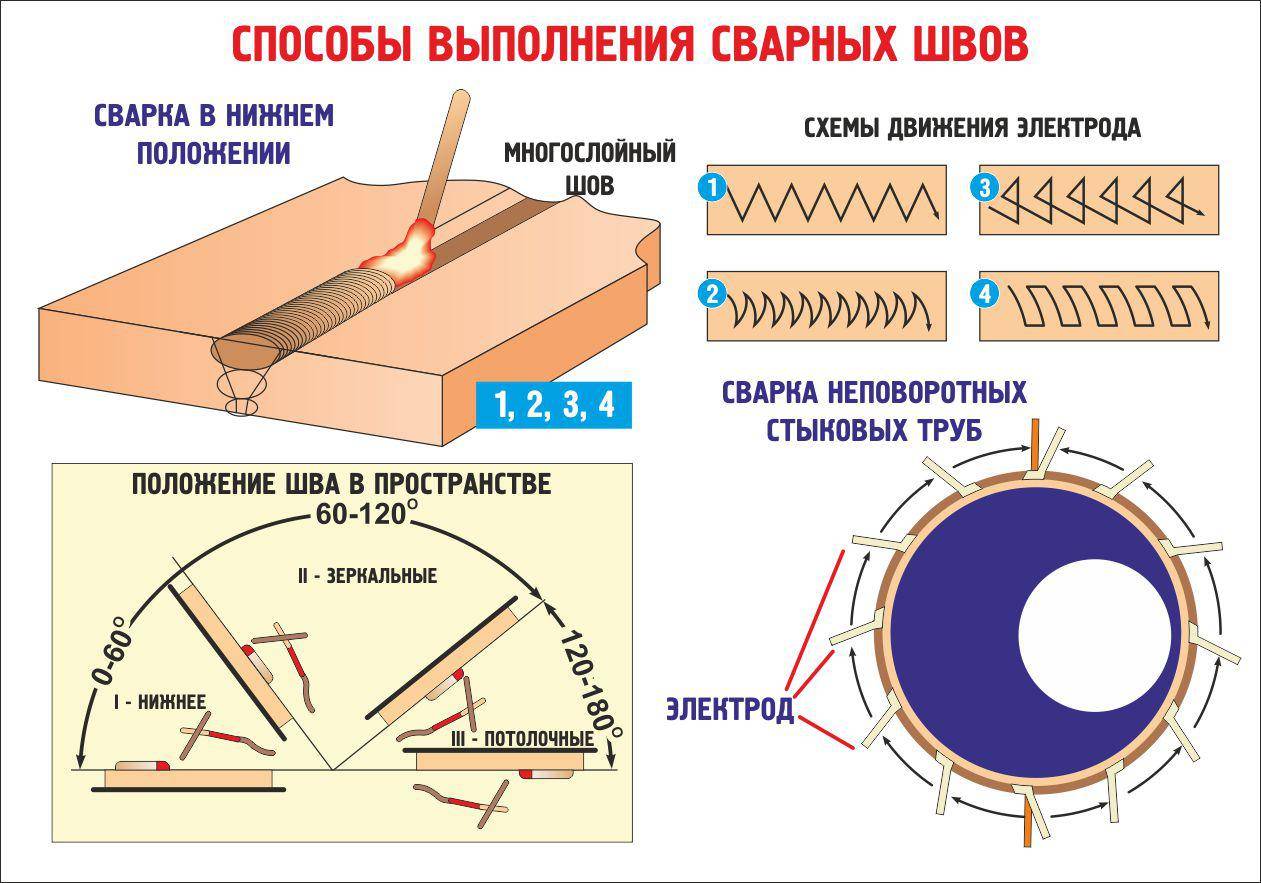
- Неповоротные стыки варить намного сложнее, поэтому для сварки труб ручной дуговой сваркой существует определенная технология:
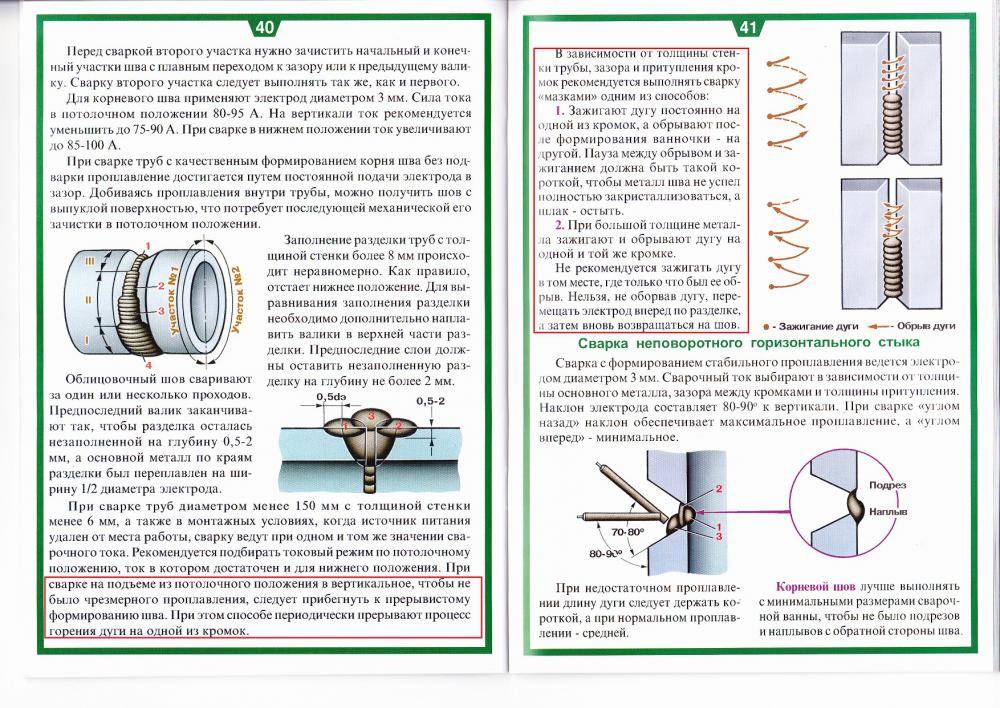
- вертикальные стыки варятся в два этапа. Периметр стыка условно делится вертикальной прямой линией на два участка. Они оба в итоге три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали. Нижним – 20 градусов от верхней точки изделия. Между этими положениями находится горизонтальное положение. Работу необходимо начинать с потолочного положения и вести электрод в нижнему. Каждый участок обрабатывается короткими дугами, которые рассчитываются так: D(эл)/2.
- горизонтальные стыки скрепляются углом назад. По отношению к оси электрод должен располагаться 80 градусов. Работа производится на средней дуге и для сварки труб малого диаметра и большого.
Соблюдая эти правила при сварке водопроводных труб электросваркой получится ровный и красивый шов, а главное герметичный, прочный и долговечный.
В завершении важно отметить, что дуговая сварка труб широко используется для работы с разными типами проводов. Мы рассмотрели, как правильно варить, находящиеся в разных положениях детали. В этом и заключается особенность обработки данных элементов, так как они соединяются разными типами швов, в разных положениях
В этом и заключается особенность обработки данных элементов, так как они соединяются разными типами швов, в разных положениях.
Новичкам, которые уже набили руку к разным видам соединения, не сложно будет адаптироваться к сварке труб ручной дуговой сваркой. И не стоит забывать, что половина успеха зависит от качества зачистки труб под сварку.
Технология сварки трубопроводов отлично показана в следующем видео:
https://youtube.com/watch?v=fV1uAGTmCMA
Какие электроды использовать для сварки труб отопления
Для прочного соединения труб отопления рекомендуется использовать электроды таких марок, как: Э42А, УОНИ 13/45. Поскольку их стержни имеют толстое покрытие, удаётся с лёгкостью сварить углеродистую сталь. Кроме этого, соединить отопительные трубы возможно и при помощи электродов Э-09Х1МФ либо ЦЛ-20.

В том случае, когда возникает необходимость в сварке элементов из легированной либо углеродистой стали, следует применить электроды ЦЛ-9 с основным покрытием. Стоит отметить, что сварочный шов, в данном случае, содержит низкий процент водорода, а соответственно шов получится максимально прочным.
Сваривать отопительные трубы, где постоянно находится горячая вода и возможно большое давление, нужно электродами МР-3. С помощью таких же стержней допускается выполнять соединение труб НКТ. Эти стержни обладают рутиловым покрытием, а их диаметр может быть 3-5 мм. Чтобы получить герметичный шов, необходимо в процессе использования электродов МР-3 наклонять их в сторону наплавления. Здесь лучше всего подойдёт короткая дуга.
При создании трубопровода можно использовать такие виды сварных стыков, как горизонтальный, поворотный и неповоротный. Все они имеют различную специфику.

Когда необходимо получить горизонтальные стыки применяются стержни с диаметром 4мм. При этом движения электродом делаются возвратно-поступательные, и таким образом, получается ровный и красивый ниточный валик в 1,5мм.
Следующий валик должен перекрывать предыдущий. Изначально ток подаётся порядка 160А. При сваривании 3 и 4 валика применяются стержни, имеющие диаметр 5 мм и ток около 300А.
Поворотный стык выполняется в 3 слоя. Вначале стык делится на 4 отрезка. После чего, два первых соединяются, производится поворот на 180 градусов, и свариваются другие отрезки. Далее деталь поворачивается на 90 градусов и осуществляется ещё один слой. В конце нужно сделать ещё один поворот на 180 градусов и снова сварить два последних отрезка.

Неповоротные стыки труб, как правило, осуществляются при помощи технологии трёхслойной сварки. В завершение стоит отметить, что для сварки труб необходим немалый опыт.
Какая сварка применяется для соединения стальных труб
Технология сварки стальных труб предполагает применение различных способов сварки:
- Газовая (ацетиленовая) сварка.
- Электродуговая сварка в обычной среде.
- Сварка в среде защитных газов.
- Полуавтоматическая и автоматическая сварка.
В бытовых условиях, когда выполняется монтаж систем водопровода, отопления, изготовление других конструкций из труб, применяют два первых типа сварки.
Газовая стыковая сварка
Сварка стальных труб отопления чаще всего выполняется именно этим способом, хотя существует немало умельцев, которые способны выполнять эти операции и электросваркой (особенно с появлением на рынке инверторной аппаратуры).
Технологический процесс сварки разделен на следующие этапы:
- Подготовка стыкуемых деталей. Трубы режутся обыкновенной болгаркой, при этом следует следить за тем, что рез был строго перпендикулярным продольной оси заготовки. После этого снимается фаска по кромке трубы (можно выполнять сварку и с прямыми кромками, но при наличии фаски стык будет больше заполнен, а это увеличит надежность соединения). Заготовка должна быть зачищена от следов коррозии, остатков краски, кроме того необходимо ее обезжирить. Эти меры повысят качество стыка.
- Следующий этап — выбор сварочной проволоки. Ее состав должен соответствовать материалу трубы. Опытный сварщик без труда определит наиболее подходящую для конкретных заготовок проволоку.
- Время сварки стальных труб ацетиленом невысоко, это обусловлено тем, что проварка стыка (заполнение шва) осуществляется в один заход. При этом шов должен быть завершен не встык, а внахлест.
- Иногда при сварке невозможно горелкой совершить замкнутый круг по стыку (при монтаже у стен, в углах). В этих случаях может применяться сварка изнутри. На доступной стороне прожигается технологическое отверстие, часть стыка (достать которую невозможно) проваривается изнутри, а завершают сварку обычным способом.
Электродуговая сварка труб
Следует сразу сказать о том, что стоимость сварки стальных труб по данной технологии может быть выше, чем при соединении ацетиленом. Но при большом диаметре или толщине стенки заготовки он приносит более качественный результат. Правда работу должен выполнять только высококвалифицированный специалист (если речь идет о стальных отопительных или водопроводных линиях).
Технология имеет следующие особенности:
- Подготовка труб аналогична работам с газовой сваркой, но следует в обязательном порядке выполнять разделку кромок (угол зависит от многих факторов, в среднем составляет около 60 градусов).
- Электроды должны соответствовать материалу труб, при этом не только состав основной проволоки, но и покрытия. Для заготовок различного диаметра применяют электроды диаметром от 2 до 5 мм, но это во многом зависит от того, какой аппарат для сварки стальных труб применяется. Гораздо проще работать инверторными сварочными агрегатами.
- Трубы укладывают и центруют, после чего их соединяют так называемыми прихватками. Их количество зависит от диаметра заготовки, при этом высота прихватки не должна превышать двух третей шва.
- Сварка выполняется в несколько проходов, шов заполняется послойно, при этом желательно с каждым слоем увеличивать диаметр применяемого электрода. Для удобства трубу постоянно проворачивают.
- При невозможности вращать трубу вдоль оси, сварку начинают с нижней точки, электрод при этом движется вверх.
Полуавтоматическая сварка
Самым эффективным считается именно такой метод. Конечно, цена сварки стальных труб таким способом, да и еще и в среде защитных газов, будет существенно выше, зато будет гарантировано максимальное качество. По большому счету, работа с полуавтоматом не отличается от обычной электродуговой сварки, главное подобрать правильный состав и диаметр присадочной проволоки.
Для соединения труб со стенкой до 5 мм вполне достаточно 1-1,2 мм:
- Подготовка и разделка кромок.
- Стыковка и центровка.
- Налаживание прихваток.
- Послойная сварка.
В качестве защитного газа чаще всего применяется аргон, хотя допускается использование и других смесей. Сварка в такой среде минимизирует влияние химических элементов, входящих в состав атмосферного воздуха.
На сегодняшний день именно различные виды сварки помогают получить наиболее надежное (неразъемное) соединение стальных труб.
Электросварка своими руками
В быту чаще всего применяется дуговая электродная сварка, так как она является наиболее простым и доступным методом и применяется при любом расположении труб. Источником энергии здесь выступает электрическая дуга, а носителем – электрод. Бытовые аппараты, применяемые для электросварки, характеризуется невысокой мощностью, не громоздки и работают от однофазной проводки.
- Сварочный трансформатор – преобразует переменный ток сети в постоянный ток сварки. Прост в обращении, но не в достаточной степени стабилизирует дугу.
- Выпрямитель – отличается более высокой стабильностью дуги.
- Инвертор – преобразует переменный ток в постоянный через инверторный модуль, отличается стабильностью дуги и малым весом.

Электросварка осуществляется с помощью плавящихся и неплавящихся электродов. Первые участвуют в процессе, поставляя частицы для образования шва. Новичкам рекомендуют использовать твердые электроды с плавящимся покрытием.





Диаметр электрода, как и тип используемого аппарата, и собственно метод сварки зависит от характеристик изделия: состава материала, толщины стенки, диаметра и так далее. При работе с трубами отопления или водопроводными, если речь не идет о магистральных конструкциях, чаще всего используются электроды диаметром в 3 мм – для электросварки изделий с толщиной стенок до 5 мм. Если параметр больше, или требуется формировать многослойный шов, то диаметр электрода должен быть 4–5 мм.

Как варить трубы: технология
Перед сваркой водопроводные трубы очищаются – особенно внутренняя поверхность, если кромка неровная, то концы выпрямляются или обрезаются. Затем края и с внутренней, и с внешней стороны зачищаются до металлического блеска. Ширина участка – не менее 1 см.

При большом диаметре или толщине стенки рекомендуется произвести предварительный прогрев – зона составляет не менее 0,75 см. Таким образом предупреждается появление закалочных структур.
- Электрод вставляется в держатель аппарата, активируется подача тока – для этого нужно чиркнуть стержнем по металлу. Сила тока определяется толщиной стенки изделия.
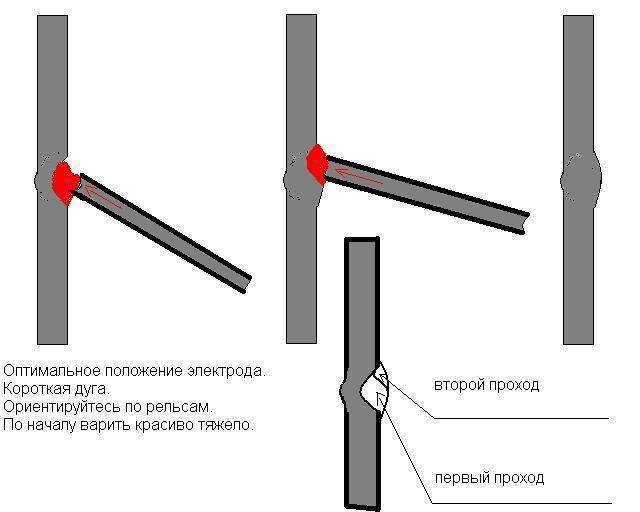
- После появления дуги электрод удерживается в месте стыка на расстоянии не менее 3 и не более 5 мм. Наиболее удобным полагают угол наклона электрода к плоскости участка в 70 градусов, как это показано на фото.
- Шов накладывается не ровным движением, а колебательным, имитируя распределение металла через стык на оба края. Траектория разная – серповидная, зигзагообразная, но в итоге на стыке образуется плотный неширокий валик.
- После остывания с него молоточком сбивается шлак. Если толщина стенок большая, накладывается второй и даже третий шов с обязательным удалением шлака перед каждым следующим этапом.
- При толщине более 8 мм, следует варить первый шов ступенчато: окружность разбивается на участки, фрагменты свариваются сначала через один, а на втором этапе – оставшиеся. Затем сверху накладывают сплошной шов.
Читать также: Как называется правильный шестиугольник

Сварочные работы относятся к опасным: брызги горячего металла, высокая температура дуги, ее яркость представляют нешуточную опасность. Поэтому варить водопроводные трубы или для отопления следует с соблюдением техники безопасности: обязательно использование защитного щитка или маски, брезентовых рукавиц, костюма или халата из плотной ткани – лучше всего брезент. Во время электросварки необходимо, чтобы неподалеку находилось ведро с водой и плед или кусок брезента.
Следующим этапом является подготовка и настройка самого оборудования. Для этого закрепляют зажим заземления, и проверяют изоляцию кабеля на предмет пробоев и прочих дефектов. Вставляют электрод в держатель, регулируют его положение под оптимальным углом, выставляют значение рабочего напряжения, таким образом, чтобы его мощности было достаточно для зажигания дуги.
Важным обстоятельством является последовательность включения сварочного аппарата – сначала настройка тока, подсоединение заземления, замена рабочих элементов и прочие манипуляции и только в последнюю очередь включение питания. При выключении все операции выполняются в обратном порядке.
Самостоятельная сварка трубопроводов
До того как начать непосредственно сваривать трубопровод, необходимо выполнить подготовку:
- Очистить соединяемые детали от покрытий, окисей, жира и грязи.
- В случае наличия на торцах труб существенных неровностей, их деформации желательно их аккуратно обрезать, чтобы получился идеальный срез, легко стыкующийся с такой же деталью.
- Зачистка внутренней и внешней поверхности возле кромки трубы на глубину от 10 мм и больше до состояний чистого металла.
Читать также: Игольчатый вибратор для бетона
Стальные трубы, как правило, свариваются встык и требуют проварки всех кромок по высоте стенок. Для уменьшения выпирающих внутрь трубопровода наплывов угол наклона электрода при их сварке должен быть менее 45 градусов по отношению к горизонтали.
Сам процесс сварки труб подразумевает непрерывную обработку их стыков до момента окончательного приваривания. Поворотные и неповоротные стыки между трубами ширина стенок, которых не превышает 6 мм, проваривают не меньше 2 раз, то есть в 2 слоя. При увеличении толщины стенок свыше 6 и до 12 мм накладываются 3 шва, более 19 мм – четыре и так далее.

Особенностью сварки труб является то, что из-за необходимости наложения швов друг на друга и технологии сварки требующей предварительной очистки свариваемой поверхности, процедуру очистки поверхности от окалины придется проводить после каждого слоя, чтобы наварить на него следующий. Как и в большинстве монтажных работ и в этом деле первый шов самый ответственный и определяющий качество всей работы.
В него должна полностью вплавиться вся кромка трубы с ее зазубринами и притуплениями. Этот начальный, основополагающий шов особо тщательно изучают на предмет трещин и в случае наличия их выплавляют или вырубают, повторяя заварку фрагмента заново.
Второй и дальнейшие слои наносятся при небыстром и плавном проворачивании уже наживленного соединения труб. Конец и начало всех слоев необходимо смещать по отношению к предыдущему на 15-30 мм. Конечный слой накладывают, делая плавный переход со шва на основную трубу с зачищенной кромкой.
Для обеспечения максимального качества шва, каждый следующий его слой наносят в обратном направлении относительно предыдущего, то есть если первый был по часовой стрелке, то второй должен быть – против и наоборот. Замыкание слоев шва делают не стык встык, а с запасом друг на друга – вразбежку.
Самостоятельная сварка труб дело довольно сложное, но это один из самых распространенных и требуемых от любого сварщика тип работ. Поэтому при желании освоить его не только можно, но и может быть крайне полезно и выгодно. Для этого достаточно лишь понять принципы и технологию сварки, и получив небольшую практику на самых легких упражнениях можно и дальше оттачивать свое мастерство вплоть до уровня профессионалов.
Для соединения металлических труб отопления используется технология электросварки. В этом материале вы найдете видео, которые познакомят вас с данной технологией и вы сможете самостоятельно справиться с работой.
Предлагаем вашему вниманию серию видеороликов, которые познакомят вас с общей теорией электроварки. Вы узнаете, какие электроды лучше использовать в работе, а также как подготовить трубы к сварке.
В этом видеоролике показан сам процесс сварки. Мастер расскажет, как выбрать ток и опишет этапы работы.
В продолжение темы — следующее видео.
Четвертый урок по сварке труб расскажет, как использовать в работе специальные электроды для сварки труб ЦУ-5.
В последнем ролике мастер расскажет, зачем нужны вторые проходы и опишет тонкости работы с разными типами электродов.
Если вам необходимо сделать врезку труб отопления, вам поможет справиться с работой этот ролик.
Еще один видеоурок для начинающих сварщиков, который научит варить трубы небольшого диаметра.
“>
Поэтапное описание процесса сварки
Для его осуществления удерживается дуга от электрода к изделиям, которые необходимо соединить. Под таким воздействием расплавляется основа и стержень электрода. Образуется так называемая сварочная ванна. Заготовки закрепляются тщательно и прочно, во время работы не должно произойти смещения.
Использование сварочного электрода.
Первый шаг – крепится зажим «заземление», кабель необходимо хорошо заизолировать и заправить в держатель.
Второй шаг – на сварочном аппарате выставляется мощность тока, соответствующая диаметру электрода.
Третий шаг – зажигается дуга. Электрод устанавливается под углом к изделию. Если медленно провести им по поверхности, появятся искры. Зазор 5 мм удерживается на протяжении всего процесса сварки.








Запомните, что при правильном сваривании электрод начнет выгорать. Его следует слегка прижимать к металлу. Если дуга не зажигается, попробуйте увеличить силу тока.
Четвертый шаг – наплавление валика. Дуга плавно и спокойно перемещается по горизонтали электрода. Расплавленный металл «подползает» к центру дуги. В итоге вы получаете крепкий шов.
Пятый шаг – шву необходимо время, чтобы полностью остыть. После того как это произошло, необходимо аккуратно очистить его от шлака, постучав по нему молотком. Все лишнее отлетит от трубы, и вы увидите чистый шов
Действовать нужно осторожно во избежание повреждения труб
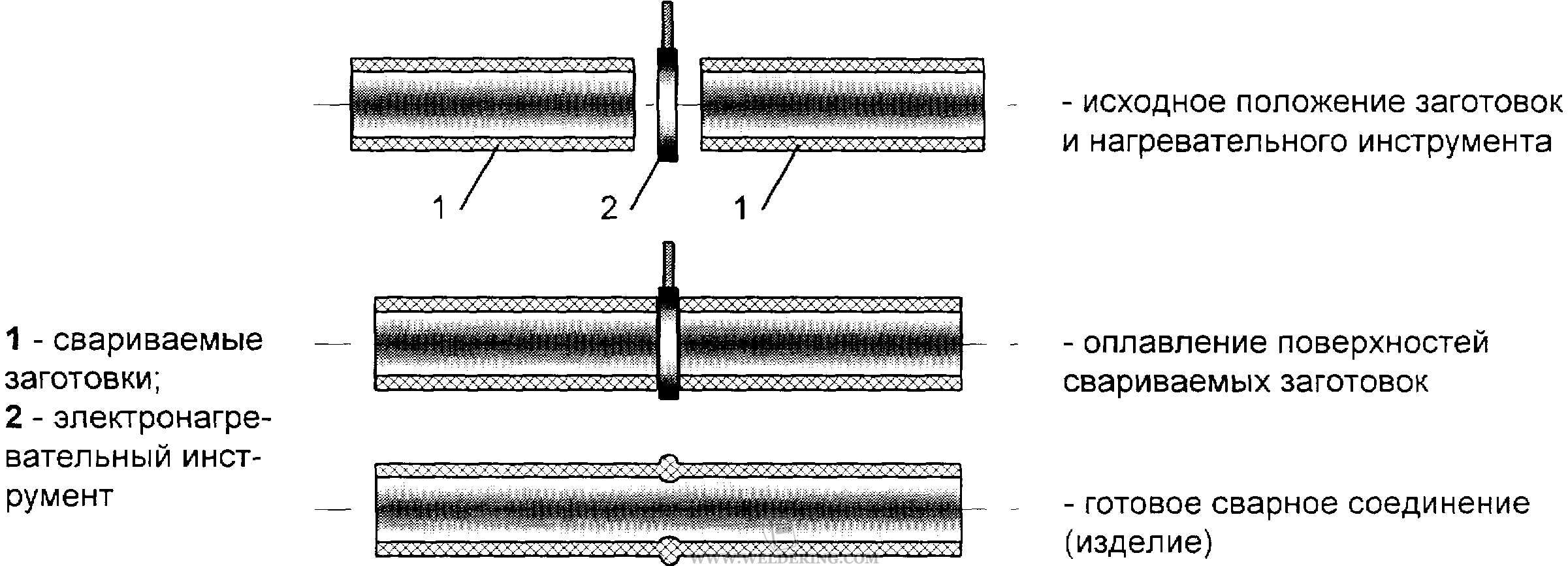
Технология сварки пластиковых труб
Для сварки полипропиленовых труб применяется специальный аппарат
Полипропилен постепенно вытесняет сталь, так как при относительно небольшой стоимости обладает рядом положительных характеристик. Пластиковые трубопроводы рассчитаны на высокое давление, отличаются легкостью, гладкими внутренними стенками и отличным внешним видом. Но трубопровод будет эффективно выполнять свои функции, если все стыки будут прочными и герметичными. При этом следует учитывать, что при пропускании горячей воды температурой свыше 110 градусов полимер становится мягким и начинает увеличиваться в размерах. Поэтому для монтажа отопления используются только армированные стекловолокном или алюминиевой фольгой изделия.
Для стыковки звеньев используется специальный паяльник. Прибор двухсторонний, с одного края патрубки для внешнего, а с другого — для внутреннего нагрева стыкуемых деталей.
Для их соединения используются такие фитинги:
- муфты;
- переходники;
- углы;
- тройники;
- крестовины;
- резьбовые фланцы для присоединения к батарее отопления.
В процессе сварки место стыка превращается в монолитное соединение
Процесс сваривания полимерных деталей осуществляется по такой методике:
- Составление схемы обвязки отопительной системы.
- Выпиливание заготовок определенной длины. Делается поправка на величину погружений труб в отверстия фитингов и размеры самих фитингов.
- Разогрев паяльника, пока не загорится зеленый индикатор. Это свидетельство, что можно начинать сборку.
- Присоединение деталей к прибору на патрубки соответствующего диаметра. Греть их нужно в соответствии с показаниями таблицы, которой комплектуется оборудование.
- Соединение трубы и фитинга. Делается это строго в одном направлении, пока внутренняя деталь не упрется в стопорный выступ в фитинге. Проворачивать изделия, двигать ими вперед-назад нельзя. Допускается коррекция по углу стыковки.
- Охлаждение. Необходимо выдержать стык в статичном положении столько времени, сколько прописано в инструкции к прибору. Только после этого можно продолжать сборку.
как варить отопление электросваркой в труднодоступных местах, как сварить пластиковые и металлические трубы, сварной шов
Чтобы система отопления была максимально надежной и функциональной, проводят сварку труб отопления. В зависимости от того, из каких именно труб организовывается контур, технология сварочных работ может отличаться.

Пластиковые трубы
Для стыковки между собой полипропиленовых деталей обычно применяют один из двух способов, чем лучше варить трубы отопления:
- Раструбная сварка. Осуществляется погружением одного конца трубы в другой.
- Муфтовая сварка. Применяется промежуточный элемент — муфта.
Для коммутации комплектующих из полипропилена используется диффузионная сварка. В процессе ее реализации происходит нагревание отдельных узлов контура с помощью специального паяльника мощностью 1500 В. Подобные приборы работают от обычной сети 220 В. В среднем на нагревание уходит не более 5 с. Характеристики полипропилена таковы, что его плавление начинается при температуре +27 градусов. Нужную температуру нагревания можно выставить на регуляторе температуры.

Процесс сваривания полипропилена в разные времена года имеет свои отличия. Если процедура проводится зимой в условиях улицы, продолжительность нагревания несколько увеличивают. Такой же принцип справедлив при работе с трубами большого диаметра: как правило, их нужно разогревать в течении 30 с. Специальная насадка на приборе обеспечивает одновременный разогрев всех поверхностей, которые будут стыковаться (имеется в виду труба и муфта). По ходу повышения температуры на деталях появляются «отбортовки».

По достижению нужной температуры элементы нужно извлечь с насадок и состыковать вместе, соблюдая равномерность нажатия с обеих сторон. Отдельные части после стыковки в разогретом состоянии запрещается сдвигать или крутить, иначе шов потеряет свою прочность. Чтобы соединение имело достаточную крепость, детали в соединенном состоянии нужно выдержать не менее 30 с. Признаком излишнего нагревания поверхности труб является приобретение ею коричневого цвета.
Металлические трубы
Для соединения комплектующих системы отопления из металла применяется метод электрической сварки. Перед тем, как варить трубы отопления, необходимо обзавестись металлическими электродами. Они проводят электрический ток и играют роль «присадки» для заполнения сварочного шва. Приступая к соединению, отдельные отрезки труб чистят от песка, грязи и мусора. Все замеченные при этом деформированные концы необходимо выровнять или обрезать. Для реализации дуговой сварки края деталей зачищают на ширину не менее 10 мм. Для коммутации труб по окружности необходимо наблюдать непрерывный режим. Чтобы сварить трубы отопления электросваркой, как правило, применяется разное число слоев.

Это напрямую зависит от того, какую толщину имеют стенки труб отопления:
- 2 слоя – при толщине не более 6 мм.
- 3 слоя — 6-12 мм.
- 4 слоя — более 12 мм.
С каждого уложенного слоя перед укладкой следующего нужно убрать шлак. Стартовый слой укладывают методом ступенчатой наплавки. В дальнейшем применяется сплошная наплавка размягченного металла. По ходу соединения необходимо распределить ступенчатую наплавку на несколько промежутков, применив метод «через один».

Особенно важна при организации отопительного контура укладка первого слоя. Если будет допущен брак, такой участок устраняется и накладывается заново. Осуществляя накладку последующих слоев сварки, необходимо равномерно поворачивать трубу по своей оси. При реализации каждого последующего слоя делают небольшие смещения на 1,5-3 см от начала предыдущего. Завершающая наплавка должна состыковаться с основной поверхностью, и быть гладкой и ровной.
Сварка трубопровода в рабочем состоянии
Что соединить трубы под давлением, приходится столкнуться с вопросом, как варить отопление электросваркой в труднодоступных местах. Это объясняется частым расположением трубопровода в узких нишах или вплотную к стенам.

Чтобы реализовать сварочные работы, вырезают отверстие для сварки внутри трубы. После этого провариваются остальная часть. Начинать работу лучше всего от центральной части нижней поверхности трубы. для получения качественного шва электрод позиционируют под углом 90 градусов. Вертикальные швы накладывают в другом положении электрода (под углом вверх): для этих целей нередко используется точечная сварка.
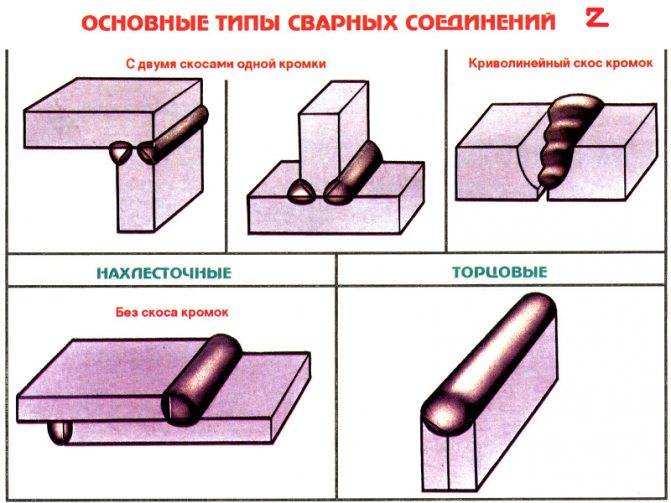
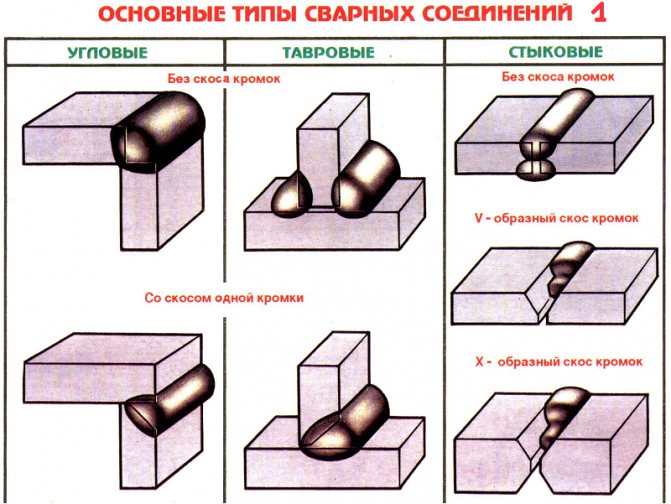
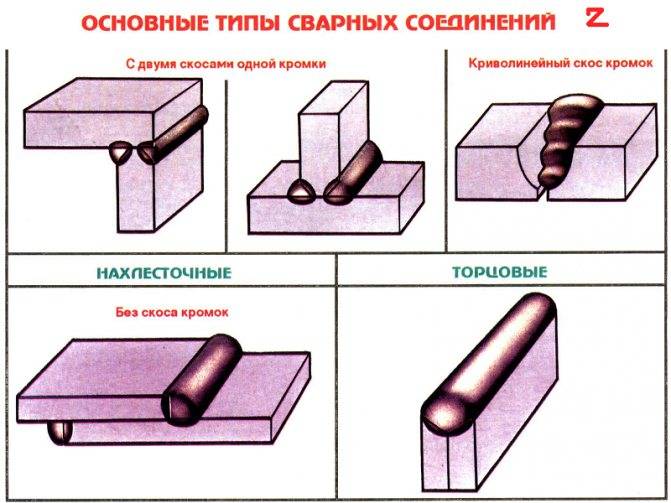
Варианты сварных соединений
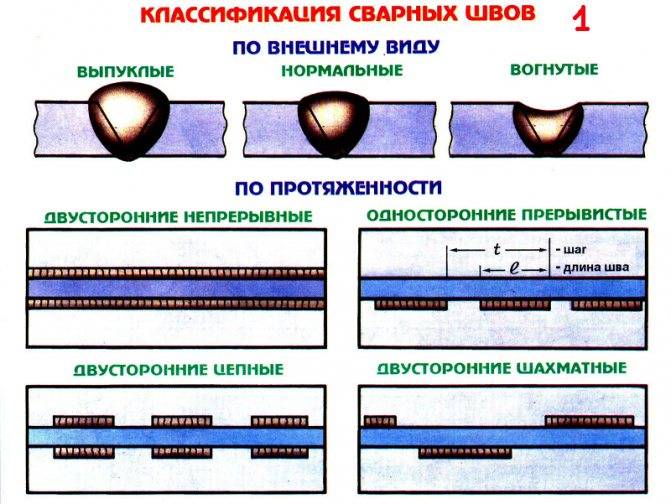
Существует множество различных видов сварных соединений. В частности, они могут быть:
- продольными стыковыми с одно- или двусторонним швом;
- поперечными стыковыми с внутренней расточкой или без неё, со скосом кромки или без;
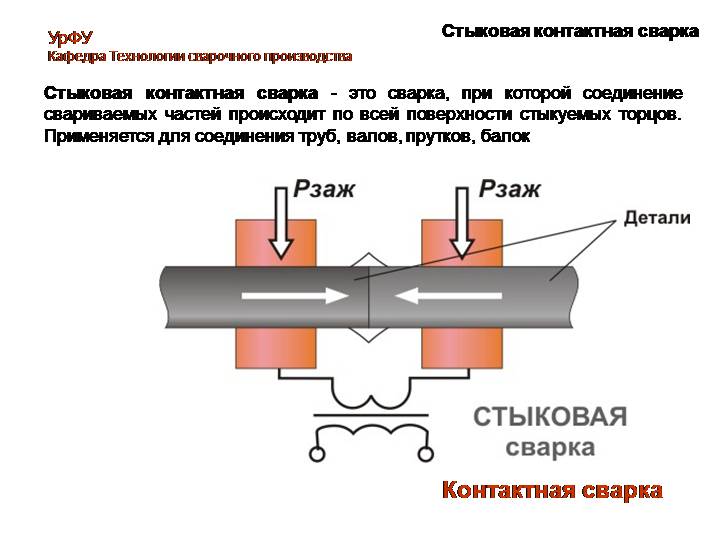
- контактным стыковым;
- одно- или двусторонним угловым;
- раструбным.
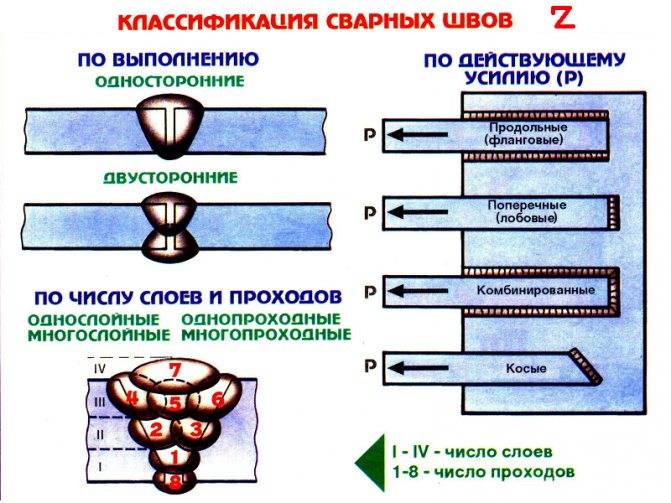
Наиболее широкое распространение при сварке трубопроводов отопительных систем получило стыковое соединение с поперечным швом. Это объясняется его высокой прочностью. Сварные швы могут быть:







- односторонними;
- двусторонними;
- односторонними с подкладным кольцом.
Проверенная технология сварки труб
Односторонние швы применяются при сварке труб с внутренним диаметром до 500 мм.
Также металлические и полипропиленовые трубы могут соединяться при помощи муфт.
Типовая сварка стальных труб
Сварка широко используется для соединения труб отопительных систем, изготовленных из различных материалов. Она обеспечивает высокую прочность и надёжность стыков, что позволяет применять её в условиях высокого давления и температуры. Многообразие способов сварки даёт возможность выбрать наиболее подходящий вариант соединения труб в конкретных условиях. Современные технологии стыковки труб из полипропилена позволяют выполнить монтаж даже человеку, не имеющему высокой квалификации в сфере сварочных работ.
Азы электродуговой сварки
Чтобы получить как можно лучшие результаты при создании сварочного шва, начинающим сварщикам в первую очередь нужно ознакомиться с уроками, где уделяется внимание правильному выполнению этой работы на первых этапах. Желательно и получать практику выполнения сварочных работ под руководством опытного специалиста, который не только укажет на ошибки, но и подскажет, как их не допускать в будущем
Прежде чем начинать сваривать детали, нужно убедиться, что она достаточно надежно зафиксирована
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании
Также следует уделить внимание и небольшим остаткам использованных электродов, которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл.
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
При точном соблюдении всех рекомендаций должна зажечься дуга. Пока сварка не будет закончена, нужно держать электрод на расстоянии 5 мм. Следует иметь в виду, что во время сварки металла стержень электрода начнет постепенно выгорать.
Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону. Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
Может возникнуть такая ситуация, что во время сварки изделий электрод будет полностью израсходован, но при этом его не хватило для создания всего шва. В этом случае нужно сделать перерыв в работе. Отключив аппарат,нужно вставить новый электрод, убрать с поверхности шва шлак, а затем продолжить сварку. От созданного в конце шва углубления, часто именуемого кратером, нужно сделать отступ около 12 мм и зажечь дугу. Приближать электрод следует с тем расчетом, чтобы при контакте возник сплав из металла старого и вновь установленного электрода. Далее сварку выполняют в обычном режиме.





