

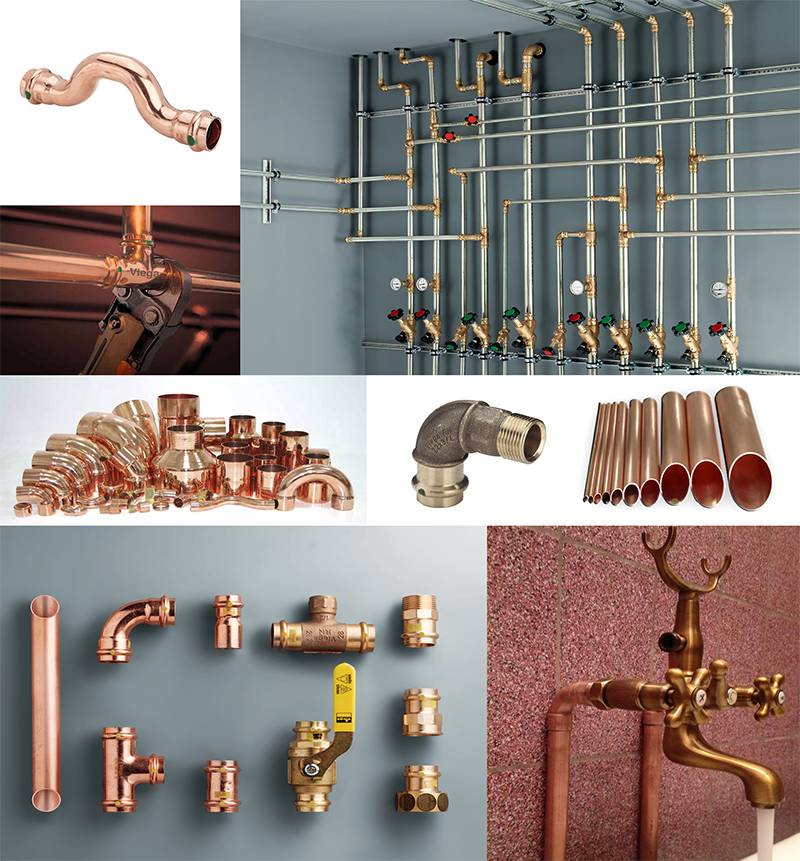
Способы соединения медных труб
Сварка
Встречается довольно редко. Сварочной горелкой соединяются между собой медные трубы для отопления большого диаметра (начиная с диаметра 108 мм);
Соединение медных труб при помощи вытяжных фитингов.
Внутри трубы делается отверстие, вставляются кулачки и при помощи специального инструмента вытягивается раструб. Довольно трудоемкий и дорогой способ соединения труб, нужен специальный станок и монтажники не уважают такой вариант крепления.
Вальцовка
Способ соединения медных труб хороший, но его не используют в системах отопления. Очень редко можно встретить развальцованную деталь, и то заводского изготовления.
Компрессионный фитинг
Встречается довольно часто. Состоит из трех деталей: гайки, уплотнительного кольца и самого фитинга в виде уголка. Принцип соединения: на медную трубу одевается гайка, уплотнительное кольцо и сам фитинг. Затем гайка закручивается и прижимает трубу к фитингу. С другой стороны делается то же самое.
Недостатком данного метода соединения медной трубы является то, что нет рекомендации с какой силой затягивать гайку на фитинге. Каждый делает это как может и в итоге могут возникнуть утечки воды.
Еще одним минусом является условная неразборность фитинга, т.к. уплотнительное кольцо при одевании на трубу врезается в нее и остается навсегда. Поэтому, чтобы отремонтировать участок трубы (снять фитинг) приходится обрезать этот участок трубы и вставлять новый.
Если вам предложат компрессионый фитинг, лучше отказаться и попросить что-то другое.
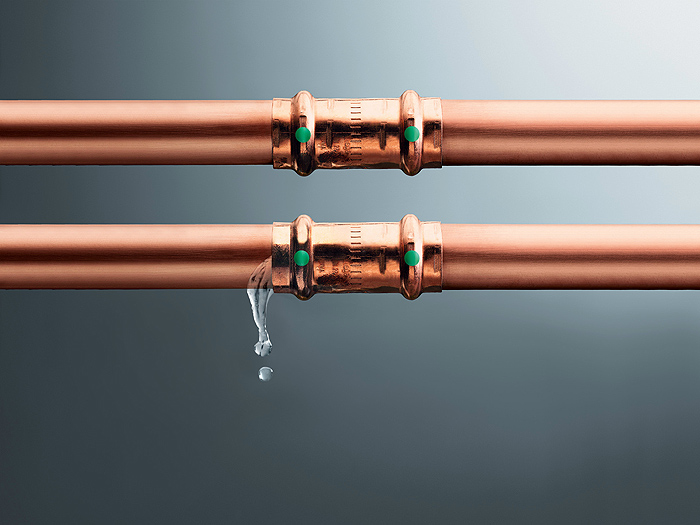
Прессовый фитинг
Встречается редко, т.к. мастеру для его установки нужен набор специальных клещей (порядка двенадцати) и дорогостоящий пресс. Принцип соединения: фитинг накидывается на трубу и зажимается клещами нужного типа. В итоге получается идеально прочное неразборное соединение.
Разница обработки этими фитингами мягкой и жесткой трубы.
Внутрь мягкой медной трубы обязательно вставляется опорная втулка при монтаже компрессионого фитинга. Втулка позволяет сохранить геометрию трубы при сжимании опорного кольца.
Пайка медных труб
Способ позволяет получить качественное соединение медной трубы при помощи недорогого оборудования. Обычно это пропановая горелка для небольших диаметров трубы. Для труб диаметром более 54 мм подойдет ацетилено-воздушная горелка.
Существует два вида пайки – жесткая и мягкая (высоко- и низкотемпературная). Жесткая пайка выполняется при более высокой температуре, нежели мягкая. Бытует мнение, что жесткая пайка прочнее, чем мягкая. Это не соответствует действительности.
Жесткая пайка менее технологична, чем мягкая. Для того, чтобы спаять при помощи жесткой пайки, требуется просто одеть фитинг на трубу, разогреть место соединения до темно-малинового цвета, и после этого присадить припой.
Мягкая пайка включает в себя:
- Зачистка места соединения до металлического блеска,
- Зачистка внутренней поверхности фитинга,
- Нанесение флюса,
- Соединение деталей,
- Удаление излишков флюса,
- Собственно пайка.
Главное отличие мягкой от жесткой пайки в том, что после мягкой пайки медная труба имеет более аккуратный вид, нежели после жесткой. При жесткой пайке трубу сильно разогревается, чернеет по толщине, покрывается хлопьями – зачистить ее невозможно, она не будет выглядеть блестящей медной трубой, она будет черной. После жесткой пайки котельная выглядит безобразно, поэтому если предлагают жесткую пайку – лучше отказаться. Надо применять только мягкую пайку.
Жесткая пайка медной трубы подойдет для тех случаев, когда по трубопроводу будет транспортироваться не жидкость, а газ. Например, для систем кондиционирования, систем транспортирования любых газов разрешена только жесткая пайка, потому что остатки флюса, наносимые на трубу и внутреннюю поверхность фитинга, попадают во внутрь трубопровода и его необходимо вымыть.
Мягкая пайка подходит для гидравлических систем, т.к. она выглядит более эстетично.
Как соединить трубы капиллярной пайкой?
Пайка занимает больше времени, однако выполненные соединения отличаются прочностью и герметичностью. Лучший вариант для решения бытовых задач – использование мягкого припоя. Рабочая температура при этом не превышает 250 °С.
Применение твердого припоя увеличивает прочность, но для работ потребуется дорогое оборудование и особые условия, так как процесс пайки проходит при температуре более 700 °С.
С помощью пайки создаются неразъемные соединения, которые выполняются либо раструбным способом, либо с помощью фитингов. При раструбной технологии один конец трубы необходимо расширить так, чтобы при состыковке элементов между их стенками образовался зазор шириной 0,2-0,3 мм.
Он заполняется припоем, после чего создается герметичное соединение. Но более пристально рассмотрим пайку с фитингом, наиболее популярную у монтажников.
Материалы и инструменты для работы
Необходимо подготовить медные трубы и фитинги, но не первый попавшийся вид, а специально предназначенный под пайку.

Соединители и переходники для пайки отличаются гладкой поверхностью и отсутствием дополнительных канавок, гаек, колец и т.д. Они могут иметь прямую, угловую, крестовую форму – в зависимости от назначения
Инструменты для выполнения работ:
- газовая горелка – достаточно пропановой;
- расширитель для труб (калибратор);
- труборез, так как ножницы по металлу деформируют форму трубы;
- фаскосниматель;
- приспособления для чистки и полировки (мелкая наждачка, ершики, тряпочки).
При выборе припоя лучше остановиться на варианте с оловянной основой. Кроме олова в состав припоя может входить висмут или серебро. Этот вид хорош тем, что его температура плавления гораздо ниже, чем у изделий из меди.
Подробнее о припоях для пайки медных труб можно прочесть в этом материале.
В процессе пайки припой примет жидкое состояние и сможет герметично заполнить соединительный зазор, тогда как медные элементы не отреагируют на высокую температуру.

Кроме припоя необходим флюс. Это своеобразная смазка для частей элементов, которые необходимо состыковать. Флюс аккуратно наносят кисточкой на поверхность труб и фитингов
Для удобства проведения монтажных работ можно использовать специальные фитинги для низкотемпературной пайки. Они отличаются тем, что на концах имеют узкую канавку, заполненную припоем.
Низкотемпературная (мягкая) пайка характерна для бытовых работ, а на производстве применяют высокотемпературную (жесткую). Жесткий вид также используется и при соединении трубок систем кондиционирования и холодильных установок.
Описание процесса пайки
Медь – податливый материал, работать с ним несложно, но при отсутствии опыта лучше сначала потренироваться на ненужных отрезках труб.
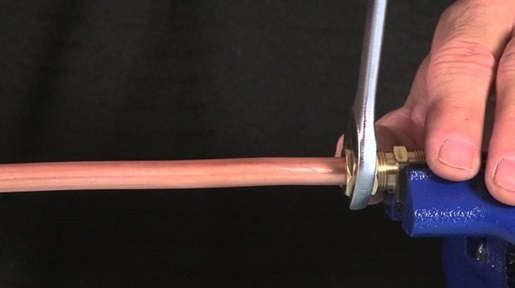
Галерея изображенийФото из С помощью трубореза, специального инструмента, производим нарезку элементов. Операции лучше производить непосредственно во время монтажа, чтобы при необходимости подогнать длинуФаскосниматель вставляем в трубу и вращаем, пока не удалим кромку, которая возникла в процессе нарезки. Это необходимо, чтобы внутренняя часть трубы не заузиласьСначала тем же фаскоснимателем, но другой его стороной, а затем и мелкой шкуркой обрабатываем наружную сторону трубы так, чтобы не осталось царапин и медь заблестелаЧтобы увеличить эффективность пайки, необходимо тщательно зачистить и вторую деталь – уголок, переходник. Подходящий инструмент – шуруповерт с насадкой из обычного ершикаДля нанесения флюса подходит обыкновенная клеевая канцелярская кисточка. Берем раствор небольшим порциями и распределяем тонким слоем по поверхности трубыПодготовленный очищенный уголок надеваем на конец трубы, покрытый флюсом. Чтобы соединение было более плотным, трубу ввинчиваем легкими движениями в уголокПеред началом пайки необходимо убрать лишний флюс или пасту. Для этого пригодится обыкновенная тряпка. Когда поверхность полностью очищена, для удобства работы деталь закрепляем в тискахВ одну руку берем припой, в другую горелку и начинаем аккуратно производить пайку. Нагрев трубу, помещаем припой в одну точку, благодаря капиллярному принципу он сам растечется по всей площадиШаг 1 – нарезание медной трубы на отрезки заданного размераШаг 2 – удаление кромки фаскоснимателемШаг 3 – подготовка наружной стенки под пайкуШаг 4 – обработка внутренней поверхности уголкаШаг 5 – нанесение флюса или пасты на конец трубыШаг 6 – закручивание конца трубы внутрь уголкаШаг 7 – чистка места соединения ветошьюШаг 8 – процесс пайки с мягким припоем
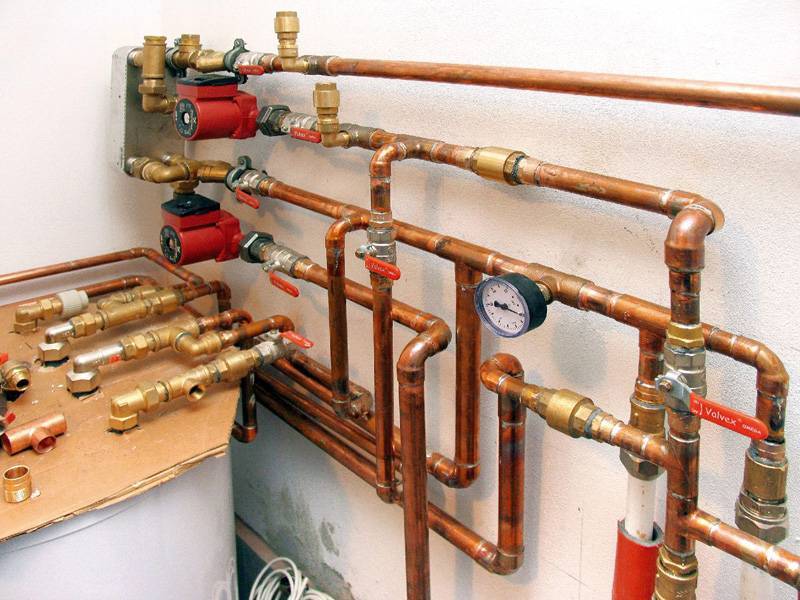
Сборка медного трубопровода методом пайки
Наибольшей герметичности можно достичь, если соединять трубы методом пайки. При выполнении работы необходимо четко соблюдать рекомендуемые правила безопасности.
Инструменты
Для сборки трубопровода методом пайки потребуется следующий набор материалов и инструментов:
- медные трубы, количество и диаметр которых определяется по схеме;
- труборез (в отсутствии устройства можно воспользоваться обычной ножовкой по металлу);
- трубогиб;
- металлическая щетка для подготовки трубы для пайки;
- наждачная бумага (используется в дополнение к щетке);
- труборасширитель – специальное устройство для увеличения диаметра одной из соединяемых труб;
- газовая горелка;
- фаскосниматель (устройство для удаления заусенцев после обрезки труб);
- флюс-состав, который позволяет произвести дополнительную чистку труб и способствует более равномерному распределению припоя;

Разновидности флюса для пайки
припой – металлический сплав, которым заполняется пространство между трубами в процессе пайки.

Разновидности припоя для разных видов пайки
Флюс и припой подбираются в зависимости от вида пайки (низкотемпературной или высокотемпературной), причем флюс и припой должны максимально соответствовать друг другу.
Процесс пайки
Как соединять медные трубы методом пайки? Для получения прочного соединения рекомендуется придерживаться следующей схемы:
- нарезаются трубы. Длина каждого участка трубопровода должна соответствовать схеме, в которой указана медная разводка труб по жилому помещению;

Резка труб труборезом
- с концов труб снимается фаска. Затем участки для пайки зачищаются до достижения максимально ровной поверхности и очищаются от окислов и иных загрязнений при помощи металлической щетки;

Подготовка поверхности трубы к пайке
- для достижения максимальной герметичности паевого соединения конец одной трубы необходимо расширить на 2 мм – 3 мм;

Увеличение диаметра трубы
- место будущей пайки обрабатывается флюсом. Поскольку химический состав может негативно повлиять на кожу рук, то работа производится в защитных перчатках. Флюс в виде пасты удобнее всего наносить при помощи небольшой кисточки;

Нанесение флюса на участок трубы
- разогревается до нужной рабочей температуры горелка;
- флюс немного расплавляется;
- соединяются трубы;
- излишнее количество флюса удаляется при помощи сухой мягкой тряпки;
- производится пайка. На разогретый участок плавно наносится припой, который при нагреве расплавляется и заполняет все свободное пространство;

Заполнение припоем в процессе пайки
- на 3 – 5 минут (до полного остывания) соединение оставляется в неподвижном состоянии;
- следующий участок трубопровода присоединяется аналогичным образом.
Пайка труб производится при высокой температуре. Кроме этого нередко в ходе выполнения работы выделяются вредные вещества. Поэтому сборку трубопровода методом пайки необходимо производить в хорошо проветриваемом помещении и вдали от легковоспламеняющихся веществ или предметов.









Возможные способы монтажа медных труб подробно рассмотрены на видео.
После предварительной сборки производится прокладка медных труб согласно ранее разработанной схеме. Для крепления трубопровода можно использовать хомут, кронштейн или иные приспособления. Кроме этого прокладывать трубы можно в стенах.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд
При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
https://youtube.com/watch?v=N9QwpYEQpUw
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.
Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Правила подготовки медных труб
Свариваемость меди зависит от наличия примесей в металле. Чистая медь обладает наилучшей свариваемостью. Расплавленная медь очень хорошо окисляется, а при охлаждении образуются пузырьки газов из воздуха. Эти пузырьки создают большое внутреннее давление, что приводит к образованию трещин. В связи с этим необходимо тщательно следить, чтобы на свариваемых торцах не было влаги, а также обеспечивать хорошую защиту расплавленного металла в процессе сварки.
Подготовка к сварке будет аналогичной для различных способов. Перед началом сварочных работ следует подготовить кромки свариваемых труб:
- Произвести осмотр и при необходимости обрезать торцы с дефектами.
- Произвести очистку от загрязнений и окислов не только свариваемых кромок, но и внешних и внутренних поверхностей на небольшом расстоянии от них до металлического блеска.
- При использовании труб большой толщины следует сделать скос кромок. Для этого используют болгарку с абразивным кругом или специальный кромкорезательный станок.
Сборка труб осуществляется с помощью центраторов – приспособлений, позволяющих прочно зафиксировать концы труб в одной оси. При отсутствии центратора или невозможности его использования трубы можно расположить на сварочном приспособлении и закрепить их струбцинами. При сборке необходимо соблюсти небольшой зазор между свариваемыми кромками. При отсутствии зазора есть вероятность несплавления кромок внутри трубы, при большом зазоре расплавленный металл сварочной ванны будет вытекать вовнутрь трубы.
Самостоятельная сборка
Монтаж трубопровода с помощью медных труб вполне осуществим своими руками. Для этого используют газовую горелку и припой, который бывает двух видов – твердый и мягкий. Твердый припой используют при высокотемпературной пайке в коммуникациях для водоснабжения, газа и отопления. Мягкий – для пайки при более низких температурах в бытовых условиях.

- зачистка щеткой и зашкуривание внутренней части соединения ;
- нанесение флюс-пасты внутри и снаружи;
- нагревание места соединения с помощью газовой горелки.
Воспользуйтесь такими советами. Не стоит снимать заусенцы после обрезки на краях труб наждачной бумагой. Один из концов труб надо расширить труборасширителем, чтобы они входили друг в друга









При нанесении флюс-пасты следите, чтобы ее не было слишком много и она не попала в просвет трубы при пайке
Важно не перегревать место соединения, достаточно 15-20 секунд для получения эффекта. Нагрев прекращают, когда флюс приобретает серебристый цвет
https://youtube.com/watch?v=z0YhZ7c80hI
Перед пуском готовой системы желательно промыть ее большим напором воды, чтобы удалить все частицы от процесса монтажа.
Работа с открытым огнем требует соблюдения техники безопасности. Жизнь и здоровье стоит того, чтобы позаботиться о нем во время проведения данных работ.
Медные трубопроводы благодаря своим отличным свойствам показали себя, как надежный вариант системы отопления вместе с возможностью горячего и холодного водоснабжения.
Сборка трубопровода при помощи фитингов
Соединение медных труб при помощи фитингов производится исключительно в местах, доступных для проведения контроля. Это правило обуславливается тем, что соединение получается не полностью герметичным и с течением времени могут образовываться протечки.
Преимуществом резьбового соединения является то, что в случае необходимости можно произвести ремонт без дополнительных усилий, так как полученное соединение получается разъемным.
Инструменты и материалы
Для сборки трубопровода потребуются следующие материалы и инструмент:
- медные трубы подходящего диаметра;
- соединительные обжимные или пресс-фитинги;

Специальные устройства для сборки трубопровода
Виды и количество фитингов подбирается в соответствии со схемой трубопровода.
- труборез или ножовка по металлу;
- трубогиб для медных труб. Устройство используется для организации трубопровода с меньшим количеством соединений, что повышает прочность системы;
- напильник для обработки труб после резки (перед соединением). Дополнительно можно использовать мелкую наждачную бумагу;
- ФУМ-лента для герметизации резьбы. Кроме ФУМ-ленты можно также использовать льняную нить, нить Тангит Унилок или любой иной герметизирующий материал;
- гаечный ключ.
Инструкция по сборке
Сборка медного трубопровода своими руками при помощи фитингов производится следующим способом:
- нарезка труб для трубопровода. Длина каждой трубы должна полностью соответствовать составленной в процессе разработки системы схеме;
- удаление изоляционного слоя. Если для обустраиваемой системы трубопровода какого-либо назначения используются трубы с изоляцией, то для прочного соединения утепляющий слой удаляется. Для этого ножом прорезается нужный участок и производится зачистка трубы;
- обрезанный край обрабатывается напильником, наждачной бумагой до получения ровной поверхности. Если на конце трубы останутся заусенцы, выбоины или иные неровности, то соединение получится менее герметичным;

Зачистка трубы перед соединением с фитингом
- при необходимости производится гибка труб;
- на подготовленную трубу надевается накидная гайка и обжимное кольцо;

Установка элементов фитинга для соединения
- труба соединяется с фитингом. Первоначально затяжка производится руками, а затем гаечным ключом. В процессе затяжки обжимное кольцо полностью герметизирует соединение, что исключает необходимость применения дополнительных герметиков. Однако при соединении медной трубы с трубой или фитингом, изготовленным из иного материала, требуется дополнительная герметизация ФУМ-лентой.
Фиксация фитинга
Важно не перетянуть резьбу, так как мягкая медь легко деформируется
Чем покрасить медные трубы отопления?
Чтобы покрасить изделие из меди, можно использовать несколько видов краски:
- Алкидную эмаль. Устойчива к высоким температурам, физическим воздействиям.
- Акриловую краску. Изготавливается на основе органических растворителей.
- Красящий состав на водно-дисперсионной основе. Быстро высыхает, но удерживается на поверхности короткий промежуток времени.
Наносить краску на металлическое основание просто. Его срок службы напрямую зависит от выбранного красящего состава, средний показатель долговечности — около 5 лет. Для повышения адгезии металл нужно зачистить мелкой наждачной бумагой.
Медные трубы редко применяются для изготовления трубопроводов. Связано это с их высокой ценой. Если средств достаточно, это лучший вариант по долговечности, надежности
Важно грамотно выбрать тип соединения отдельных элементов, чтобы система прослужила как можно дольше
Характеристика меди
Важное свойство — это ее универсальность. Для всех видов инженерных коммуникаций применяются трубы из меди — в снабжении питьевой водой, топливом в холодильных системах, жидким и газообразным газом в системах кондиционирования и отопления. Благодаря широкому ассортименту фитингов и труб есть возможность проектировки и монтажа систем водоснабжения и иных видов разводок для каждого объекта со своими особенностями
Благодаря широкому ассортименту фитингов и труб есть возможность проектировки и монтажа систем водоснабжения и иных видов разводок для каждого объекта со своими особенностями.
Факт надежности подтверждается тем, что их в большей мере применяют в теплообменниках газовых водонагревателей, в гидравлике самолетов и тормозных автомобильных системах. Медь – металл, который почти целиком перерабатывают для повторного производства.
Долговечность
Меди присущ долгий срок службы. В течение всего времени использования сохраняется первоначальная прочность. Медные трубки вместе с фитингами будут служить столько, сколько стоит здание.







Высокая эффективность
Медь – материал, обладающий высшей степенью экономичности. Если сравнивать расходы по обслуживанию с другими материалами, то медные установки составляют достойную конкуренцию. Цены не настолько высоки, но при этом потребитель получает высокий показатель эффективности от монтажа медных труб.
Свойства
Металл легко паяется и сваривается. Физические свойства, как пластичность и твердость, не теряются при длительной эксплуатации.





