

Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
«Лишние» шайбы показаны стрелочками.
А нажимной подшипник он взял бы большей ширины.
Важный нюанс! Нижние ролики не крутятся относительно шпильки, т.к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.
Это подсказало Pin008, как удешевить конструкцию.
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Так вы уменьшите бюджет на постройку профилегиба.
Присоединиться к обсуждения самодельного станка можно в теме Арочный профилегиб без токарки.
И посмотрите видео, где FORUMHOUSE показывает самые значимые новинки уходящего года в области строительного инструмента.
Как согнуть профильную трубу — простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
Вместо дорна песок
При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой
ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда. Замерзшую профтрубу гнут на шаблоне
Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5% меньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности. Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.
Изгиб профильной трубы
В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.
ручной трубогиб
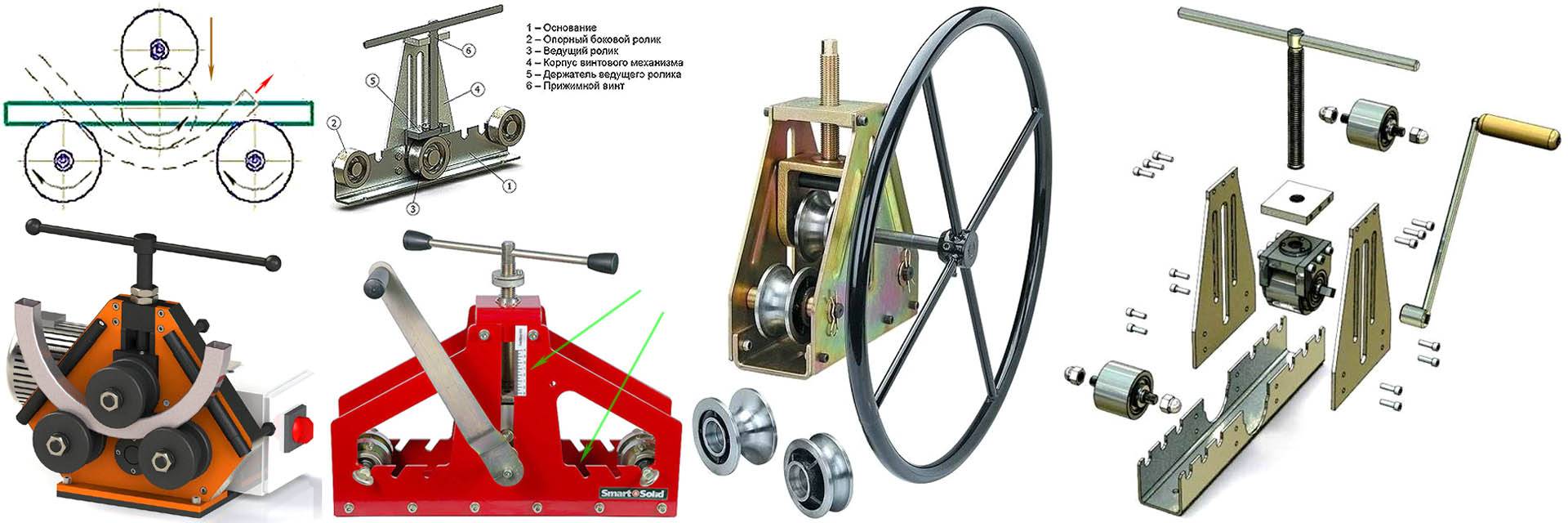
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.
Роликовый трубогиб
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов. Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения. Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик









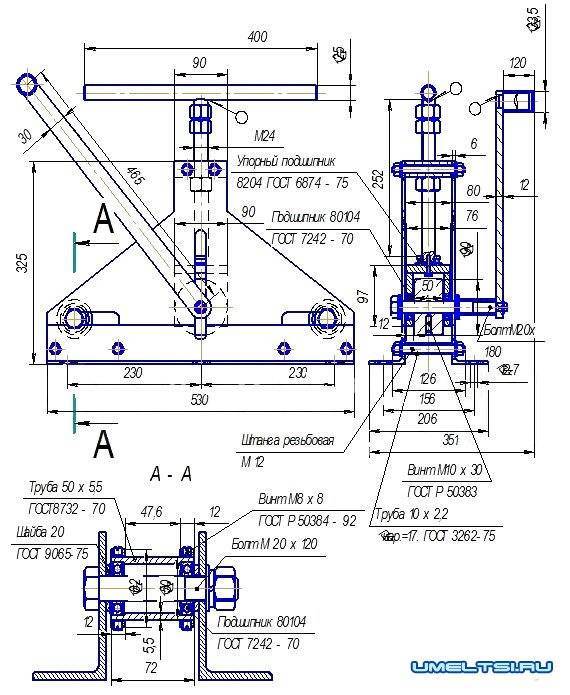
Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия. Чертеж трубогиба
Чертеж трубогиба
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
2 Как согнуть трубу без трубогиба?
Если ввиду каких-либо причин вы не имеете возможность изготовить полнценный трубогиб своими руками, для работы с трубами можно сконструировать шаблон. Это неплохой вариант для гибки алюминиевых и медных труб, однако обрабатывать стальной профиль на шаблоне достаточно сложно.
Гибка на деревянном шаблоне
Существует несколько разновидностей шаблонов, наиболее простым из них является деревянная конструкция. Из массива дерева, толщина которого превышает диаметр обрабатываемой трубы, необходимо вырезать полукруг (размеры подбираются в соответствии с требуемым радиусом изгиба). Полученный полукруг фиксируется на верстаке либо другой устойчивой поверхности, с правой стороны от него монтируется упор, который будет фиксировать обрабатываемый профиль.
На этом простейший самодельный трубогиб можно считать готовым. Для гибки необходимо разместить профиль в отверстием между шаблоном и упором, после чего прикладывая давление на ее свободный конец придать трубе нужную форму.
Шаблон из металлических крючков
Для работы с полимерными трубами подобный шаблон можно сделать из металлических крючков, жестко зафиксированных в форме полукруга на деревянной поверхности. Однако металлический профиль такая конструкция не выдержит.
2.1 Магазинные станки
Узнав, как согнуть трубу без трубогиба, можно понять, что занятие сложное и муторное. Поэтому при отсутствии навыков для изготовления самодельного устройства рациональным решением будет приобрести гибочный станок заводского производства.
Для простых задач оптимальным вариантом будут трубогибы «Инстан». В ассортименте компании представлено около различных 10-ти моделей, однако лучше всего зарекомендовал себя гидравлические трубогибы серии ТПГ, а именно:
- Инстан ТПГ-1Б;
- Инстан ТПГ-1.25Б;
- Инстан ТПГ-2Б.
Инстан ТПГ-1
Числовое обозначение в маркировке указывает на максимальный диаметр труб, которые может согнуть данный станок. В качестве силового элемента в станках серии ТПГ используется гидроцилиндр прямого действия, который приводится в действие нагнетательным устройством. В комплекте со станками поставляются гибочные шаблоны, позволяющие обрабатывать трубы минимальным диаметром от 3/8″.
В качестве альтернативы станкам Инстан можно рассматривать трубогибы ЗУБР. Рекомендуем обратить внимание на модель ЗУБР-12, стоимость которой составляет 13 тыс. рублей. Рассмотрим ее технические характеристики:
Рассмотрим ее технические характеристики:
- максимальное усилие — до 12 тонн;
- максимальный диаметр гибки — 51 мм;
- рабочие сечения — круг, квадрат;
- ход штока — до 230 мм;
- угол гибки — до 90 мм.
Трубогиб ЗУБР-12
ЗУБР-12 представляет собой достаточно габаритный гибочный станок, вес которого превышает 35 кг. В комплекте с агрегатом поставляются 2 сменных ролика и 6 насадок для работы с трубами разных диаметров. Для обработки толстостенного профиля лучше подойдет модель ЗУБР-10, которая позволяет гнуть изделия со стенками толщиной до 5 мм и сечением до 76 мм.
Для бытовой эксплуатации приобретать электрический трубогиб особого смысла нет, если только вы не занимаетесь мелкосерийным производством металлоконструкций. В первую очередь такая покупка нерациональна из-за высокой стоимости, цены на проверенный модели начинаются от 100 тыс. рублей
Однако при необходимости рекомендуем обратить внимание на электрические гибочные станки Stalex HTB-1000 и ЕНН-40
Метод гибки
Станок для гибки профильной трубы может работать следующим образом:
- Метод наматывания;
- Метод обкатки;
- Метод вальцовки;
- Метод выдавливания.

Роликовый трубогиб для профильной трубы
Наматывание
Принцип работы первого таков: специальным зажимом труба прижимается к гибочному ролику. Дальше ролик приводится во вращение, при этом наматывая на себя изделие. Ролик вращается до нужного момента, то есть до достижения необходимого угла.
Понятно, что радиус стальных дуг будет определяться только радиусом самого ролика. По этой причине есть возможность изменять его.
Поскольку данный профилегибочный станок оказывает сильное механическое воздействие на изделие, то в процессе работы оно может повредиться. Особенно это касается тонкостенных стальных, медных и других типов труб. Чтобы этого не случилось, в комплекте трубогибочный станок имеет специальный стальной стержень. Этот стержень имеет закрученный конец.
Его применение очень просто – он просто помещается внутрь трубы и не дает ей деформироваться. Кроме такого стержня может быть применен дорн, который состоит из шарниров, поэтому является довольно гибким. Принцип работы этого приспособления аналогичен принципу работы стержня.
На сегодняшний день станки, работающие по принципу наматывания, являются самыми распространенными. Наличие таких дополнительных приспособлений, как дорн, дает возможность получать очень точные изгибы с постоянным радиусом. Причем само закругление может иметь всего 1,5 диаметра самого изделия, или полторы единицы от длины диагонали.
Подобные агрегаты применяются и в авиации, и в автомобилестроении, и в других отраслях.

Электрический трубогиб
Обкатка
Профилегибочный станок для стальных материалов, работающий по принципу обкатки, имеет немного иную конструкцию. Профиль надежно зажимается между двумя роликами, один из которых полностью неподвижен. После установки изделия, второй ролик начинает движение вокруг статичного, сгибая тем самым профиль.
Радиус дуги будет зависеть в этом случае от размеров неподвижного ролика.
Профилегибочный станок такого плана не предусматривает наличие стальных стержней или дорнов. Поэтому минимальный радиус ограничен – равен минимум 3 диаметрам круглой продукции и 3 длинам диагонали для профиля прямоугольного сечения.
Вальцевание
Профилегибочный станок, который работает по принципу вальцевания, одинаково подходит и для прямоугольного сечения и для круглого.
Данные агрегаты, в большинстве своем, имеют целых три ролика. Все эти ролики лежат в одной плоскости, кроме того, двое из них расположены на одной линии.
Принцип работы таков: изделие зажимают между двумя роликами, которые лежат на одной линии. При этом третий ролик подводится к изделию, надавливая на него. Таким образом, создается некоторое давление. Дальше профиль приводится в движение, которое по средствам давления третьего ролика образует дугу.

Составные части трубогиба
Удобна такая конструкция тем, что радиус легко регулируется: чем сильнее третий ролик надавливает сверху на профиль, тем меньше радиус его изгиба.
Подобные конструкции используются для изготовления колец, сегментных дуг, трубных спиралей и многих других изделий. Кроме того, для получения более качественной и точной спирали, на данный профилегибочный агрегат может устанавливаться специальный механизм, который способен поднимать шаг витка.









Выдавливание
В данном случае изделие будет опираться на две опоры, расположенные по краям. При этом ролик, который называется гибочным, будет давить на трубу в центре. Это и вызывает деформацию. Часто именно такие станки называют арбалетными.
Профилегиб своими руками: размеры и чертежи
Есть несколько способов сделать профилегиб своими руками, каждый из которых требует определенных инструментов и умений. Ниже приведены четыре основных варианта:
Простой станок с роликами
Для создания такого станка нужно использовать ролики, резьбовые стержни и шарниры. Ролики устанавливаются на резьбовые стержни, которые, в свою очередь, размещаются на поддоне станка.
Для сгибания листа нужно поместить его между роликами и нажать на них, чтобы сгиб образовался. Размеры резьбовых стержней и роликов должны соответствовать толщине используемого листа. Также можно использовать шарниры, чтобы управлять углом сгиба и получать более сложные формы.
Простой ручной профилегиб
Для ручного сгибания листа можно использовать простые инструменты, такие как гильза и направляющие.
- Гильза – это металлическое кольцо с резьбой на внутренней стороне, которое устанавливается на конце листа. Направляющие – это металлические пружины с круглыми секциями, которые также устанавливаются на конце листа.
- Для сгибания нужно поместить лист между гильзой и направляющей, нажать на них и сгибать лист вручную. Такой способ подходит для небольших листов и простых форм.
Механизированный профилегиб
Для создания более сложных форм и изготовления более толстых листов можно использовать механизированный профилегиб. Это может быть станок с ручным управлением, использующий гидравлические силы для сгибания листа, или автоматический станок с электронным управлением.
Такие станки обычно имеют более сложную конструкцию и требуют большего опыта и навыков для их изготовления.
Электрический станок
Это самый современный и технологичный способ профилегиба. Электрический станок обычно использует электромеханические силы для сгибания листа и имеет электронное управление с программируемыми настройками.
Профилегиб без токарных работ
Если у вас нет доступа к токарному оборудованию или вы хотите создать профилегиб без дополнительной обработки, то можно использовать специальные пресс-формы.
Это металлические формы с рельефными поверхностями, которые устанавливаются на пресс и используются для сгибания листа при помощи силы, например, ручной силы или гидравлической силы. Такой способ подходит для небольших листов и простых форм.
После того, как вы выбрали способ профилегиба, нужно создать чертежи и размеры для станка или пресс-формы. Это может быть сделано с помощью специального ПО для черчения, например, AutoCAD. После того, как чертежи готовы, можно приступать к сборке станка.
Вам может понравиться
Комментарии ВК:
Имя *
Комментарий
- https://derevyannie-doma.com/tehnologii/trubogib-svoimi-rukami-chertezhi-kak-sdelat-ruchnoy-trubogib-dlya-profil-noy-truby.html
- http://obustroen.ru/instrumenty-i-oborudovanie/ruchnoy-istrument/slesarno-montaghnyy/trubogib-svoimi-rukami-chertezhi.html
- https://prorab.guru/insrtrument/trubogib-dlya-profilnyih-trub-svoimi-rukami.html
- http://obinstrumente.ru/ruchnoj-instrument/trubogib-dlya-profilnoj-truby-svoimi-rukami.html
- https://stroychik.ru/tools/trubogib-dlya-profilnoj-truby-svoimi-rukami
- http://sdelajrukami.ru/trubogib-svoimi-rukami/
- https://v-teplo.ru/trubogib-dlya-profilnyih-trub-svoimi-rukami.html
Виды трубогибов
Общий принцип работы таких устройств одинаков. Однако прослеживаются некоторые особенности, исходя из приводов.
- Пружинный трубогиб – наиболее простой механизм. Однако использоваться он может только в случае работы с профилем диаметром до 40 мм. Он состоит из одного вала, пружины и ручки. Труба закладывается в паз и гнется с помощью нажима на нее. Работа с таким устройством требует определенных навыков и немалой силы. К ним относится трубогиб Stalex MY 22 TG.
- Если рассматривать станок с ручным приводом, к примеру трубогиб ручной тр 1, то работает он следующим образом: верхний давящий ролик приводится в действие с помощью механического привода. Чаще всего это вращение ручки. Вал начинает вращаться с небольшим нажимом на трубу, которая постепенно продвигается и прогибается. За следующим проходом трубы по валам давление на нее увеличивается. Арматура проходит между валами трубогиба до получения нужной формы. Такое устройство может использоваться для труб любой формы и диаметра 20 мм, 40 мм и выше. К ним относится ручной трубогиб российский тр 068 1000, Blacksmith m07, MTB10 – 40, а так же некоторые модели Stalex выше 22, к примеру, НВ 40.
- Гидравлический привод трубогиба представляет собой домкрат, который, нажимая на трубу, гнет ее без вращения и перемещения. Эта модель более дорогая, но намного проще в использовании. К тому же гидравлический привод позволяет контролировать угол и радиус изгиба. Такие устройства производят как отечественные заводы, так и зарубежные фирмы Blacksmith модели выше m07 и Stalex кроме вышеупомянутых MY 22 и НВ 40.
- Рычажный станок позволяет производить загиб тонкостенных труб углом до 180º.
- Арбалетный используют для загиба тонкостенных труб из цветных металлов. Позволяет делать загибы до 90º.
Цены трубогибов будут возрастать от первого пункта к третьему.

Виды ручных трубогибов
Но стоит помнить, что цена станка обратно пропорциональна простоте работы на нем, возможности установить конкретный радиус и угол изделия.
Станок для гибки труб, исходя из формы закладываемой арматуры, бывает трех видов:
- трубогиб для круглой трубы. К ним относятся модели типа Stalex 22 и НВ 40. Особенность такого приспособления в том, что желоб на валах для прокладки трубы выполнен в форме полумесяца. Это позволяет не деформировать сечение трубы при ее загибе;
- трубогиб для труб с прямоугольным сечением. В таких моделях желоб имеет углы для укладки профильной арматуры;
- универсальный. Такой станок имеет либо съемные, либо раздвижные желоба. К ним относится трубогиб ручной универсальный mb32 25, 22. Универсальной можно назвать и модель Stalex НВ 40.
Как сделать трубогиб своими руками?
Цены трубогибов хоть и не заоблачные, но все же приобрести его может позволить себе далеко не каждый. Особенно в том случае, когда устройство нужно вам на один – два раза в году, а не на каждый день.

Самодельный ручной трубогиб
Трубогиб, как уже говорилось, устройство достаточно не сложное, поэтому может быть изготовлено своими руками из подручных материалов.
Самый простой способ механического станка для тонкостенных круглых труб – две доски, между которыми устанавливаются валы. Под нижние нужно сделать горизонтальные прорези для регулировки радиуса загиба. Верхний вал ставится в вертикальные прорези.
К нему крепится сверху давящий винт, а сбоку – поворотная ручка. После закладки трубы между валами, винтом прижимается верхний вал и ручкой проворачивается. И так постепенно, поджимая и продвигая трубу по валам, вы получите нужный радиус загиба.
Гидравлический станок так же можно сделать в домашних условиях. Для этого может быть использован автомобильный домкрат или лебедка.
Профилегиб. Простая конструкция
В некоторые моменты для создания определенных конструкций, могут понадобиться определенные инструменты или станки. Например, придать трубе или профилю определенную форму, т.е. появляется необходимость в изменении формы. Для такого действия и нужен станок, который поможет справиться с этой работой.Так и у автора ютуб-канала Юрия Сербина возникла такая необходимость. Поэтому для своих нужд он собрал станок который гнет профильные трубы. Конструкция данного профилегиба достаточно проста в изготовлении, затруднение может вызвать только необходимость в поиске токаря, чтобы выточить некоторые детали. Если же есть в вашем распоряжении токарный станок или токарь, то проблем при изготовлении возникнуть не должно.
Инструмент который использовал мастер при работе: -Сварочный аппарат, -УШМ (болгарка), -дрель, -магнитные держатели. Большую часть материала обходимого для изготовления станка автор взял у себя в гараже. В ход пошли старые уголки и другие железки. Для начала автор изготавливает основание будущего профилегиба. Для этого он берет два уголка 60х40 мм и сваривает их между собой. Далее от уголка размером 35х35 отпиливаются заготовки под стойку для среднего ролика, которым будет прижиматься сгибаемая деталь. На одной из сторон каждого уголка спиливается одна стенка, чтобы он плотно прилегал к основанию при проведении сварочных работ. Данные детали выставляются на основание, проверяются на ровность уголком и привариваются.
Следующий шаг — изготовление платформы для крутящего валика. На нее пошли два уголка размерами 60х60, в стенках которых были сделаны прорези, которые совпадают с расстояниями между стойками среднего ролика. Данные детали свариваются. Затем так же из уголков, подгоняя их под внутренний размер опорных стоек, создается крышка, в середине которой сверлится отверстие под резьбовую шпильку. На него приваривается высокая гайка. Затем деталь вставляется внутрь стоек таким образом, чтобы ее края были на одном уровне с краями опорных уголков. Высверливаются отверстия, в которых нарезается резьба. С помощью болтового соединения детали соединяются.На нижнем конце прижимной шпильки стачивается резьба. На данный конец надевается гайка и приваривается. Во второй гайке и конце шпильки делается сквозное отверстие. В детали, на которой будет установлен ролик, делается отверстие под шпильку. Она в него вставляется, и на тот конец где есть отверстие, вставляется гайка. Через отверстия пропускают фиксатор, чтобы она не слетела. С помощью такого соединения шпилька будет крутиться и поднимать-опускать прижимной механизм станка.Берется металлический прут и отрезаются заготовки, на которые будут устанавливаться подшипники.
Далее, с помощью токарного станка автор обтачивает концы роликов, чтобы на них одевались подшипники. Тот ролик, который будет устанавливаться в среднюю часть станка, имеет более удлиненную сточенную часть. Это необходимо для того, чтобы на нее можно было одеть ручку, которая будет приводить станок в действие. Для подшипников, установленных в этой же части станка, автор вытачивает защитные кожухи, которые привариваются к прижимной части детали.
Из профильной трубы 20х40 вырезаются опоры, но которые будут устанавливаться валики с подшипниками. В профилях делаются разрезы похожие на строение ласточкина хвоста. Таких деталей нужно 8 штук. Они привариваются к основанию, по 4 штуки с каждой стороны. На них будут устанавливаться валики, по которым сгибаемая заготовка будет ездить. Между этими опорами устанавливаются направляющие, сделанные из уголка. Они не будут привариваться к основанию, а установятся к нему на болтах, чтобы иметь возможность регулировки ширины в зависимости от сгибаемого профиля. Следующий шаг это установка ручки и крепежных пластин. Пластины необходимы для жесткого крепления станка к поверхности, чтобы при работе он был устойчив.Последний этап — покраска и проверка работоспособности.Как видно, станок уверенно справляется с поставленной перед ним задачей. Источник
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Типы и модели трубогибов
Промышленность выпускает различные типы профессиональных трубогибов. Для гибки труб небольшого диаметра, как правило, применяются инструмент с ручным приводом, а вот трубы диаметром до трех дюймов сгибаются с использованием трубогибов, оснащенных гидроприприводом.
Подобный инструмент предназначен для выполнения масштабных работ. Промышленные трубогибы могут быть выполнены как в стационарном, так и в мобильном вариантах. Наиболее удобен инструмент, подключающийся к электросети.








Электромеханические трубогибы обеспечивают наиболее точный угол и радиус изгиба. При этом изменение формы труб не влечет каких-либо деформаций внутреннего профиля.
Трубогибы подразделяются и по способу изгиба:
- в арбалетных трубогибах в качестве изгибающего элемента применяется форма определенного диаметра;
- ручной пружинный инструмент предназначен для гибки металлопластиковых труб при помощи специальных пружин;
- в сегментных трубогибах изгиб осуществляется путем растягивания трубы вокруг сегмента; дорновые инструменты осуществляют изгиб тонкостенных труб на малый радиус с использованием стальных, пластиковых и латунных дорнов.
При осуществлении изгиба трубы следует учитывать допустимые радиусы изгибы для труб различных диаметров и разных параметров толщины стенок. Допустимые радиусы изгиба для изделий различных характеристик представлены в специальных справочниках. При нарушении радиуса качество изгиба может значительно снизиться.
Сфера применения трубогибов
Рассматриваемое приспособление широко применяется в различных сферах промышленности и народного хозяйства. Это и строительство, нефтяная и газовая промышленность, производство сантехники, сфера жилищно-коммунального хозяйства, а также его используют для бытовых потребностей. Это может быть изготовление садовой мебели, навесов, беседок и др.

При помощи трубогиба можно создавать самые разнообразные конструкции из профильных труб
Однако, чаще всего данное оборудование применяется для деформирования и гибки труб при прокладке трубопроводов или возведении зданий (когда профильные трубы используют как часть арматурных конструкций). Трубные изделия могут иметь самую разную форму и материал, но в любом случае необходимо использовать для их сгибания трубогибочные станки.
Сборка трубогиба (пошагово)
- Первым делом, конечно, подготавливается надежное устойчивое основание, это может быть стальной лист толщиной 1 см или бетонное основание с вмонтированными гайками для крепления прочих элементов конструкции.
- Далее выполняется монтаж боковых ведущих валиков установки.
- После этого можно приступить к установке подвижных частей станины.
- Потом следует выполнить проверку подвижных частей, к этой работе следует отнестись с особой ответственностью. Вы должны убедиться, что элементы конструкции не застревают при выполнении работы. Если не продиагностировать конструкцию, то она может сломаться при проверке с ведущим гидравлическим приводом.
- Затем приваривается стойка главного ведущего вала.
- Теперь выполняется этап работы по закреплению центральной стойки ведущего вала, вал следует закрепить болтами с контргайкой.
- В последнюю очередь прикрепляется приводная ручка.
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.

Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Общая схема ручного трубогиба
Как сделать трубогиб? Независимо от способа изгиба – открытая или полузакрытая – самодельный трубогиб должен включать в себя:
- Сменный профилированный ролик, по которому будет производиться обжатие.
- Деформирующий рычаг, с помощью которого производится изгиб трубы.
- Фиксатор одного из торцов.
- Переналаживаемый шаблон или ограничитель хода рычага.
- Защитный кожух.
- Основание.
Некоторые конструкции самодельных трубогибов для трубы могут иметь привод, позволяющий выполнять деформирование толстостенных материалов. Для этого применяют гидравлические двигатели: они бесшумны, автономны и выполняют изгиб с повышенной точностью.
Вертикальные оси с оснасткой располагают в подшипниках качения. Приспособление прикрепляется к слесарному верстаку или другой опорной поверхности.
В простых случаях (соотношении R/d > 20; здесь R – внешний радиус гиба, d – наружный диаметр круглой трубы или размер стороны – для квадратной) трубогиб не потребуется, поскольку деформирующие усилия незначительны. Что бы их согнуть, достаточно расположить трубчатую заготовку в составном шаблоне, части которого последовательно перемещают в необходимом направлении.
Учёт пружинения (в градусах) при сгибании среднеуглеродистых сталей на углы 90…1800 выполняется с помощью следующей таблицы:
| Наружный диаметр трубы, мм | Толщина стенки трубы, мм | |||
| До 0,5 мм | До 1,0 мм | До 1,5 мм | До 2,0 мм | |
| До 10 мм | 2…3 | 3…4 | 4…5 | 5…6 |
| До 20 мм | 3…4 | 4…5 | 5…6 | 6…8 |
| До 30 мм | 4…5 | 5…6 | 6…8 | 8…10 |
| До 50 мм | 5…6 | 6…8 | 8…10 | 10…12 |
| Свыше 50 мм | 6…10 | 8…10 | 10…12 | 12…15 |
Ниже рассматриваются конструкции, которые можно изготовить в домашних условиях. Чертежи таких трубогибов доступны в Интернете, поэтому самоделки всегда получают с применением подручных средств .





