

Содержание документа
ГОСТом определена символьная структура, используемая для отображения на чертежах стандартных видов сварки. Условное обозначение состоит из нескольких блоков информации, разделённых знаком дефис.

В начале структуры находится основной блок, включающий отображение, определяющее характер сварки. Так, в соответствии с принятой классификацией, это может быть замкнутый, незамкнутый, прерывистый или точечный шов.
Используемые графические обозначения в ГОСТе выглядят соответственно как круг диаметром 3 – 5 мм, прямоугольник с отсутствующей слева стороной, фигура в виде латинской буквы Z, либо отрезок прямой, наклонённый вправо и образующей угол в 60° с горизонталью.
Все условные знаки, использующиеся в качестве средств отображения различных видов сварки на чертежах, чертятся тонкими сплошными линиями, и имеют одну высоту с обозначением типа шва.
После основного блока информации следуют шесть дополнительных, часть которых может отсутствовать. Дополнительные блоки включают в себя следующие сведения:
- ГОСТ, определяющий нормы выполнения данного типа сваривания деталей;
- графический символ, которым обозначается на чертеже соединение по ГОСТу, состоящий из букв и цифр;
- ГОСТ на используемый тип сварки. Например, если сварка ручная, указывается ГОСТ 5264 – 80;
- величина катета, которую показывает число, стоящее после изображения прямоугольного треугольника (принятое обозначение катета);
- информация, уточняющая характеристики сварного шва.
 Если шов прерывистый, указывается длина провара и шаг, если сварка точечная – диаметр точки (расчётный). Для электрозаклёпочного или контактного процесса указываются диаметры точек, а также шаг.
Если шов прерывистый, указывается длина провара и шаг, если сварка точечная – диаметр точки (расчётный). Для электрозаклёпочного или контактного процесса указываются диаметры точек, а также шаг.
Для шовной разновидности контактной сварки – расчётная ширина сваривания. В случае применения прерывистой шовной контактной сварки, указываются ширина и длина швов, а также шаг между ними.
В последнем блоке информации выделено место для размещения дополнительных сведений, на усмотрение конструктора, уточняющего или дополняющего характера.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
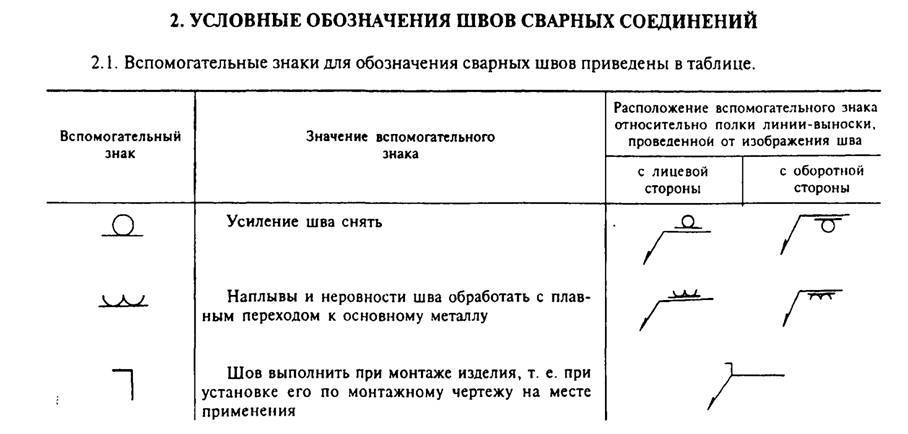
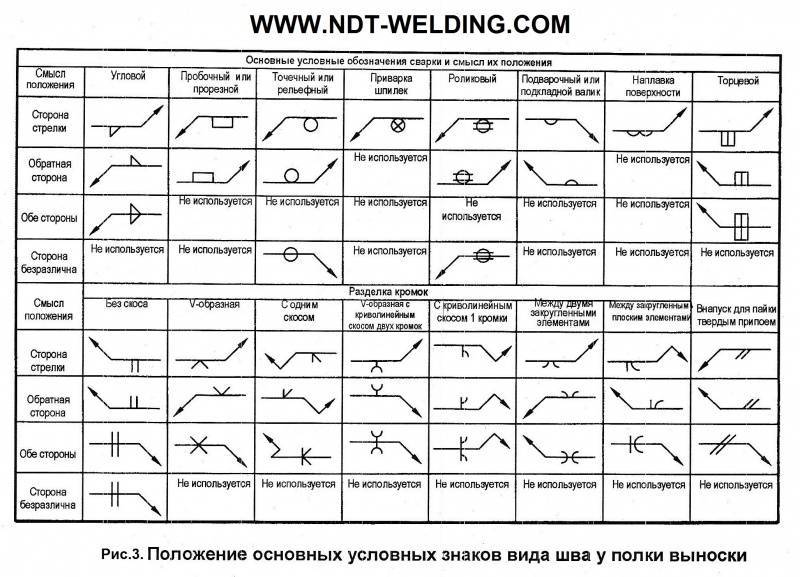
2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице.
Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва | |
с лицевой стороны | с оборотной стороны | ||
Усиление шва снять | |||
Наплывы и неровности шва обработать с плавным переходом к основному металлу | |||
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения | |||
Шов прерывистый или точечный с цепным расположением Угол наклона линии 60° | |||
Шов прерывистый или точечный с шахматным расположением | |||
Шов по замкнутой линии. Диаметр знака — 3…5 мм | |||
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа |
Примечания:
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона. В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
2.2. Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (черт.5).
Черт.5-10
Черт.5
Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
2.3. Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме (черт.6).
Черт.6
В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (черт.7а);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (черт.7б).
Черт.7
2.5. Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (черт.8), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: «Параметр шероховатости поверхности сварных швов…». Примечание. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируются.
Черт.8
2.6. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской (черт.9).
Черт.9
В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
2.7. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов. Допускается сварочные материалы не указывать.









2.8. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (черт.10а);
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (черт.10б);
в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (черт.10в).
Черт.10
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением (см. черт.10а).
Примечание. Швы считают одинаковыми, если: одинаковы их типы и размеры конструктивных элементов в поперечном сечении; к ним предъявляют одни и те же технические требования.
2.9. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2.
Это интересно: Обработка сварного шва после сварки — термическая, механическая, антикоррозийная
Создание чертежей с применением САПР
Практически все чертежи, по которым в дальнейшем с помощью сварочных технологий изготавливаются разнообразные металлоконструкции, выполняются с использованием специального программного обеспечения (САПР). Автоматизация процесса создания технических схем позволяет разработчикам существенно сэкономить время на составление проектной документации.
Благодаря САПР конструкторы быстро и с максимальной точностью наносят все сварочные швы на чертежах, обозначение их также выполняется соответственными программными комплексами, которые способны не только моделировать самые сложные металлоизделия, но практически мгновенно проводить самые сложные расчеты сварочных соединений за счет подбора готовых инженерных решений в специализированных встроенных библиотеках.
В настоящее время конструкторам предложено большое количество разных продуктов, из числа которых наиболее эффективными и востребованными являются следующие программные комплексы:
Например, за считанные секунды Компас находит любые необходимые сварочные чертежи, и их расшифровка сразу же высвечивается на мониторе без необходимости тратить время на поиск дополнительных источников.
Бесспорно, профессиональный конструктор должен уметь вручную выполнять технические схемы и тем более знать, как на чертеже обозначается сварка. Но при этом производительность работ будет намного выше, если в процессе оформления документации использовать специализированные программы.
С помощью программных комплексов разрабатывать можно не только агрегаты и узлы сварных конструкций, но также осуществлять расчеты максимально допустимых нагрузок в процессе их эксплуатации. В свою очередь это позволяет специалистам еще на стадии разработки проектов применять правильные решения в отношении конструктивных особенностей металлоизделий, исключая при этом образование неточностей из-за неточного подбора сварных технологий и в частности типов соединительных стыков.
Все современные автоматизированные программы, предлагаемые инженерам-конструкторам, разработаны с максимальным соответствием установленных техническими регламентами и нормативно-правовыми документами требований.
Умение использовать обозначение швов сварных соединений на чертежах и в частности создавать схемы в автоматизированном режиме с помощью САПР позволяет корректно и безошибочно составить документацию и обеспечить условия успешного изготовления изделий из металла посредством проведения сварочных работ.
Полное обозначение шва на чертежах
Полное указание согласно ГОСТу включает в себя полную информацию. Схематично отображаются дополнительные знаки, прописывается метод соединения, наименование и артикул шва. Чертеж включает в себя стрелку, которая указывает на линию шва. Отображение может использоваться с применением полки для дополнительной информации. Над полкой отображается информация или условное обозначение в случаях видимого шва, когда сварочный стык невидим, позиционирование устанавливается под полкой.
Виды сварных соединений и структура их обозначения
Лицевой стороной изделия принимается часть, с которой необходимо производить сварку. Штриховой линией описывается невидимый стык при лицевом отображении детали. Информация чертежа должна включать буквенные и цифровые сочетания, указывающие принадлежность к виду, форме сварного стыка. Способы креплений выражаются буквами:
- А – автоматический способ, применяемый с флюсом без проставок, под варочных работ;
- Аф – Использование флюсовой подушки при автоматической сварке;
- ИН – Метод сварки электродом в инертных газах, без применения вспомогательного материала;
- ИП – происходит стыкование плавящимся электродом в среде инертных газов;
- УП – Плавящийся электрод используется совместно с углекислым газом.
Чертежи включают в себя обозначение процесса, наименование типа стяжки и другие параметры.
Примеры и расшифровка швов на чертеже
Для полного представления, как происходи работа со стыками по чертежу, необходимо рассмотреть несколько примеров.

Соединение таврового типа
Соединение таврового типа, располагающиеся в шахматном порядке по ГОСТ 14806-80. Способ сварки – дуговая, ручная в защитных газах металлическим электродом. Длина проваренного участка должна составлять 50 см, шаг 100 мм, катет шва применяется 6 мм.
Односторонний стык внахлест
Односторонний стык внахлест, без скашивания рамок по ГОСТ 14806-80 выполняется полуавтоматической дуговой сваркой с применением защитных газов, плавящегося электрода. Обозначена работа по замкнутой линии, катет 5 мм. При тех случаях, когда проектом указываются одинаковые наименования, описывать каждую сторону необязательно, достаточно использовать информацию с одной стороны.
 |  | |
| Поперечное сечение стыка | а) Указание лицевой стороны стрелкой | б) Обратная сторона |
Односторонняя стяжка стыкового соединения без применения скоса кромок, прокладке. По ГОСТ 16310-80 выполняется нагретым газом с присадками. Лицевая сторона имеет указание стыка с лицевой части непрерывной линией, для более понятного режима работы.В работе конструктора на сегодняшний день имеется масса программных продуктов, инструментов. Использование программ для чертежей сварных стяжек позволяет сократить время на разработку, за счет автоматизации процесс.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Что такое сварной стык
Сварочный процесс — технологическая операция образования монолитного соединения. Зона, где происходило расплавление и застывание материала стыкуемых деталей, называется сварным швом.
Виды
Сварной стык подразделяется:
Стыковой. Соединение образовано по торцевым поверхностям деталей. Осуществляется с обработкой кромок и без оного. Маркировка «С».
Нахлесточный. Плоскости деталей параллельны друг другу и частично заходят одна на другую. Маркировка «Н».
Тавровый. Торец детали примыкает к плоскости другой детали под углом. Шов располагается вдоль стыка. Маркировка «Т».
Угловой. Основные плоскости стыкуемых деталей в зоне сварки расположены под углом друг к другу. Маркировка «У».
Торцовый. Полуфабрикат прижат боковыми поверхностями. Шов образован наплавлением металла на торцы изделий.
Шов выполняется:
Односторонний. Наплавление осуществляется с одной из сторон соединения (стыка).
Двусторонний. Обработка происходит с двух сторон.
Необходимость обозначения сварки
Любая конструкция состоит из отдельных деталей (узлов), соединенных между собой тем или иным способом. Один из них — сварка. Стык обладает своими характеристиками, влияющими на работоспособность изделия в целом.
Обозначение сварки на чертеже — это пояснение способа стыковки, формы шва и его геометрические параметры, способ выполнения и другая дополнительная информация. Грамотный инженер почерпнет дополнительные сведения:
- о прочности — соединение сплошное или прерывистое; кроме этого, в зоне шва образуются термические напряжения;
- о размерах и форме наплавленного металла;
- герметичности стыка;
- время выполнения соединения — до монтажа или в его процессе, и другое.
Это интересно: Как врезать трубу электросваркой?
Вспомогательные знаки
Обозначение сварки на чертеже будет неполным и непонятным без вспомогательных знаков. В таблице ниже приведены знаки вспомогательного характера, указано что каждый из них значит при нанесении на схему.









Используя вспомогательные знаки специалисты при составлении схем металлоконструкций указывают следующую информацию:
- Необходимость устранить на стыке выпуклость, возникшую при проведении сварочных работ.
- Потребность в обеспечении на основную поверхность плавного перехода. Осуществить это можно с помощью механической или ручной обработки всех существующих неровностей.
- Линия сваривания элементов должна оставаться незамкнутой.
- Контур сварочного стыка должен быть замкнутым.
- Вначале необходимо провести монтаж подготовленных деталей и только после этого приступать к сварочному процессу.
- Нужно выполнить точечный или прерывистый шов, расположение его при этом должно быть цепным.
- В шахматном порядке необходимо создавать соединительный стык.
Каждое дополнительное обозначение сварного шва регламентировано ГОСТом и указывает на уточнения, которые следует дополнительно провести на стыке.
Примечания к обозначениям
Чтобы увидев, как на чертеже обозначается сварной шов правильно прочитать всю техническую информацию, следует запомнить некоторые нюансы:
- сторона, с которой осуществляется сварка одностороннего стыка, является лицевой поверхностью;
- в двустороннем соединении, кромки которого одна относительно другой несимметричны, лицевой стороной считается та, с которой осуществляется выполнение основного шва;
- лицевой поверхностью двустороннего стыка, в котором кромки подготовлены симметрично может выступать любая из сторон.
Все дополнительные символы и знаки наносятся на схемы тонкими сплошными линиями
При создании чертежей следует обратить внимание на то, что все знаки должны иметь такую же высоту, что и цифры
В таблице ниже приведено несколько примеров того, как используются на чертежах дополнительные символы.
| Название | Как выглядит стык | Изображение на чертежах |
| Одностороннее плоское соединение, разделка кромок V-образная | ||
| Шов выпуклый двусторонний, кромки разделены в виде символа V | ||
| Угловой стык вогнутого типа | ||
| Стыковое односторонне соединение, кромки разделены V-образным способом с плоским подварочным швом | ||
| Стыковой шов односторонний, V способом выполнен раздел кромок с большим притуплением и подварочным швом | ||
| Односторонний плоский стык с V-образным разделением кромок. С помощью дополнительной обработки снято усиление | ||
| Угловое соединение с плавным переходом к основному металлу от самого шва |
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 “Условные изображения и обозначения швов сварных соединений”
В соответствии со стандартом ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
| Вспомогательный знак | Описание | Шов видимый | Шов невидимый |
|---|---|---|---|
| Шов выполнить при монтаже изделия (монтажный шов). | |||
| Шов по замкнутой линии. | |||
| Шов по незамкнутой линии. | |||
| Шов прерывистый с цепным расположением. | |||
| . | |||
| Снять выпуклость шва. | |||
| Наплывы и неровности шва обработать с плавным переходом к основному металлу. |
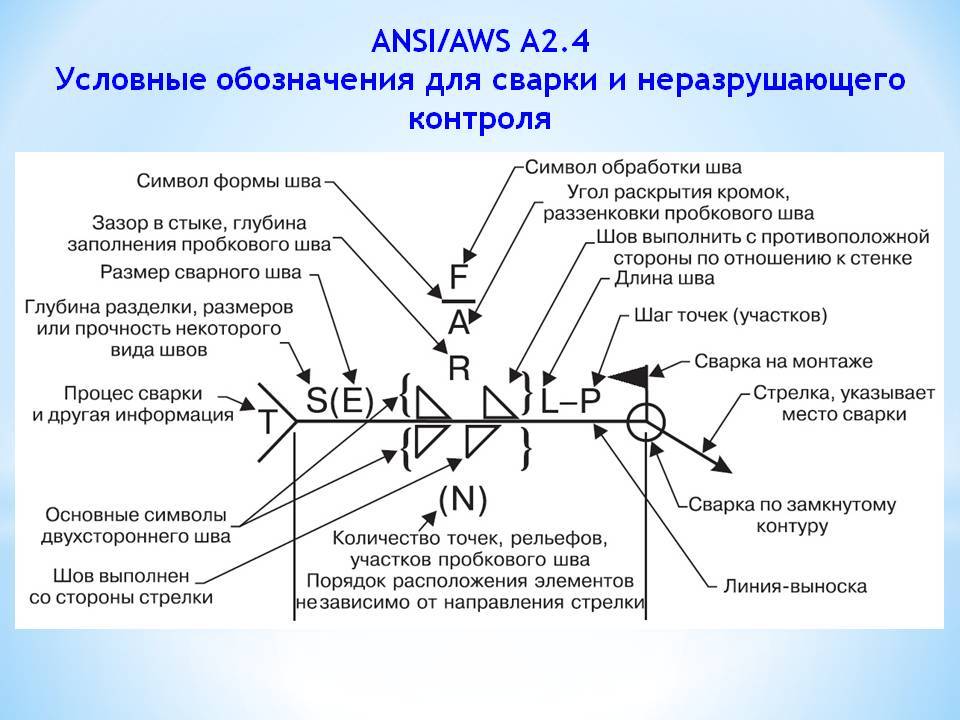
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| Стандарт | Соединение | Условные обозначения швов |
|---|---|---|
| ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 – С40 |
| Тавровое | Т1 – Т9 | |
| Нахлесточное | Н1 – Н2 | |
| Угловое | У1 – У10 | |
| ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах | Стыковое | С1 – С27 |
| Тавровое | Т1 – Т10 | |
| Нахлесточное | Н1 – Н4 | |
| Угловое | У1 – У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Правила оформления
Исполнительная схема сварки трубопровода должна содержать следующую информацию:
- наименование объекта;
- класс трубопровода;
- параметры труб: материал сплава диаметр и толщина стенок;
- транспортируема среда;
- привязку к опорным точкам.
Каждый стык на схеме должен иметь свой уникальный номер. Иногда используется сквозная нумерация сварных соединений на всем проекте, тогда обозначение принимает вид «Э12.123», где до точки находится идентификатор объекта, а после- собственно номер стыка на конкретной схеме.
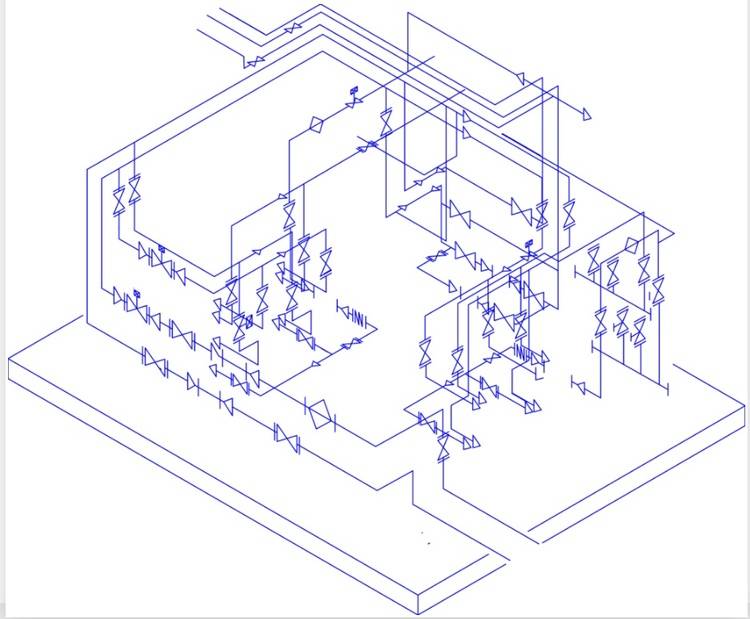
Этап формирования схемы сварных соединений из 3D модели. Чертеж упрощается, арматура и оборудование заменяются условными обозначениями.
Кроме того, на схеме может обозначаться расстояние между соседними стыками и опорными объектами, такими, как повороты, арматура, опорные металлоконструкции или технологическое оборудование. Это обязательно в двух случаях:
- трубопровод покрывается слоем изоляции;
- участок проходит под землей или скрыт в стенах.
Обозначения при необходимости (например, в случае аварии, планового ремонта или обследования) помогут быстро и без лишних затрат и повреждений конструкций найти место стыка в случае ремонта, не прибегая к дополнительной документации.
Стыки на схематическом чертеже могут быть двух видов:
- поворотные;
- неповоротные.
К поворотным относятся швы, выполняемые сварщиком с поворотом участка трубы вдоль продольной оси на определенный угол. Обычно это угол, кратный 90о. Варят такие швы в положении «снизу». Такие швы получаются более качественными и долговечными, поскольку работа идет в положении, удобном для сварки. Анализ статистических данных показывает, что частота обнаружения дефектов таких швов существенно меньше, чем у неповоротных. сварных соединений.
Неповоротный стык варится без вращения трубы в удобное положение. Наоборот, сварщику приходится перемещаться вслед за швом вокруг трубопровода, в том числе и в невыгодных позициях: швы с положительным и отрицательным уклоном, а также вертикальные и потолочные. При этом приходится несколько раз менять наклон электрода, скорость его ведения, сварочный ток и другие важные режимы работы.
Шов при этом варится в несколько приемов, что отрицательно сказывается на его прочности и долговечности. Работа в таких условиях требует о работника большого опыта, а также высокой квалификации.
Возле каждого стыка указываются данные сварщиков, заваривших его (ФИО, табельный номер или номер личного клейма).
На документе также отмечают соединения, для которых потребуется провести контроль качества неразрушающими средствами (ультразвук, рентген и др.) Для особо важных объектов, связанных с высокими давлениями и температурами, агрессивными средами и другими факторами, контроль проводится для всех стыков.
На схеме расположения сварных стыков указывается стыки, на которых требуется выполнить неразрушающий контроль (ультразвуковой, радиографический). Визуально-измерительному контролю подлежат все стыки.
При оформлении документа используется та же система координат, что и в прочей проектной и рабочей документации.
Важно! Данные схемы и сводная таблица должны совпадать с данными Журнала работ по следующим параметрам:
- номера соединений;
- параметры труб;
- ФИО сварщиков и номера личный клейм
- длительность работ.
Если размеры и уклоны построенного объекта соответствуют проектным значениям, на схеме делается надпись: «Отклонений от проектных параметров нет». В противном случае необходима согласующая эти отклонения надпись проектанта либо ссылка на отдельный документ- акт согласования.
Схема входит в паспорт объекта, оформляется на качественном носителе и с использованием материалов, гарантирующих продолжительное хранение.
После завершения работ проводится проверка всей документации на полноту и правильность оформления и заполнения. После проверки документы сдаются в архив.
Основные обозначения
В сварных конструкциях используются материалы разной толщины, размеров и форм, кроме того, детали могут иметь различное расположение по отношению друг к другу. Обозначение сварочного шва на чертеже напрямую зависит от взаимного расположения сварных элементов конструкции. Установлено всего 5 типов соединений (согласно ГОСТ 5264 и ГОСТ 14771):
— «С» стыковочное;
— «С» торцевое;
— «У» угловое;
— «Н» нахлестное;
— «Т» тавровое.
Стыковой сварочный шов на чертеже представляет собой соединение элементов, которые располагаются на одной поверхности или плоскости. Процесс сварки деталей происходит по смежным торцевым сторонам.








Торцевое соединение «С» представляет собой сваривание элементов по торцевым сторонам деталей, у которых боковые поверхности находятся вместе. Данный метод используется при сварке деталей из тонкого металла, для того, чтобы исключить возможность прожога. Обозначение сварочных швов на чертежах одинаковыми буквами, например, стыковочное и торцевое, должно иметь пояснение, касающееся конкретного типа используемого сварочного шва.
Обозначение сварочных швов на чертежах большой буквой Н при сварке нахлестным методом. При сварке детали расположены на параллельных линиях таким образом, что один элемент частично перекрывает другой.
Т – это обозначение на чертежах таврового сварного шва. Торцевая часть одной детали соединяется с торцевой частью другой детали под определенным углом (может быть и 90 градусов).
Последний тип «У» — угловой, представляет собой шов, который получается в результате расположения свариваемых элементов под прямым, острым или тупым углом по отношению друг к другу.
Сварочный шов на чертеже, вне зависимости от того, какой именно тип сварки использовался, может быть обозначен, как видимый или невидимый.
Изображение соединений при разных типах сварки
В зависимости от типа используемой сварочной технологии по-разному изображаются виды сварных швов и соединений, их обозначения на чертежах указаны в таблице.
| Способ выполнения сварки | Как на чертеже показать сварку |
| Для изготовления конструкции используется сварка с применением автоматического аппарата. Выполняется под слоем флюса, предварительная проварка стыка не требуется. Подкладки или подушки в работе не используются | А |
| Сварка под флюсом с помощью автоматической установки с использованием специальной подушки с флюсовой основой | Аф |
| Соединение деталей должно происходить в среде инертного газа. Работы проводятся вольфрамовым тугоплавким электродом. Технология не требует использования дополнительного присадочного материала | ИН |
| Элементы соединяются вольфрамовым электродом посредством сварки в инертных газах с применением присадочного металла | ИНп |
| В среде инертного газа свариваются друг с другом детали с помощью плавящегося электрода | ИП |
| Сварочные работы проводятся в среде защитного газа, для этого используется углекислый газ | УП |
| Применять нужно газосварочную технологию | Г |
| Соединение элементов электродуговым методом | Э |
| Выполнять работы необходимо с применением защитного газа | З |
Правила нанесения обозначений и особенности их расшифровки
Выше уже упоминалось о том, как должно выполняться обозначение сварных соединений разных типов. На черту стыка указывает линия с направленной стрелкой, над или под которой наносятся надписи.
Существуют определенные правила, согласно которых должны наноситься все технические надписи. Маркировка сварных швов состоит из 9 взаимосвязанных между собой блоков. На фото ниже показана структура расположения маркировочных знаков.
На фото показано как обозначается сварное соединение на чертеже на примере двухстороннего монтажного стыкового шва, выполняемого ручной дуговой сваркой:
- В первой колонке изображен вспомогательный знак. Это контур замкнутого шва, определяющий выдвигаемые к элементу монтажные условия.
- Второй блок содержит код межгосударственного стандарта, в соответствии которого должны осуществляться работы по свариванию металлоконструкции.
- Третья колонка – это маркировка (обозначение) сварного шва на чертеже.
- Далее изображен дефис, который на подкатегории разделяет все последующие позиции.
- Буквы в пятом блоке указывают на технологию, по которой выполняются сварочные работы. Обязательно к заполнению эта позиция не является.
- В шестой колонке содержится величина углового катета, величина его указана в миллиметрах.
- Седьмой блок: дополнительное обозначение – прерывистый сварной шов, интервал шага, цепное или шахматное расположение и т. д.
- В восьмом блоке изображаются вспомогательные знаки, указывающие на тип обработки.
- Последняя девятая колонка – это показатели чистоты поверхности стыкового соединения. Указывается в случаях, когда после сварочного процесса необходима механическая обработка изделия.
Это приведено стандартное обозначение сварных швов на чертежах, примеры обозначения некоторых уже выполненных соединений приведены ниже.
Пример 1
Представленное на чертеже условное обозначение сварного шва расшифровывается следующим образом:
- знак говорит о том, что непосредственно на месте монтажа после подгонки элементов следует осуществлять их соединение;
- ГОСТ 5264-80 – это номер регламентирующего документа, в данном случае он указывает на то, что с помощью электродуговой сварки выполнен стык;
- С13 – значит, что в стыковом соединении на одном скосе изогнутая фаска;
- знак указывает что с двух сторон шва осуществлено снятие внутреннего термического напряжения (усилия);
- Rz20 – показатель чистоты поверхности лицевой стороны, Rz80 – обратной стороны.
Пример 2
Здесь изображен выполненный автоматической дуговой сваркой (А) по замкнутой линии под флюсом (ГОСТ 11533-75) двусторонний (У2) угловой шов без скоса кромок.
Пример 3
С тыльной стороны создан стык.
Соединение выполнено с применением электродуговой сварки по ГОСТу 5264-80. Шов односторонний с загибом края, контур разомкнутый.
Пример 4
Сварочное соединение под наклоном
- контур стыковки элементов сплошной, выполнен в форме кольца;
- в газовой среде осуществлена сварка, ГОСТ 17771-76;
- стык тавровый (ТЗ), выполнена обработка каждой его стороны без разделки кромок;
- в качестве газовой среды использована окись углерода (УП) газообразной консистенции, электрод – расплавляемый;
- 6 мм составляет длина катета стыкового соединения;
- в шахматном порядке (Z) периодически создается сплошной проваренный участок длиной 50 мм и с шагом 100 миллиметров.
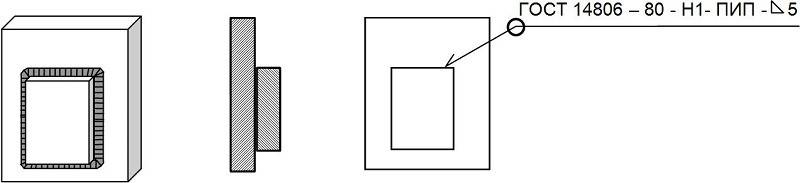
Пример 5
Для выполнения шва применена дуговая полуавтоматическая сварка, чертеж обозначает что шов односторонний (Н1), созданный плавящимся электродом внахлестку без скоса кромок в среде защитных газов. Шов круговой (), выполнен по замкнутой линии, 5 мм (Δ5) составляет дина катета.
Если на чертеже содержится несколько одинаковых соединительных стыков, то только на одном их них наносится условное обозначение. К остальным швам в местах, где должно быть обозначение указываются только их порядковые номера. При этом количество одинаковых соединений указывается на линии-выноске, как показано на примере ниже.
Одинаковыми стыковые соединения считаются в случаях, когда:
- разновидности стыков и размеры элементов являются одинаковыми при сравнении их поперечного сечения;
- одинаковые требования выдвигаются ко всем соединениям.
Когда для сварочного стыка установлена категория его контроля либо контрольный комплекс, то только под линией выноской должно наноситься условное обозначение.





