

Последовательность работ
Для хорошего результата полипропиленовые трубы варятся поэтапно:
Начинать следует с подготовки оборудования. Прибор размещается в удобном, ровном месте. Подбираются нагревательные элементы в соответствии с предполагаемыми работами, нужно подобрать диаметры примеркой к трубам. Положить в доступное место. Как правило, большинство приборов позволяет использовать одновременно много насадок. Рекомендация такова: все, что понадобится, приготовить заранее, до включения аппарата. Он греет насадки равномерно, независимо от места подключения их температура одинакова. Готовится закрепление в оптимальном месте для работ. Насадки монтируются с использованием спецключей. На панели контроля параметров выставляется температурный режим, обычно полипропилен сваривают на 260°. Сварочный аппарат включается в сеть, ожидается среднее время нагрева около 15 минут. Качественная сварка возможна только при положительных температурах окружающей среды. Время сваривания корректируется от температуры воздуха, чем жарче, тем быстрее происходит процесс, и наоборот.
- Подготовка трубы выполняется с использованием трубореза или другого инструмента путем среза трубы под углом в 90°. Место сварки вычищается и обрабатывается от жира спиртом или мыльным раствором. Стыки тщательно сушатся. Сварка труб марки PN10-20 на этом этапе заканчивается. Для марки PN25 и выше надо также убрать с места стыка армирующие алюминиевые слои. Глубина зачистки определяется по насадке от сварочного аппарата, зачищать удобно шейвером точно до заданной величины.
- Трубы вставляются в насадки по диаметру до ограничителя. Время разогрева задано, оно табличное и его нарушать нельзя.
- После выдерживания элементов на разогреве они снимаются и быстро, с соблюдением центровки, соединяются. Запрещено их прокручивать, смещать, изгибать. При использовании фитинга они погружаются до ограничителя.
- На время охлаждения, особенно тонкостенных труб, нельзя их двигать. Всякая деформация на этой стадии нарушит прочность шва. После остывания труба тестируется на прохождение и герметичность.
Сантехника, собранная на полипропиленовых трубах, прослужит долго, а процесс пайки настолько прост, что любой с ним справится.
Монтаж полипропиленовых труб в труднодоступных местах своими руками
Переходная муфта-американка
Для соединения узлов из полипропилена, особенно в сложных местах, используется преимущественно «американка» (особенно углового исполнения). Эта муфта легко состыковывает необходимые отрезки труб, когда цепи уже вмонтированы в общий трубопровод. Плюс участок с данной деталью можно часто разбирать и собирать.

Профиль «американки» — это состыковка двух участков трубопровода или переход на трубу иного размера в диаметре. С одной стороны, деталь прикручивается/припаивается/приваривается, а с другой – разборное соединение американка (по-другому, быстроразъемная резьбовая гайка).
Юлия Петриченко, эксперт
Для соединения выбирают «американки» следующих видов:
- с внутренней резьбой;
- с наружной резьбой;
- муфта с наружной и внутренней резьбой.
По типу конструкции муфта-американка бывает:
По виду резьбовых стыков:
- плоская (цилиндрическая);
- конусная (создаёт наиболее качественное соединение).
Наиболее популярны для монтажа в труднодоступных метах угловые «американки».

Монтаж ППР труб с помощью муфты-американки
При установке «американки» с металлическим узлом необходимы прокладки/уплотнители:
- полиуретановые;
- паронитовые;
- резиновые;
- тефлоновая нить или паста и т. п.
Плюс для закручивания муфты в процессе монтажа необходим шестигранник, натяжной ключ (обычный или с лентой) или цилиндр с выборками под зацепы.
Методы монтажа муфты:
- «Американка» для ППР сваривается/паяется. Метод соединения стандартный – «паяльником».
- Затягивается инструментом на металлической части. При затягивании используются уплотнители.
Видео-урок монтажа труб с помощью переходной муфты
Монтаж или ремонт полипропиленовых труб не имеет больших сложностей в работе. Главное — придерживаться температурного режима при нагреве и времени состыковки элементов. Плюс при ремонте необходимо начинать с более труднодоступных мест. Не забывайте также фиксировать магистраль клипсами или другими деталями, чтобы трубопровод не сорвало при увеличении давления.
Если у вас есть комментарии или советы по улучшению монтажа ППР труб поделитесь с нами!
Полипропиленовые трубопроводы (ППР) в силу своей ценовой доступности, физических параметров и удобства монтажа являются широко востребованными в бытовом хозяйстве при организации холодного и горячего водоснабжения. При самостоятельном монтаже наибольшие сложности вызывает пайка полипропиленовых труб в труднодоступных местах, справиться с которой без ошибок новичку довольно сложно.
Поэтому полезно изучить приемы – как правильно спаять трубопровод у стен, особенности пайки в углах, желательно уметь провести ремонт полипропиленовых участков трубопровода с соблюдением технологии.
При этом очень важно сделать правильный выбор инструмента и знать наиболее часто встречающиеся ошибки у новичков
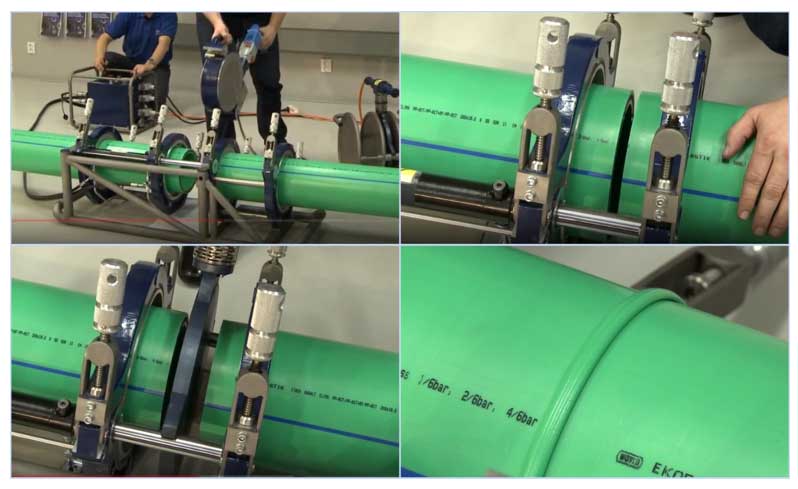
Рис.1 Промышленный аппарат для пайки ППР стыковым способом – принцип работы
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Оборудование для сварки

Аппарат для пайка труб
Обеспечить долгосрочное качественное соединение элементов водопровода можно, если сварочный аппарат соответствует следующим требованиям:
- обеспечивает равномерный нагрев поверхности до 260С
- позволяет фиксировать соединяемые элементы во время сварки и в процессе охлаждения
- отвечает требованиям безопасности при проведении работ
Доступные агрегаты попадают в диапазон от самодельных до профессиональных. Выбор того или иного варианта определяется количеством сварных швов, сложностью архитектуры трубопроводной системы, диаметром элементов и опытом сварщика.
Почему лучше отказаться от кустарного

Самодельный аппарат для сварки
Одно из наименований сварочного агрегата — “утюг” — объясняется возможностью сделать этот прибор на базе бытового утюга. Для сборки потребуется разобрать утюг и заказать или приобрести дополнительные элементы. Такой способ сварки не рекомендуется по следующим причинам:








- невозможно откалибровать прибор в домашних условиях, не гарантирована не только температура нагрева, но и ее стабильность
- не гарантировано качество компонентов
- затрачиваемое время и стоимость дополнительных частей соизмеримы со стоимостью нового агрегата, предлагаемого в магазинах
Для экономии средств рекомендуется рассмотреть вариант аренды или покупки сварочного аппарата, бывшего в употреблении.
Профессиональная сварка — объемы работ и скорость

Электрофитинги
При монтаже трубопроводов на больших объектах большую роль играет время завершения обвязки. В этом случае можно использовать профессиональное оборудование.
При муфтовом способе профессиональные сварщики используют для соединения электрофитинги. Этот метод обеспечивает максимальную скорость и высокое качество работ. Порядок сварки:
- нарезать детали нужной длины
- обезжирить места будущих соединений
- вставить трубы в фитинги
- подсоединить аппарат для сварки к электрофитингам при помощи проводов
- включить аппарат, дождаться автоматического отключения
- визуально проконтролировать правильность соединения
В связи с высокой производительностью этот метод оправдывает цену электрофитингов за счет повышения скорости обвязки в несколько раз по сравнению с ручной пайкой.

Профессиональный аппарат для стыковой сварки
Если профессиональная сварка производится методом спайки труб встык, используют профессиональные сварочные аппараты, обеспечивающие плотное соединение свариваемых частей, а также равномерный нагрев поверхностей. Профессиональное оборудование обеспечивает четкое совмещение осевых линий и фиксацию частей для предотвращения изгиба в месте сварки.
Оптимальный выбор для самостоятельного соединения деталей

Пример комплектации сварочного набора
Для проведения водопровода в отдельной квартире или частном доме можно приобрести набор для сварки пластика, включающий в себя:
- паяльник с регулятором температуры
- насадки различного диаметра (популярные модели предлагают 6 размеров)
- нож для обрезки
- измерительную линейку или рулетку

Установка детали трубопровода и фитинга в паяльник для сварки
Дополнительно в комплект могут входить отвертка, перчатки и другие материалы. Аппарат для сварки должен быть устойчивым, чтобы не деформировать элементы в процессе нагрева. Не рекомендуется приступать к работе, не имея опыта сварки и работы с выбранной моделью паяльника.
Канализация в частном доме своими руками – быстро и без проблем. Описание устройства, какие бывают виды и схемы (20 Фото & Видео) +Отзывы
Достоинства трубопроводов из полипропилена
К преимуществам трубопроводов их полипропиленовых труб относят:
- теплостойкость материала;
- применение фитингов делает возможным создание систем неограниченной конфигурации с неограниченным количеством изгибов;
- низкая цена (дешевле только полиэтилен);
- долговременная прочность при работе с наполнителями температурой от 70˚С до 85˚С;
- сварка враструб полипропиленовых труб настолько несложный технологический процесс, что его можно произвести самостоятельно в домашних условиях;
- высокие значения SDR и МАОР определяющие максимальное рабочее давление, которое выдерживает труба
Что такое солнечная батарея
Солнечная батарея представляет собой панель, состоящую из соединённых между собой фотоэлементов. Она напрямую преобразует солнечную энергию в электрический ток. В зависимости от устройства системы, электрическая энергия аккумулируется или сразу идёт на энергообеспечение зданий, механизмов и приборов.

Солнечная батарея состоин из соединённых между собой фотоэлементов
Простейшими фотоэлементами пользовался почти каждый. Они встроены в калькуляторы, фонарики, аккумуляторы для подзарядки электронных гаджетов, садовые фонарики. Но этим использование не ограничивается. Существуют электромобили с подзарядкой от солнца, в космосе это один из основных источников энергии.
В странах с большим количеством солнечных дней батареи устанавливаются на крышах домов и используются для отопления и нагрева воды. Этот вид называют коллекторами, они преобразуют энергию солнца в тепловую.
Нередко электроснабжение целых городов и посёлков происходит только за счёт этого вида энергии. Строятся электростанции, работающие на солнечной радиации. Особенное распространение они получили в США, Японии и Германии.
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
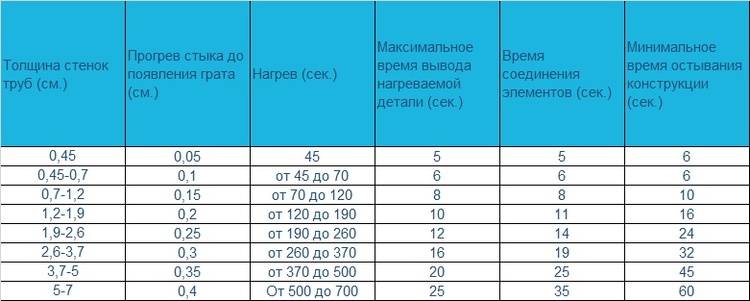
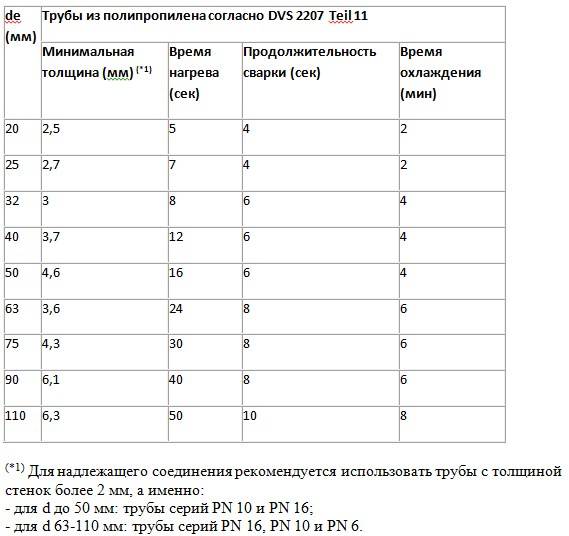
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.
Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов
При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб. В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.
Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
![[инструкция] пайка полипропиленовых труб | видео](https://zakazkolodca.ru/wp-content/uploads/2/0/4/2040b431a9126b0caae68d79742a417c.jpeg)





Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
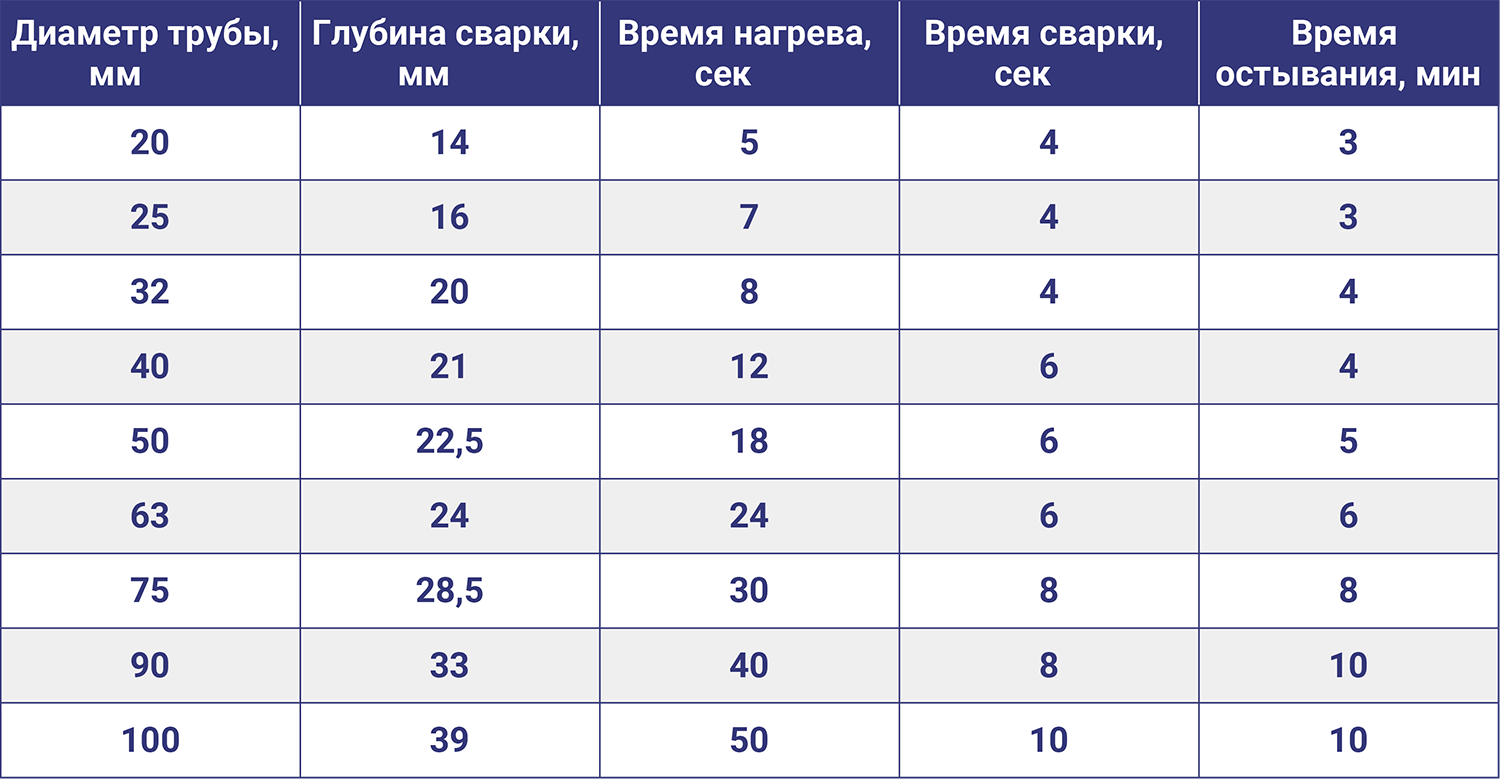
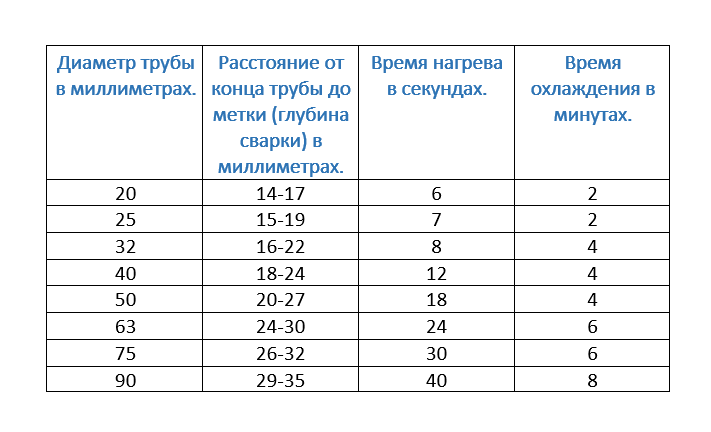
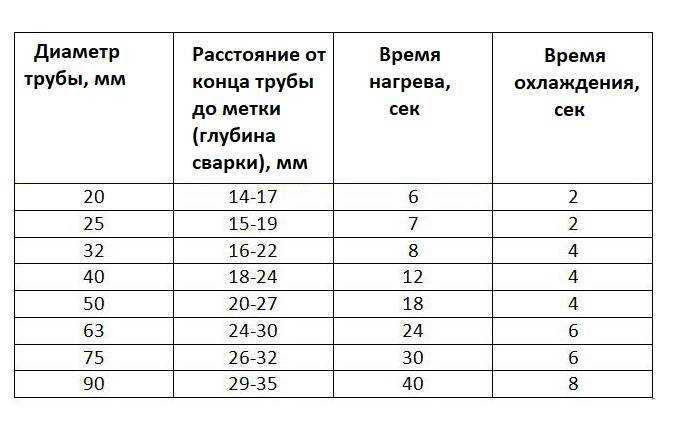
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
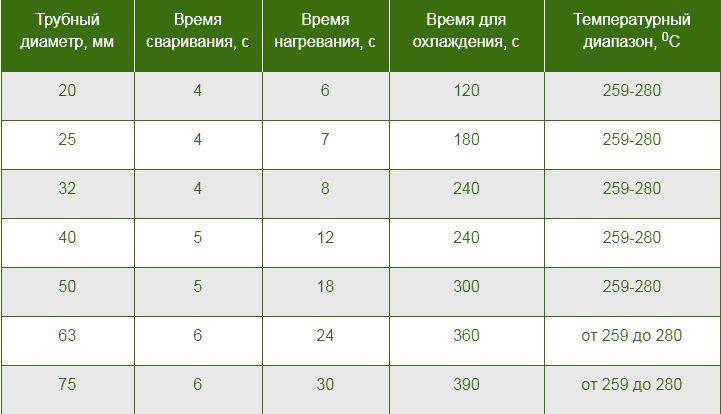
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Виды труб
Полипропиленовые трубы имеют определенные особенности. Они отличаются по структуре и назначению.
Для водопровода
Трубы с маркировкой PN 10 подходят для холодного водоснабжения. Их допустимо применять для сооружения систем теплых полов с нагревом до 45 градусов. Для таких изделий характерны тонкие стенки. Для горячего водоснабжения подходят модели с маркировкой PN 25.
Для отопления
Модели с маркировкой PN 16 применяются для отопительных магистралей с низким давлением. Изделия PN 20 считаются универсальными. Они допускают подачу воды температурой не более 85 градусов. Также в отопительных системах можно применять изделия с маркировкой PN 25.
Соединение ПВХ труб с трубами из металлопластика
Как паять полипропиленовые трубы с алюминиевым слоем? Как их соединять? Можно ли паять полипропиленовые трубы разных производителей?
В случаях, когда возникают подобные вопросы, при паянии нужно использовать специальные переходники.
Одна их сторона крепится к металлу или металлопластику посредством резьбы, другая припаивается по стандартной технологии к пластику.
По той же технологии устанавливают переходники, на основе которых подключают смесители. Изделия внешне выглядят так, словно металлическую резьбу вплавили в полипропилен.
Как проверить соединение на течь
При завершении монтажных работ, связанных с организацией водопроводной системы, можно приступать к проверке качества трубопровода.
Для этого в него подают воду. Вентиль открывают на дом или квартиру, затем открывают краны смесителей в помещениях. Напор воды должен быть максимальным.









Прежде всего, ощупывают стыки, особенно внимательно наблюдая за резьбовыми соединениями.
Запаянные стыки протекают очень редко, если работы ведутся в соответствии с технологией и специалист хорошо знает, как правильно паять полипропиленовые трубы для отопления, водопровода, армированные стекловолокном или алюминием, большого диаметра или малого.
Если течь обнаруживается у резьбового соединения, его можно аккуратно подтянуть ключом, чтобы резьба не сорвалась.
Другой вариант — усилить уплотнение. Но в последнем случае нужно перекрывать воду и раскручивать соединение.
Теперь вы знаете больше о том, как паять полипропиленовые трубы паяльником, какие инструменты выбрать для монтажных работ и как правильно пользоваться паяльником.
Следуйте рекомендациями опытных специалистов при создании трубопровода, обустраивая его самостоятельно, или обращайтесь за монтажными услугами к профессионалам.
Способы пайки
Существует 3 способа соединения пластиковых труб и фитингов, два из которых термические:
- Диффузионная сварка при помощи специального паяльника. Основана на процессе молекулярной диффузии (смешивания) органических полимерных материалов при нагревании их до температуры плавления.
- Диффузионная сварка с использованием специальных электрофитингов. Основа процесса аналогична первому способу. Отличие заключается в технологии – здесь требуются специальные, дорогостоящие фитинги с вживленными электродами. Электрофитинги позволяют смонтировать систему отопления без использования паяльника.
- Химическая сварка (холодный способ соединения пластиковых деталей). Холодная сварка основана на химическом «расплавлении» полипропилена. Детали смазывают специальным составом и соединяют.

Схематично процесс пайки можно описать следующим образом:
- конец трубы отопления и фитинг нагревают;
- соединяют в нагретом состоянии;
- удерживают в требуемом положении до остывания.
Результатом является крепкое, на уровне молекул, соединение деталей. В результате правильно проведенной пайки, мастер получает цельное соединение, которое при разрезе не имеет видимых границ стыковки.
Виды полипропиленовых труб
Пластмасса, идущая на изготовление изделия, относится к высокопрочным. Она не ржавеет, не накапливает соли и к ней не липнут известковые наросты. Сети, собранные из полипропилена, рассчитаны на большой срок службы (до 50 лет). На самом деле срок службы трубопроводов не ограничен, если нет превышения технических условий эксплуатации по температуре или давлению. Материал деталей способен работать долгое время на достаточно высоком давлении при малой температуре жидкости, и наоборот.
Таблица данных о различных категориях полипропиленовых труб.
Производятся полипропиленовые трубы в четырех цветовых видах, окрас ничего, кроме цвета, не значит. Полипропилен разрешено использовать в системе водоснабжения, канализации и отоплении. Разрешается соединять пластик с металлом, делать переходы.
Полипропиленовые изделия подразделяются по категориям: PN10 – такая категория устанавливается тонкостенным изделиям. Применение ограничено температурами эксплуатации в 45° и для холодной воды. PN16 – категория, разрешенная к использованию в трубопроводах с большим давлением на холодной воде или на отопительной системе без давления. PN20 – наиболее универсальный вариант, эта категория применяется и для холодной, и для горячей воды – до 80°. PN25 – усиленная категория полипропиленовой трубы, в состав внедрена алюминиевая фольга, за счет этого применение расширено до температуры в 95°.





