

Особенности пайки мягким и твердым припоями
Соединение медных труб имеет ряд характерных особенностей. Особо отчетливо они проявляются при использовании различных материалов.
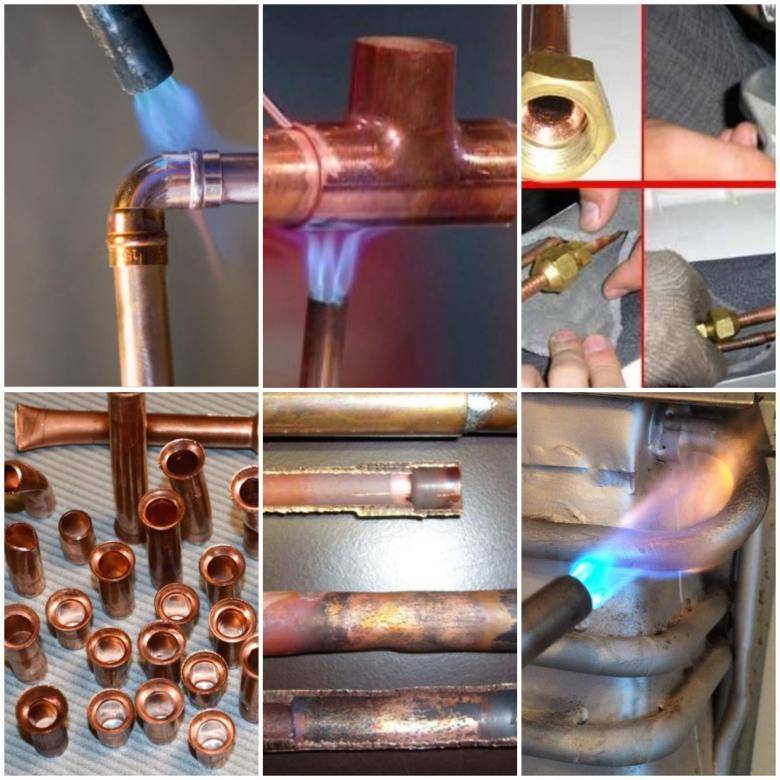
Пайка звеньев легкоплавким припоем проводится при температуре 175–315ᵒC. Пайка твердыми составами осуществляется при разогреве места стыка до температуры 650–815ᵒC.
Пайка мягким сплавом используется для спаивания медных труб с внутренним диаметром до 22 мм, и твердым – при диаметре 22 мм и более.
 Мягкие и твердые припои – описание
Мягкие и твердые припои – описание
При достаточном разогреве происходит кипение нанесенного слоя флюса. При плавлении мягкого припоя образуется расплавленная капля, играющая важную роль для прочного соединения труб. Кипящий флюс выталкивает расплавленный состав из пространства стыка. Под действием капиллярных сил припайный сплав затягивается внутрь стыка при его остывании.
При пайке твердыми припоями встык между спаиваемыми элементами вставляется тонкая прокладка из мягкого металла. Соединяемые детали надежно и прочно фиксируются направляющей прокладкой.
Простая техника выполнения спаивания труб из меди и доступность всех материалов позволяет выполнять эту работу своими руками в домашних условиях.
Припои, флюсы, паста
Медь как материал, включая ее сплавы, доступна для пайки при низких и высоких температурах. В итоге получается качественное соединение вне зависимости от того, какого вида припой был использован: мягкий или твердый.
Низкотемпературные сплавы обеспечивают стыковку медных труб, когда не затрагивается структура металла. Однако образующееся соединение отличается швом, который обладает низкими механическими характеристиками. В то время как высокотемпературные припои – это безупречная прочность шва, что позволяет эксплуатировать соединенные с его помощью трубы при высоких температурах. Этот вид пайки приводит к отжигу меди, потому необходимо обладать соответствующим опытом, чтобы не допустить пережога металла.
Низкотемпературная пайка медных труб преимущественно находит свое применение при организации систем отопления и водоснабжения. Для этих целей используются низкотемпературные припои, не имеющие в своем составе свинца, которые гарантируют высокое качество работы. К таким металлам относятся сплавы олова с медью, сурьмой, селеном, серебром и висмутом. При этом их состав в основном формируется за счет олова, а содержание других элементов – это лишь около 5% от общей массы.
Лучшими технологическими характеристиками обладают припои, содержащие серебро, например, S-Sn97Ag3 (олово 97%, серебро 3%). Чуть хуже обстоят дела со сплавами, имеющими в своем составе медь, которые также обеспечивают высокое качество соединения. Например, таким припоем является S-Sn97Cu3 (олово 97%, медь 3%). В то же время существуют универсальные сплавы, характеризуемые как оловянно-медные, но они отличаются высокой стоимостью.
Припой S-Sn97Ag3 содержащий 97% олова и 3% серебра
Приведенные в качестве примера припои позволяют получить отличный шов, обеспечивающий возможность длительной эксплуатации того или иного трубопровода. На практике другие сплавы не находят своего применения, так как заявленные характеристики упомянутых выше составов высоки, что в сочетании с относительно невысокой стоимостью делает их недосягаемыми для ближайших конкурентов.
Припой S-Sn97Cu3 содержащий 97% олова и 3% меди
Процесс низкотемпературной пайки осуществляется с применением флюсов, в составе которых имеется хлорид цинка. Выбор того или иного химического вещества не актуален, так как практически все предлагаемые смеси этого вида полностью отвечают существующим требованиям. Например, можно выбрать канифольно-вазелиновую пасту, созданную на основе канифоли, вазелина технического назначения и хлористого цинка. Флюсы такой консистенции отличаются максимальным удобством применения.
Низкотемпературные припои создают условия для образования довольно прочных соединений, поэтому их использование оправданно лишь в тех случаях, когда возникает необходимость сборки отопительных систем, температурный режим эксплуатации которых превышает 110 °C. В той же мере это относится и к организации газопроводов на основе труб из меди.
Нижеприведенная таблица содержит в себе информацию относительно допустимых значений давления в трубопроводах, создаваемых за счет использования медных цилиндрических изделий диаметром от 6 до 28 мм.
В основном высокотемпературная пайка меди производится с использованием припоя L-CuP6, содержащего в себе 94% упомянутого металла и 6% фосфора. Последнее вещество, добавленное в состав сплава, обеспечивает снижение температуры плавления меди, что, собственно, и позволяет применять данную смесь как припой. Но также немалой популярностью пользуется самофлюсующийся сплав L-Ag2P (медь 92%, фосфор 6%, серебро 2%). Специальные составы, содержащие в себе медь и фосфор, позволяют осуществлять пайку металла красно-желтого цвета без флюсов.

Медно-фосфорные припои образуют довольно хрупкие соединения, поэтому их нельзя применять в работе с чугуном, сталью, алюминиевой бронзой и цветными металлами, содержащими более 10% никеля. Если предполагается соединение посредством этих припоев изделий из меди и медных сплавов (бронзы, латуни), необходимо обязательно применять высокотемпературную смесь, обладающую химическим действием.
Вне зависимости от вида пайки желательно использовать согласованные припои и флюс, ориентированные на конкретный тип соединения и выпускаемые одним производителем.
Паста для пайки меди – это то же самое, что и флюс, только в виде загустевшей смеси, которую можно наносить на трубу как до стыковки, так и после нее. Свойства вещества аналогичны характеристикам флюсов. Паста улучшает адгезию припоя, а также препятствует проникновению воздуха в стыковочный шов.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд. При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой. Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.









Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги. Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Безопасность
Паяльные работы – это высокие температуры и вещества, выделяющие при расщеплении вредные пары, что требует соблюдения определенных мер предосторожности, включая следующее:
использование защитных перчаток для снижения риска получения ожога;
проведение паяльных работ только в хорошо проветриваемых помещениях, что связано с опасными парами;
использование кислотостойкой одежды, включая резиновые перчатки, что необходимо при высокотемпературной пайке, когда осуществляется травление с растворами кислот и щелочей;
проявлять осторожность при проверке того, насколько остыло спаянное соединение.
Инструменты и материалы для монтажа медных труб своими руками
горелка для пайки медных труб – ключевое оборудование для пайки. Существует многообразие видов горелок, выбор желательно остановить на газовой горелке с пьезоподжигом и насадкой для регулировки пламени.
- Припой для пайки медных труб – обычно это олово в виде прутков или катушек проволоки.
- Флюс для пайки медных труб – это паста, которой покрывают поверхность труб и фитинга для того, чтобы она растворила оксидные пленки на поверхности соединяемых деталей, защитила медь от окисления в результате нагревания и обеспечила увлажнение поверхностей в момент растворения припоя.
- Труборез для медных труб – инструмент для резки медных труб
труборасширитель для медной трубы – инструмент для увеличения диаметра медных труб при вмонтировании деталей одна в другую. - Фаскосниматель – инструмент для снятия фаски, избавления материала от возможных заусенцев.
- Фитинги – соединительные детали различных конфигураций.
- Ершик и щетка стальные для чистки внутренней и внешней сторон фитингов и труб.
Инструменты, необходимые для пайки медных труб своими руками
Оборудование для пайки медных труб не отличается дороговизной и исключительностью. Зато потребует некоторых усилий для того, чтобы получить уверенные навыки по его использованию: желательно потренироваться на обрезках труб для того, чтобы разобраться с тонкостями технологии и методов.
Пошаговая инструкция соединения мягким припоем медных труб
Шаг 1. С помощью труборасширителя увеличить диаметр фитинга, с помощью фаскоснимателя – зачистить края трубы.
Шаг 2. Щеткой отполировать внешнюю часть трубы, ершиком – внутреннюю часть фитинга.
Шаг 3. Специальной кисточкой нанести на трубу и фитинг пасту для пайки медных труб – флюс – и сразу же соединить детали, не допуская попадания любого вида загрязнений или инородных предметов.
Шаг 4. Газовой горелкой для пайки водопроводных медных труб аккуратно нагревать соединение, действуя по всей поверхности. Показатель хорошего нагрева – изменение цвета флюса для пайки.
Процесс пайки медной водопроводной трубы
Шаг 5. Прекратив нагревание соединяемых поверхностей, наносить припой для пайки медных труб по всему периметру соединения. Огнем горелки нельзя задевать проволоку припоя: олово должно плавиться на медной поверхности от её высокой температуры без прямого воздействия огня.
Шаг 6. Дождаться естественного и полного охлаждения детали – без дополнительных средств для быстрого охлаждения.
Шаг 7. Обязательно удалить остатки флюс-пасты с поверхности влажной тряпкой. Её воздействие необходимо только во время пайки: она разрушает защитный слой медных деталей.
Это важно: детали во время пайки и сразу после неё должны быть хорошо закреплены, так как паять медные трубы можно только в неподвижном состоянии.
Шов на месте сцепления деталей должен быть ровным и плотным. Проверить получившийся результат возможно будет только при включении достаточного напора воды в водопроводе, однако, если пайка прошла удачно, надежность шва нисколько не снижается от времени, возможных перепадов давления или температуры воды.
Внешний вид правильно спаянной медной трубы
Как проверить герметичность
По окончании пайки газовых колонок нужно проверить герметичность всех труб. Для этого их тщательно осматривают, чтобы увидеть даже самые мелкие свищи – об их наличии свидетельствуют мелкие зеленые пятна. Во избежание повторного разбора колонки в ближайшее время, эти дефекты также зачищают и пропаивают.
После этого к газовой колонке с паяным теплообменником нужно подключить воду и открыть кран.
Подачу воды проводят медленно и постепенно, чтобы она вытеснила воздух из колонки. После заполнения всей системы отопления кран можно открыть на полную мощность. Таким способом проверяют прочность мест пайки под максимальным давлением воды. Параллельно проводят повторный осмотр паяных мест на наличие утечек воды.
В самом конце котел с газовой колонкой включают, чтобы проверить ее работоспособность при контакте с горячей водой. При этом участки пайки можно протереть сухой салфеткой, чтобы обнаружить малейшие признаки влаги.
Крепёж для медных труб
Трубные хомуты крепко упирают трубы в стену, опорную балку или другую конструкцию. Эти зажимы обычно представляют собой один кронштейн с двумя отверстиями для крепления на твёрдую поверхность или гибкую металлическую полосу с отверстиями, пробитыми каждые несколько сантиметров. Для любого типа зажима необходимо крепление к стене или балке.
Есть несколько типов крепёжных элементов на выбор:
- зажимы для трубы из меди;
- гвозди;
- винты и болты;
- пластиковые зажимы и крепёжные детали;
- альтернативные крепёжные детали.
Такие трубы обычно требуют зажимов, так как использование того же типа металла уменьшит условие возникновения коррозии от низких электрических токов, создаваемых при соединении разных металлов. Медь обеспечивает гибкий зажим, который позволяет трубам расширяться и сжиматься в разных погодных условиях. Зажимы для труб доступны в формованных C — образных конструкциях или в гибких полосках из меди с фиксаторами, пробитыми вдоль полосы. Любой тип допустим для медной сантехники.
 Гвозди вставляют с обеих сторон зажима трубы и закрепляют на месте, чтобы укрепить фиксатор на стене или на другой поверхности. Лучше всего они подходят для дерева, но могут использоваться с гипсокартоном и открытым сайдингом.
Гвозди вставляют с обеих сторон зажима трубы и закрепляют на месте, чтобы укрепить фиксатор на стене или на другой поверхности. Лучше всего они подходят для дерева, но могут использоваться с гипсокартоном и открытым сайдингом.
Важно использовать цинковые гвозди, чтобы избежать коррозии головки гвоздя с течением времени
Установка крепежа требует осторожности. Трубы из меди легко сгибаются, и пропущенный удар с помощью молотка может её повредить
Перед проведением пайки лучше начать с видеоурока, где продемонстрирована правильная технология
Трубы из меди легко сгибаются, и пропущенный удар с помощью молотка может её повредить. Перед проведением пайки лучше начать с видеоурока, где продемонстрирована правильная технология.
Винты и болты являются ещё одним вариантом крепления хомутов. Винты требуют использования свёрла, но намного крепче, чем гвозди. Винты хорошо работают в древесине, но также могут быть установлены в бетонные или другие твёрдые поверхности. Некоторые хомуты для труб обвязывают с использованием болтов. Как правило, болты поставляются с зажимами. Лучше использовать оцинкованные винты и болты, чтобы уменьшить вероятность того, что они со временем будут коррозировать .
Можно использовать пластиковые зажимы и крепёжные детали с медными трубами. Пластик не будет коррозировать на медной поверхности и удерживается так же плотно, как и медные зажимы. Также применяются пластиковые застёжки-молнии для соединения трубы с другой поверхностью. Это особенно полезно, когда нецелесообразно использовать медный трубный зажим с гвоздями или винтами, например, при соединении нескольких труб. Пластиковые застёжки-молнии поставляются в самых разных размерах для любого применения.
Варианты ремонта своими руками
Обнаружив свищ в трубе, нужно отставить панику и проанализировать, как лучше ликвидировать проблему. Беспроигрышный вариант – вызвать для устранения течи сантехника, который решит вопрос за несколько часов и даже даст гарантию на оказанную услугу. Другое дело, если вызвать специалиста не представляется возможным.
Тогда устранить подтекание можно следующими путями:
- Посредством хомута. Этот способ является самым экономичным и может быть реализован человеком с любым уровнем технических навыков. Достаточно лишь подобрать хомут соответствующего диаметра, установить герметизирующую резиновую прокладку и плотно закрутить болты. В таком состоянии трубопровод может прослужить еще несколько лет.
- Использование фитингов. Обжимные, резьбового типа или капиллярные элементы позволяют не только реанимировать поврежденный отрезок в трубопроводе, но и вторично использовать удаленные элементы. На длительность эксплуатации системы такие метаморфозы никак не влияют.
- Пайка. Для ремонта медных труб чаще всего используется мягкий припой, который равномерно распределяется по поверхности. После этого на него осуществляется воздействие открытым огнем, в результате чего получается максимально герметичный шов. Такое действие позволяет запаять трубу в течение считанных минут.

Если вы не имеете опыта ремонта медных труб, лучше обратиться к профессионалу Ремонт занимает не более нескольких часов и позволяет осуществлять работы, не освобождая систему. Осторожничать нужно, разве что, с трубой с горячей водой или той, которая проходит под давлением.










Как паять медные трубы
Для спаивания самым популярным способом – с помощью мягкого припоя – для работы потребуется газовая горелка либо паяльник, а также кисть и флюс. На зачищенный стык снаружи кистью наносится слой флюса, при этом длина участка должна соответствовать глубине погружения трубы в фитинг. Рекомендуется ее замерить заранее и поставить метку маркером. Как и медные трубы для системы отопления, флюсом покрывается внутренняя поверхность фитинга, после чего производится стыковка деталей вручную.
Следующий шаг – прогрев сопряжения газовой горелкой либо электропаяльником
Тут важно попасть в точку, чтобы не было перегрева или недогрева, неопытному монтажнику потребуется предварительная тренировка. Узнать, когда достигнута достаточная температура, довольно просто. Надо в процессе работы прикладывать проволочку припоя к поверхности трубы и в тот момент, когда она начнет плавиться, начать наносить припой на стык, отведя горелку немного дальше
Как правильно спаивается система отопления с медными трубами, показано на видео:
Надо в процессе работы прикладывать проволочку припоя к поверхности трубы и в тот момент, когда она начнет плавиться, начать наносить припой на стык, отведя горелку немного дальше. Как правильно спаивается система отопления с медными трубами, показано на видео:
Технология пайки и инструменты
Медные трубы имеют множество достоинств, которые положительно их выделяют среди остальных металлических собратьев:
- Медь не поддается коррозийным процессам. Это является весьма важным фактором при выборе материала для разводки канализационной системы. Благодаря этому качеству её часто применяют также для установки на дом в качестве водостока;
- На таких трубопроводах практически не собираются минеральные наросты, которые часто забивают стальные магистрали;
- Медные трубы очень долговечны. Они отлично переносят воздействие низких температур, не трескаются при замерзании воды внутри них и поддаются монтажу в труднодоступных местах.
Перед началом термического воздействия нужно знать о некоторых особенностях установки и пайки медных разветвлений. Во-первых, этот процесс производится только при использовании специального оборудования. Во-вторых, канализация из этого материала имеет стенки разной толщины. Предварительно нужно узнать, каков тот индекс, чтобы определить, какой будет температура спайки.
Для пайки медных труб водоснабжения нужно подготовить следующее оборудование и материалы:
- Припой;
- Флюс;
- Фитинги (ГОСТ Р 52922-2008);
- Абразивную бумагу и щетки;
- Газовую или электрическую горелку.
Припой или горелка для пайки медных труб продается в магазинах сантехники, инструмент (газ и электро) находится в разделе электротоваров. Существует несколько типов паяльников: простые, с автоматическим зажиганием (пьезорозжигом) и работающие на газовых горелках. Горелки еще классифицируются по типу используемой газовой смеси, она может быть с азотом, пропаном и другими газоразрядными смесями:
- Пропан-кислород;
- Пропан-бутан;
- Пропан с ацетиленом;
- Индукционная.
Небольшие коммуникации можно паять и феном, который используется для сварки пластиковых магистралей.
Фото — фитинг
Также есть еще вариант провести соединение канализации типа Сплит холодной пайкой, тогда Вам не понадобится сварочный аппарат. Для таких креплений используется специальный состав, к примеру, BCuP. Мягкая запайка с использованием этого состава получается прочная и имеет достаточно аккуратный шов.
Фото — капиллярная пайка
Виды пайки:
- Низкотемпературная. Она более безопасна и может использоваться даже в электрических холодильных установках, для ремонта радиаторов, починке труб кондиционера и т. д.;
- Высокотемпературная. Производится на температуре от 450 градусов, известна прочностью получаемых соединений, но при этом во время проведения работ выжигается медь.
Для систем отопления всегда выбирается второй вариант, в то время как для холодного водообеспечения — первый. Также низкотемпературная пайка используется на небольших диаметрах коммуникаций – до 40 мм.
Фото — газовая горелка
Стоимость аппаратов, которыми проводится пайка стандартных медных труб варьируется от 6000 рублей до нескольких десятков, цена зависит от марки и типа устройства. Купить паяльник или переносной пост пайки для ремонта канализации можно во всех городах Москве, СПб, Екатеринбург и т. д.
Видео инструкция по пайке
Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
Как паять трубы
Перед началом работ нужно подготовить коммуникации к воздействию. Сварка трубопроводов осуществляется на небольших отрезках канализационных систем, поэтому нужно обрезать трубу до определенного размера. Место среза зачищается, после чего там делается фаска. Эта операция поможет облегчить соединение ответвлений тепло- и холодоснабжения с фитингами.
Фото — пошаговая инструкция
Для монтажа отожженных материалов понадобится использование так называемого труборасширителя. Этот инструмент необходим для установки на нестандартный диаметр фитингов. Существуют устройства разных диаметров, практически до 110 мм.
Пошаговая инструкция, как паять медные трубы оловом:
Согласно СНиП, всегда номинальный диаметр должен быть меньше фитинга;
Высокотемпературная обработка соединений начинается только после их зачистки. Фитинги и трубы нужно прочистить при помощи щетки и при необходимости затереть наждачной бумагой. В зависимости от хранения коммуникаций, рекомендует также их стыки обработать спиртом для обезжиривания;
Далее, на место, где будет проводиться запайка медных труб и монтироваться фитинги, которые будут установлены для соединения частей коммуникации, наносится тонким слоем флюс-паста;
Теперь включается горелка на нужную температуру. Припоем необходимо провести точно по краю соединений, а горелкой разогреть место стыковки фитинга. Для сварки водопроводных коммуникаций удобнее всего работать оловом, т. к. оно впитывается в металл и можно сэкономить время на разогреве соединений;
Паять труб нужно не более 20 секунд, т. к. максимальная температура горелки – свыше 1000 градусов. Будьте внимательны, в некоторых условиях требуется низкотемпературная сварка, поэтому желательно знать, какой у Вас тип труб;
После осуществляется сборка канализации
Очень важно сразу не включать воду в магистрали, иначе соединение не успеет остыть и покроется трещинами – это негативно повлияет на герметичность соединения. Среднее время остывания меди от 30 минут до двух часов.
Для сварки медных труб с небольшой разностью диаметров используется технология «капиллярная пайка». Она позволяет осуществить соединение паяльником отдельных коммуникаций при разнице между ними до 0,5 мм. В таком случае, спайка заполняет собой пространство между трубами. Это позволяет осуществить монтаж системы без шва. При методике используются твердые припои, которые обладают улучшенной защитной функцией.
Во многом успех пайки зависит от вида припоя, который используется. Наиболее часто медные трубы сваривают серебром, латунью и оловом, которые обладают высокими показателями текучести. Реже работы производятся с алюминием.
Вы можете сразу купить не только аппарат для пайки медных труб, но и набор расширителей и фитингов, которые понадобятся при разводке канализации без профессионального сантехника. Перед началом работ советуем пройти обучение технике, или хотя бы просмотреть видео.
Какие инструменты и материалы нужны
На промышленном производстве применяются различные технологии соединения медных деталей. Однако это процедуру можно выполнить в домашних условиях. Для этого нужно заранее подготовить инструменты и оборудование:
- флюс;
- набор кистей, металлическая щётка;
- припой;
- ручной или автоматический аппарат для разрезания труб;
- паяльник, газовая горелка.
Виды расходных материалов
Флюс необходим для защиты места соединения деталей от образования оксидной плёнки. Дополнительно к этому флюс помогает припою растекаться по месту будущего шва. В качестве припоя, чаще всего, используется олово, поскольку он имеет низкую температуру плавления.
Хорошим соединительным материалом для пайки является серебро, но оно имеет высокую стоимость. Из-за этого мастера разбавляются его с оловом, небольшим количеством меди. Среди используемых припоев выделяют два вида материалов: мягкие и твердые составы.
Мягкие
Такие расходные материалы используются для соединения водопроводов. При этом диаметр труб, которые нужно соединить может достигать 10 см. Пайка меди мягким припоем применяется в тех случаях, когда соединённые детали не будут нагреваться выше 130 градусов по Цельсию. К мягким расходным материалам относятся:
- сплавы свинца и олова;
- соединения с малым процентным содержанием олова;
- специальные составы.
По мнению покупателей, самым популярным считается сплав олова и меди. Он отлично подходит для соединения медных изделий. Кроме того, он экономично расходуется.
Твердые
Пайка меди твердыми составами возможна, если необходимо сделать прочный шов, который будет выдерживать воздействия факторов окружающей среды. К ним относятся:
- сплав меди и цинка;
- однородная медь;
- соединение меди и фосфора.
Существует два типа твердых составов: тугоплавкие и легкоплавкие. Чтобы сделать крепкое соединение, рекомендуется использовать многокомпонентный состав.









Паяльные техники
Все паяльные техники глобально сводятся к одному:
- подготовленные (облуженные) элементы располагаются в том положении, в котором их надо соединить;
- место пайки покрывается флюсом, прогревается;
- пятно контакта заполняется припоем;
- после застывания припоя можно удалить приспособления для фиксации (если использовались).
На практике есть определённые различия в выполнении этапов, в зависимости от конструкции деталей и применяемого нагревательного оборудования.
Пайка медных трубопроводов газовой горелкой
При выполнении пайки меди газовой горелкой (обычно для создания трубопроводов водоснабжения или линий отвода конденсата в системах кондиционирования) подготовленные трубки соединяют в нужной позиции, наносят на место соединения флюс и прогревают равномерно по кругу место соединения горелкой.
Нанесение флюса на место пайки
После прогрева, не давая флюсу времени испариться и выгореть, надо взять пруток припоя и прижать его к нагретому металлу, не прекращая воздействия горелкой. Плавясь, припой будет заполнять место соединения. Эта операция, возможно, потребует определенной тренировки.
При соединении проводов их очищают от изоляции. Затем их надо обязательно облудить, а после этого слегка скрутить.
Облуженные и скрученные проводаПропаивание места соединения проводов
Затем провода скручивают между собой и пропаивают с небольшим дополнительным количеством припоя. Надо следить, чтобы расплав равномерно, без излишков обтек место контакта.
При пайке радиодеталей на плату можно использовать фен. Контактные площадки облуживаются, смачиваются флюсом, электронный элемент устанавливается на место. После этого выводы нагреваются феном до расплавления припоя.
Пайка микросхемы феном
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.

Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.





