

Разновидности и выбор оборудования
Оборудование для спайки представляет собой устройства, которые с помощью высоких температур создают надежное герметичное соединение. Для сварки пластиковых и чугунных изделий может быть использована разная аппаратура.
Для сварки полипропилена выделяют 2 основные группы оборудования:
- Механические приборы. Используются, когда объем работы большой, и требуется много трудовых ресурсов.
- Ручной аппарат. Можно использовать для труб небольшого диаметра для самостоятельной работы.
В механический прибор входит опорная рама, блок, гидроагрегат. С двух сторон оборудования предусмотрены захваты. На их средине наблюдаются вкладыши. Их задача состоит в правильном распределении давления и центровки.

Для пайки труб лучше задействовать 2 человека
Торцы выравнивают с помощью электроторцевателя. Он представляет собой вращающий диск с двусторонними ножами. Главный элемент агрегата – электронагреватель. Он установлен внутри и является диском с ТЭНом.
Чтобы выполнить спайку ручным способом, нужно приобрести специальный утюг. Принцип работы напоминает бытовой прибор, хоть внешний вид устройств отличается. В конструкцию утюга входит нагревательная плита, терморегулятор и ручка. В плите имеются два отверстия для деталей спаивания. Из-за тефлонового покрытия разгоряченный пластик не пристает к устройству.
Виды труб
Полипропиленовые трубы имеют определенные особенности. Они отличаются по структуре и назначению.
Для водопровода
Трубы с маркировкой PN 10 подходят для холодного водоснабжения. Их допустимо применять для сооружения систем теплых полов с нагревом до 45 градусов. Для таких изделий характерны тонкие стенки. Для горячего водоснабжения подходят модели с маркировкой PN 25.
Для отопления
Модели с маркировкой PN 16 применяются для отопительных магистралей с низким давлением. Изделия PN 20 считаются универсальными. Они допускают подачу воды температурой не более 85 градусов. Также в отопительных системах можно применять изделия с маркировкой PN 25.
Варианты установки
Технологически можно соединить трубы ПНД без сварки либо используя специальный сварочный аппарат. У обеих методик есть свои достоинства и недостатки, рассмотрим преимущества каждого метода крепления.
Холодная сварка или прессовка является самым простым вариантом, это очень дешевый и доступный метод, который выполняется посредством использования специальных муфт. Такая технология используется в основном для трубопроводов больших диаметров – от 20 до 300 мм. Компрессионные фитинги под холодную сварку имеют следующие плюсы:
- Простота использования;
- Большой выбор размеров;
- Обеспечение плотного соединения с высокими показателями герметизации.
Но прессование преимущественно используется только для крепления ненапорных водопроводных соединений. У пластиковых труб относительно небольшая жесткость, за счет чего при сильном внутреннем давлении шов может просто разойтись, в отличие от сварочных креплений, которые считаются «мертвыми».
Классическая сварка, или как принято говорить, пайка труб ПНД может выполняться электромуфтовым методом либо для её осуществления используется определенный аппарат для сварки. Электромуфты представляют собой очень практичный метод соединения металлических газовых труб, а также пластиковых коммуникаций водоснабжения.
На свободный участок отвода устанавливается муфта определенного диаметра, после чего в неё задвигается второй отрезок трубы. Такая пайка еще называется стыковая, из-за того, что для осуществления максимально прочного и плотного крепления нужно установить части трубопровода очень плотно с минимальным зазором.
Фото — фитинги
Муфтами удобно работать на больших диаметрах, но это не самое лучшее решение для отводов под умывальник или коммуникаций отопления. Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Фото — стыковая
Ручная пайка труб производится посредством использования паяльника, для неё требуется специальное оборудование для организации ПНД соединений. Для произведения таких работ очень важна температура нагревательных элементов и время выдержки
Обратите внимание, что эти параметры выбираются исходя из технических характеристик паяльного устройства, толщины ПНД и диаметра отводов
Достоинства методики:
- Это наиболее долговечный и надежный вариант. За счет осуществления неразъемного крепления, может использоваться как для напорных ГБН, так и для ненапорных соединений запорной арматуры;
- Фланцевые соединения могут использоваться как при креплении наружной системы, так и при установке внутренних магистральных труб;
- Не требуется предварительное обучение. Вполне достаточно просмотреть видео и прочитать нормативы СНиП, где подробно указывается, как производить обрезку, установку и крепление.
Но к недостаткам относится то, что соединение при необходимости нельзя снять. Несмотря на все достоинства этого, иногда требуется открыть и прочистить трубу.
Сборка без нагрева.
Вопрос «как соединить ПВХ трубы без пайки?» также достаточно актуален и ответов на него есть много. Один из вариантов решения рассматриваемой задачи — применение компрессионных фитингов. Использование таких соединений осуществляется в рамках следующей схемы:

Стыкуем без клея и паяльника. Инструкция № 1
- На компонент, который предполагается ввести в конструкцию, поочередно монтируются контргайка, кольца упорного типа, уплотнительные элементы.
- Торцевая часть трубы оснащается фитингом.
- Уплотняющие элементы фиксируются таким образом, чтобы герметизировать стык между соединяемыми участками. После этого упорные детали также подтягиваются к стыку и фиксируются контргайками.

Финиш + Результат. Инструкция № 2
Последовательная технология пайки
Пайку пластиковых труб лучше проводить в помещении с хорошей вентиляцией. Это обусловлено тем, что при нагревании полимеры выделяют опасные для здоровья токсины. При достаточной их концентрации они вызывают отравления.

Выполнять пайку труб лучше в защитных перчатках
Подготовительный этап:
- На рабочий орган паяльника устанавливают необходимого размера болванку;
- Настройка температуры должна быть в пределах 260 градусов;
- Готовят все дополнительные детали, их очищают и правильно размещают;
- Включается паяльник;
- Выжидают, когда прибор наберет необходимую температуру, о чем свидетельствует зеленый датчик.
Далее трубу и муфту требуется одновременно разместить на паяльнике и болванке. Трубопровод монтируется во внутреннюю часть болванки. Муфта же устанавливается на внешней части. Трубу необходимо засунуть до заранее отмеченной части. Муфту надевают до упора. Для правильной сварки нужно помнить о времени.
При небольшой температуре уровень диффузии будет низким, что отразится на качестве сплава. При перегреве детали деформируются. Время выбирают в зависимости от диаметра материала.
Когда детали нагреты, необходимо быстро провести их стыковку. При этом необходимо соблюдать соосность. На протяжении нескольких секунд можно провести коррекцию, но нельзя поворачивать изделия
Важно при работе не тянуть, но и не спешить
Соединение ПВХ труб с трубами из металлопластика
Как паять полипропиленовые трубы с алюминиевым слоем? Как их соединять? Можно ли паять полипропиленовые трубы разных производителей?
 В случаях, когда возникают подобные вопросы, при паянии нужно использовать специальные переходники.
В случаях, когда возникают подобные вопросы, при паянии нужно использовать специальные переходники.
Одна их сторона крепится к металлу или металлопластику посредством резьбы, другая припаивается по стандартной технологии к пластику.
По той же технологии устанавливают переходники, на основе которых подключают смесители. Изделия внешне выглядят так, словно металлическую резьбу вплавили в полипропилен.

![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://zakazkolodca.ru/wp-content/uploads/2/3/1/231f8033f5dccd59e115de9747b01015.jpeg)




![[инструкция] пайка полипропиленовых труб | видео](https://zakazkolodca.ru/wp-content/uploads/5/d/7/5d7e656fbd17c7d8c4476fc511ad9938.jpeg)



Как проверить соединение на течь
При завершении монтажных работ, связанных с организацией водопроводной системы, можно приступать к проверке качества трубопровода.
Для этого в него подают воду. Вентиль открывают на дом или квартиру, затем открывают краны смесителей в помещениях. Напор воды должен быть максимальным.
Прежде всего, ощупывают стыки, особенно внимательно наблюдая за резьбовыми соединениями.
Запаянные стыки протекают очень редко, если работы ведутся в соответствии с технологией и специалист хорошо знает, как правильно паять полипропиленовые трубы для отопления, водопровода, армированные стекловолокном или алюминием, большого диаметра или малого.
Если течь обнаруживается у резьбового соединения, его можно аккуратно подтянуть ключом, чтобы резьба не сорвалась.
 Другой вариант — усилить уплотнение. Но в последнем случае нужно перекрывать воду и раскручивать соединение.
Другой вариант — усилить уплотнение. Но в последнем случае нужно перекрывать воду и раскручивать соединение.
Теперь вы знаете больше о том, как паять полипропиленовые трубы паяльником, какие инструменты выбрать для монтажных работ и как правильно пользоваться паяльником.
Следуйте рекомендациями опытных специалистов при создании трубопровода, обустраивая его самостоятельно, или обращайтесь за монтажными услугами к профессионалам.
Технические особенности
Перед тем как паять трубы из полипропилена, следует ознакомиться с некоторыми нюансами, оказывающими значительное влияние на данный процесс.
Термостойкость
При какой температуре паять полипропиленовые трубы? Для ответа на этот вопрос можно выделить три основных температурных порога:
| Температура | Поведение полипропилена |
| 95 оС | Полное сохранение упругости, является рекомендованным производителями пределом нагрева |
| 140 оС | Потеря твёрдости и формы, размягчение материала |
| 260 оС | Начало перехода в жидкое агрегатное состояние – плавление |
Фото деформированных труб из полипропилена в результате воздействия высокой температуры
Из таблицы видно, какой температурой паять полипропиленовые трубы, их хватает разогреть до 260 оС, чтобы можно было осуществить соединение. Это достаточно низкий показатель, который несложно воспроизвести в домашних условиях с помощью специального инструмента, о котором мы поговорим немного позже.
Влияние теплового расширения
Тепловое расширение свойственно всем материалам, и пластик не является в этом случае исключением. А в случае с трубами его правильнее будет назвать удлинением, так как при нагревании они вытягиваются, провисая или принимая волнистый вид.
Как правильно паять полипропиленовые трубы, чтобы суметь избежать неприятных последствий теплового удлинения?
Для этого существует да метода:
- Использовать вместо обычных изделий армированные. Их деформирование в случае нагрева в пять раз меньше.
- Устанавливать в местах соединений П-образные элементы. Благодаря им всё сведётся к сближению «ножек» конструкции.
Пример применения П-образного элемента
Особенности пайки армированных труб
Демонстрация армированного слоя
Как правильно паять трубы из полипропилена, имеющие армированный слой?
Это зависит в первую очередь от того, какой материал был использован для его создания:
- Стекловолокно паяется также как и обычные изделия.
- Алюминий нуждается в предварительной зачистке с помощью специального инструмента – шейвера. Если же усиливающий слой расположен в середине трубы, то для его удаления вам понадобится торцеватель.
Образец подходящего шейвера
Что выбрать — пайка полипропиленовых труб или соединение металлопластиковых труб
Для организации систем водоснабжения и отопления, сейчас широко используются полипропиленовые и металлопластиковые трубы. Они надежны, безопасны, долговечны, обладают действительно превосходными температурными, гигиеническими и гидравлическими характеристиками.
Металлопластиковые трубы в своей конструкции состоят из пяти слоев: пластик, связующий клей, алюминий, снова связующий клей и слой пластика. Каждый из слоев имеет свое определенное предназначение, в целом же они обеспечиваются высокие технологические показатели.
Пластик в конструции используется особой модификации, изготавливаемый по специальной технологии, и отличается высокой прочностью, химической стойкостью, не окисляется, не способствует отложению солей и биологическому нарастанию. Материал способен выдерживать высокие температуры и не терять своих свойств.
Алюминиевый слой расположен между слоями пластика и тем самым полностью изолирован от воздействия всех факторов внешней среды. Толщина алюминия колеблется в переделах 02-03 мм. Материал для данного слоя, также изготавливается по специальной технологии, которая позволяет металлу, сохраняя прочность, приобретать высокую эластичность.
Клеевой слой между материалами обеспечивает высокую степень соединения алюминия и пластика, придает трубам дополнительную гибкость, прочность и температурную стойкость.
Максимальной рабочей температурой данного типа труб является +95°, но они могут кратковременно выдерживать и +130°.
Осуществляя соединение металлопластиковых труб, следует применять фитинги из латуни, бронзы или пластика. Они оснащены штуцером определенной формы с резиновыми колечками, который вставляется в трубу. Плотная стыковка достигается пресс-соединением или обжимным соединением.
При обжимном соединении гайка специальной формы накручивается на наружную часть фитинга. При таком способе не требуется специальный инструмент, оно просто в сборке, является сборно-разборным, однако требует обслуживания и поэтому используется для наружных соединений.
Пресс-соединение осуществляется при помощи специального пресса с насадкой. Такие соединения являются неразъемными, не нуждаются в обслуживании и используются, в основном, в недоступных местах (в стяжке пола, штукатурке и тому подобное).
Оба способа соединения являются очень прочными и устойчивыми на разрыв. К недостаткам можно отнести то, что фитинги несколько уменьшают диаметр просвета трубы.
Полипропиленовые трубы, в отличие от металлопластиковых, имеют высокую степень текучести и через некоторое время могут изменить свою форму – для этого достаточно даже их собственного веса.
Материалом для таких труб служит полипропилен особой модификации, который обладает хорошей термостойкостью и прочностью.
Используют полипропиленовые трубы только внутри помещений и крепление их к основе производят через каждые 0,5-0,6 м.
Несмотря на свою текучесть, такие трубы довольно жесткие на изгиб и при монтаже могут загибаться только на большой радиус, поэтому для осуществления поворотов требуется использование фитингов, а это, в свою очередь, несколько затрудняет и удлиняет процесс монтажа.
Эксплуатация полипропиленовых труб возможна только в тех случаях, когда температура теплоносителя не превышает +70°, кратковременно могут выдерживать температуру +90°.Такие трубы, также долговечны – срок эксплуатации не менее 50 лет.









Для соединения используются фитинги из полипропилена, процесс соединения проводится методом диффузионной сварки и называется «пайкой».
Осуществляется пайка полипропиленовых труб при помощи специального паяльника, который разогревается до температуры +270°. Одновременно нагревается конец трубы снаружи и фитинг изнутри, затем труба вставляется в фитинг и через несколько секунд происходит соединение элементов посредством сплавления материалов между собой.
Окончательное остывание происходит буквально через полминуты, в течение которых категорически не рекомендуется на соединение оказывать механическое давление.
После пайки, в месте соединения фитинга и трубы, образовывается наплыв, который гарантирует герметичность и надежность крепления. В результате возникает монолитная структура, обладающая целым рядом достоинств: прочность соединения равняется прочности самой трубы, а проходное сечение трубы в этом месте не уменьшается. Сам процесс пайки очень прост и доступен, а стоимость фитингов очень невелика, что, в целом, значительно удешевляет всю систему.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации — нам интересно ваше мнение
Специфика сварки
Возможность сварки полипропилена обусловлена его пластичностью при нагреве. Нагревая детали на определенную глубину и соединяя их, мы получаем герметичный шов в местах их соприкосновения. Для сварки используют сварочные аппараты. Они простые в использовании, не требуют особых навыков в работе. Их можно применять в жилом помещении, обеспечив его проветривание.
Полипропиленовые трубы подходят для водопровода, проложенного открытым способом. Они имеют красивый внешний вид, не искажают интерьер помещения. Для бытовых нужд применяют изделия диаметрами 20, 25, 32, 40 мм. В основном предназначены для прокачки холодной воды, вариант с армированными стенками подходит для горячего водоснабжения.
Маркируются они обозначением PN и цифрами, что указывает на сферу их эксплуатации.
Маркировка имеет следующий вид:
- PN10 подходят для прокачки воды температурой 45 0С под давлением 10 атм.
- PN16 используются в системах, где температура жидкости 60 0С и давление 16 атм. Это водопровод холодной воды.
- Трубы марки PN20 допускают пропуск жидкости под давлением 20 атм с температурой 95 0С. Это отопление и горячий водопровод, подогрев полов.
- PN25 — изделия, подвергаемые давлению 25 атм и температуре 95 0С. Применяются в системах подачи горячей воды и отопления, магистральных трубопроводах.
На месте поворота или разветвления полипропиленового трубопровода устанавливают фитинги, так как его невозможно изгибать.
Это:
- переходники;
- отводы, имеющие различные углы поворота;
- муфты с резьбой и без нее;
- крестовины, тройники, заглушки;
- краны, вентили, хомуты.
Выбирая фитинги нужно учитывать следующие характеристики – внутренний диаметр и толщину стенок. Значения должны совпадать с параметрами присоединяемых труб.
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.

Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
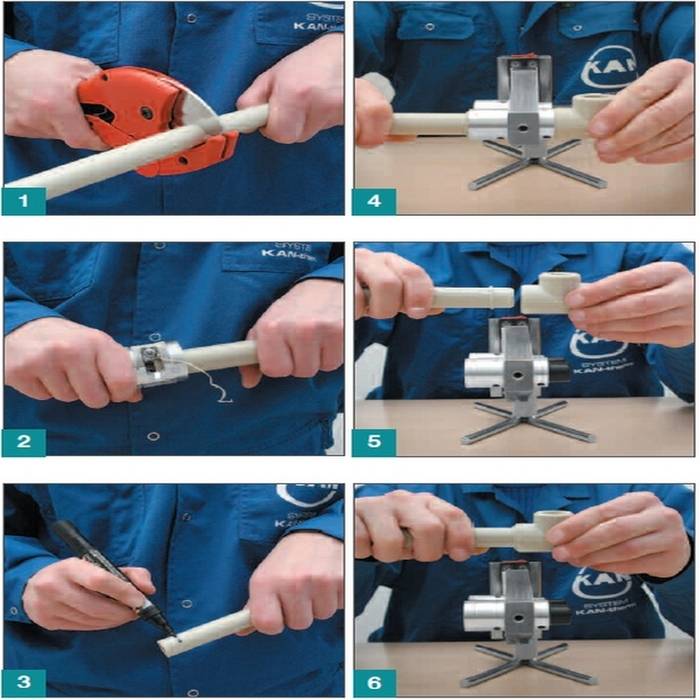
Пошаговая инструкция по пайке пластиковых труб
В процессе монтажа коммуникаций важно избежать ошибок. При нарушении технологии монтажа качество шовного соединения существенно снижается, что приводит к сокращению срока службы трубопровода
Увеличивается риск протечки.
Меры безопасности
Для работы необходимо использовать перчатки. Нельзя прикасаться к нагревательному элементу после включения аппарата, т. к. он имеет свойство нагреваться до +300°С.
Необходимо удостовериться, что аппарат для сварки находится в рабочем состоянии — целостность провода не нарушена.
Подготовка элементов и деталей
Не рекомендуется соединять необработанные коммуникации. Сначала выполняется нарезка материала в соответствии с проектом системы водоснабжения. Даже если используется труборез, то заусеницы все равно необходимо удалить, т. к. они хоть и в меньшем количестве, но образуются. Чтобы коммуникации легче соединялись с фитингами, делают фаски на торцевых участках (угол до 45°). Для этого используется специальный инструмент. Перед началом сварочных работ трубы обезжиривают.
Перед пайкой проводят процедуру обезжиривания трубы.
Подготовка паяльника
Работать с аппаратом для сварки полимерных коммуникаций несложно. Его устанавливают на подставку, затем подключают к сети. Одновременно задается требуемая температура нагрева (если есть такая функция), которая реализуется посредством терморегулятора. После этого остается дождаться, когда терморгулятор достаточно прогреется (используют электрический термометр). Длительность данного периода зависит от мощности агрегата и скорости нагрева. Часто приходится ожидать до 30 минут.
При какой температуре паять пластиковые трубы
Температурный режим изменяется в зависимости от вида материала коммуникаций. Чаще всего используются трубы из полипропилена, для них задается температура +260°С (верхний предел). С полиэтиленовыми изделиями работают при менее агрессивных условиях: температура не выше +220°С. При отсутствии терморегулятора в качестве главного критерия выступает время нагрева. Чем больше диаметр трубы, тем дольше она прогревается. Время нагрева изменяется в пределах от 6 до 20 секунд (для коммуникаций диаметром 20-63 мм).
Правила стыковки
Основное требование при монтаже полимерных коммуникаций — соответствие оси трубопровода. Они гибкие, становятся пластичными при нагреве. Это способствует увеличению риска неправильной установки труб. Чтобы избежать образования наплывов внутри коммуникаций на участке стыка, оставляют зазор до 3 мм между кромками.
Последовательность пайки пластиковых труб.
Соединение трубы
Выдержав достаточное количество времени, трубу и фитинг снимают с насадок
Важно сразу соединить их, установив в правильном относительно оси трубопровода положении. Полное отвердевание полимерного материала происходит через 2-3 минуты
Однако ближе к окончанию этого отрезка времени уже нельзя регулировать положение трубы и фитинга относительно друг друга. Это приведет к разрушению образовавшихся молекулярных связей. В результате качество соединения снизится.







Зачистка и охлаждение соединений
Стыковка трубопровода с фитингом.
Участок трубопровода после стыковки с фитингом оставляют в неподвижном положении. Ожидают, когда температура материала уменьшится до +40°С (допускается изменение на 1-2°С). После этого необходимо частично удалить наплывы. При таких условиях полимерный материал успевает набрать прочность, но все еще сохраняет достаточную пластичность. Это позволяет легко удалить наплывы, не деформируя шовное соединение.
Нельзя подвергать участок трубопровода искусственному охлаждению. Он должен остывать на открытом воздухе. Применять специальные средства (обдув, источники низкой температуры или холодную воду) для этого запрещено.
Проверяем качество соединения
Выполняется оценка внешнего вида участка трубы. Так, на шве не должно быть трещин. Материал здесь должен быть равномерным, без неплотностей, структура — не пористой. Качественным считается соединение без дефектов и с наплывом в пределах 2-4 мм. Если толщина стенки трубы менее 10 мм, то оставляют валик на шве до 2 мм высотой. Когда свариваются коммуникации большего размера, наплыв должен быть не менее 4 мм.
Подготовка труб – залог их герметичного соединения
Прежде чем говорить о том, как паять пластиковые трубы, расскажем, как их для этого подготовить.
Сначала их нарезают под размер исходя из длины трубопровода, изгибов и разветвлений. Не забудьте оставить небольшой запас для вхождения трубы в фитинг. Затем зачищают кромки: ровные, аккуратные края без зазубрин и неровностей соединять гораздо легче. Если вы используете армированные полипропиленовые трубы, то верхний слой пластика и армирования необходимо снять. Это предотвратит расслоение материала в месте шва во время эксплуатации и снизит риск протечек. Зачищенные поверхности рекомендуется обезжирить и вытереть насухо, чтобы приступить к их нагреву на паяльном аппарате.
Подготовительный этап не займет у вас много времени, зато вы облегчите дальнейшее выполнение работ и обеспечите надежность соединения элементов.
Нюансы пайки
https://youtube.com/watch?v=MNUPdMSXQzc%3F
Знать технологию присоединения автономных коммуникаций не достаточно. Для качественной установки нужно знать ряд особенностей прокладки и пайки жилищных веток. Как правильно паять пластиковые трубы? Чтобы обеспечить профессиональную сборку технологических строений необходимо помнить некоторые нюансы соединения:
- Для проведения паяльной сборки предусмотрено время разогрева. Это время составляет от 5 до 20 мин.
- Производство внутридомового жизнеобеспечения следует проводить при температуре выше нуля.
- После спайки концов требуется не допускать их прокручивание или перемещение, достаточно плавно исключить перекосы. Необходимо дать им остыть. Прокручивание спайного шва может в будущем дать течь. Для остывания требуется столько же времени, что для ее пайки.
- Необходимая мощность паяльного инструмента – 1200 Вт.
- Домашние паяльники предназначены для пайки разводок диаметром до 32 см. Если понадобиться сборка изделий большого диаметра, то приобретаем профессиональное устройство для спаивания.
- Между краем трубопровода и внутренней резьбой фитинга не должно быть зазоров. Зазоры могут дать протечки при высоком давлении воды. Чрезмерное усилие при сжимании элементов может привести к уменьшению просвета в полости и ухудшить работу всей конструкции.
- Удалять остатки материала с насадок следует после каждой произведенной паки. Так как насадки имеют специальное покрытие, убирать нагар следует деревянным приспособлением, чтобы не повредить целостность поверхности. Царапины на поверхности насадки ухудшат технологические характеристики прибора и приведут его в негодность для дальнейшей эксплуатации.





