

Нюансы гибки труб из цветных металлов
Одно из отличительных свойств цветных металлов – большая пластичность. Однако для выполнения гибки ее может быть недостаточно. Прилагаемые усилия сжатий и растяжений часто бывают причиной смятий и даже разрывов заготовки
Чтобы этого избежать, важно четко следовать технологической инструкции
Гибка труб из меди и латуни.
При работе с заготовками из меди и латуни используют как холодный, так и горячий способы гибки труб. И в том, и в другом случае в полость объекта помещается наполнитель: для холодного метода – расплавленная канифоль, для горячего – песок. Технологически процесс ничем не отличается от работы со стальными трубами.
Прежде чем приступить к гибке медных или латунных заготовок, их нужно обжечь, а затем остудить. Термическое воздействие на оба материала одинаковое: +600…+700 °С. А вот способы их охлаждения разные: медь для этого окунают в воду, а латунь оставляют на воздухе.
Когда труба приобретает нужную форму, канифоль из нее выплавляют. Чтобы не нарушить целостность изделия, процесс извлечения начинают с краев. Трубогиб может быть как простым инструментом, так и сложным технологичным станком.
Устройства с ручным приводом работают за счет приложения немалой физической силы мастера, а гидравлические агрегаты требуют минимального ее количества. Станки того и другого типа имеют сменные насадки, позволяющие работать с заготовками разных диаметров.

Хотя трубы из меди и латуни гнуть легче, чем стальные, сложности процесса, связанные с законами физики, остаются те же – в точке сгиба наружная стенка заготовки растягивается и истончается.
В то же время, внутренняя стенка сжимается и становится толще. Такие деформации могут привести к изменению формы полости трубы с круглой на овальную, снизить ее проходимость
Поэтому прежде чем приступить к любому из способов гибки труб, важно принять меры по предотвращению негативных явлений
Гибка труб из алюминия.
Способы работы с алюминиевыми трубами такие же, как с медными или латунными:
- с использованием роликов;
- прокатка;
- откатывание;
- давление.
Прежде чем выбрать способ гибки труб из алюминия, важно ознакомиться с существующими вариантами. Первый подходит для работы с тонкими заготовками, диаметр сечения которых не превышает 10 см. С его помощью можно получить пологий изгиб без высокой градусной точности
Минимальный радиус сгибания установлен строго и составляет 5-6 диаметров трубы
С его помощью можно получить пологий изгиб без высокой градусной точности. Минимальный радиус сгибания установлен строго и составляет 5-6 диаметров трубы.
Степень изгиба зависит от положения отклоняющегося ролика. Этот метод, как правило, встречается при работе с декоративными элементами интерьера. При помощи второго способа выполняют манипуляции с трубами большого сечения. Для этого часто применяют 3-роликовое гибочное устройство. Заготовку располагают между приводными роликами. Радиус гибки настраивается путем изменения их положения.
В этом способе гибки труб получить точный угол еще сложнее, чем в первом. Зато заготовку можно пропускать через роликовую систему до тех пор, пока нужная конфигурация не будет достигнута.
При откатке в полость трубы не помещают наполнитель, поэтому такой метод применим лишь в случаях, когда нужен небольшой изгиб. Работая этим способом, не получится выполнить точные требования по степени овальности сечения на участке воздействия.
Назначение и виды
Трубогиб является незаменимым приспособлением, когда требуется деликатно и точно согнуть круглую или профильную металлическую трубу
Изгиб металлических профильных труб напрямую связан с их диаметром, толщиной стенок и материалом изготовления, поэтому производители металлопроката всегда указывают минимальный радиус деформации в специальных таблицах.
Таблица расчёта радиусов изгиба стальных труб в зависимости от диаметра и толщины стенки
Получить изгиб требуемой кривизны и не повредить деталь позволяют специальные приспособления — трубогибы. В зависимости от длины фрагмента, который надо согнуть, применяют приспособления двух типов:
рычажные трубогибы;прокатные агрегаты.
Самыми распространёнными изделиями являются трубогибы рычажного типа. В таких приспособлениях усилие прикладывается в нужном месте, а сам изгиб повторяет форму сегмента (шаблона), который в части устройств может быть съёмным. Как правило, в комплектацию таких агрегатов входят несколько сегментов под трубы различного диаметра. Кроме сегментных устройств, промышленностью производятся дорновые и арбалетные трубогибы, форма изгиба в которых задаётся двумя направляющими роликами и нажимным шаблоном (дорном). Такая конструкция позволяет выполнять холодную обработку круглых стальных труб на коротких участках. К слову, компактные арбалетные трубогибы являются наиболее популярным инструментом у монтажников инженерных коммуникаций.
Просто, быстро и качественно — вот достоинства арбалетных трубогибов, которые привлекают профессиональных монтажников
В зависимости от конструкции рычажного гибочного устройства, оно может иметь привод любого типа:
гидравлический;пневматический;электрический.
Часто принцип работы агрегата предусматривает подогрев трубы (внешний, или при помощи разогретого воздуха, пропускаемого внутри проката), чем добиваются повышения её пластичности, а, соответственно, и качества изогнутого участка.
При необходимости получить изгиб большого радиуса используют прокатные приспособления. В их конструкцию входят два направляющих и один нажимающий валы (ролики). Трубу протягивают между подвижными элементами, задавая степень изгиба усилием прижимного ролика. При необходимости получения большого радиуса кривизны заготовки процедуру повторяют.






Прокатные приспособления могут иметь электрическую передачу для направляющих валов, а также гидравлический, механический или пневматический привод нажимного ролика.
Теперь рассмотрим как гнуть трубу уже с помощью трубогиба
При постройке сложных строений используются профиля квадратного и круглого сечения с толстыми стенками. Их тяжело согнуть вручную, поэтому необходим трубогиб. Станки бывают двух видов:
- Ручные. Аппараты несложной конструкции и недорогие в цене. Вполне подходят для применения в хозяйстве.
- Автоматические. Относятся к профессиональным и используются специалистами. Имеют дорогую цену, поэтому для домашнего пользования не подходят.
 Фото — механический профилегиб
Фото — механический профилегиб
Также станки различаются по принципу работы и бывают разных моделей. Рассмотрим наиболее практичные:
- Арбалетный трубогиб.
- Пружинный трубогиб.
- Сегментный трубогиб.
- Дорновый трубогиб.
Работать с использованием трубогиба удобно и легко. Он надежно удерживает профиль и оказывает на него равномерное давление. Радиус изгиба можно регулироваться. На выходе получаются идеальные дуги.
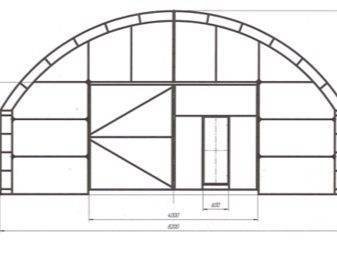
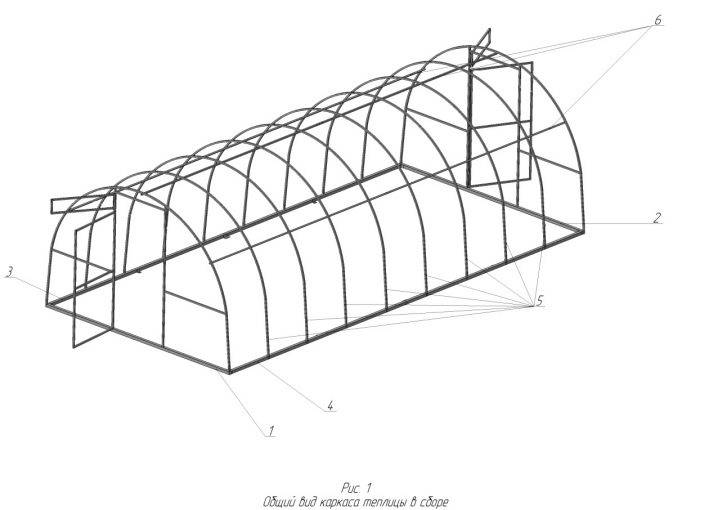
Проект и подготовка
Прежде чем начинать самостоятельно изготавливать качественную теплицу из профильной трубы, очень важно правильно составить ее проект. Для этого понадобится подготовить подробные чертежи с указанием всех размерных параметров будущего возведения
Многие пользователи тут обращаются к уже готовым схемам, подстраивая их под свои условия и планы
Такое решение является оптимальным, если проведение подобных работ для вас является чем-то совершенно новым и очень сложным
Многие пользователи тут обращаются к уже готовым схемам, подстраивая их под свои условия и планы. Такое решение является оптимальным, если проведение подобных работ для вас является чем-то совершенно новым и очень сложным.

На плане планируемой надворной постройки следует отразить следующие важные составляющие:
- основу;
- направление вертикально расположенной стойки;
- кровельную конструкцию;
- обвязку, находящуюся в верхней части;
- дверь, окна и форточки, без которых оставлять теплицу ни в коем случае нельзя;
- распорные детали.

Разрабатывая подробный проект планируемой теплицы, рекомендуется обратить внимание на степень ее освещенности. Учитывайте, что абсолютно любая тепличка должна быть направлена исключительно к южной стороне
Разрешенный перепад поверхности должен составлять не более 100 мм
Исходя из разработанной схемы, проводят разметку будущей надворной постройки. Для проведения этих процедур обычно применяют колышки и веревку. Если проверить размеченные линии в диагональном направлении, то можно сделать все по максимуму ровно и аккуратно
Разрешенный перепад поверхности должен составлять не более 100 мм. Исходя из разработанной схемы, проводят разметку будущей надворной постройки. Для проведения этих процедур обычно применяют колышки и веревку. Если проверить размеченные линии в диагональном направлении, то можно сделать все по максимуму ровно и аккуратно.
Нет необходимости пускать в дело абсолютно все профили с сечением 20х20 мм, 40х40 мм, 40х20 мм. Перечисленные детали за счет достаточно плотного корпуса (от 0,2 см) окажутся довольно крепкими и надежными. Горизонтальные стяжки допустимо изготовить из профиля, имеющего сечение от 1 до 1,5 мм, так как необходимости в исключительных параметрах здесь просто нет.
Рассчитывая уровень высоты будущей постройки, надо ориентироваться на рост хозяев участка. В большинстве ситуаций отталкиваются от того, что потолок надо делать чуть выше роста человека, который будет пользоваться постройкой. По этой причине параметры данных оснований могут варьироваться от 190 до 250 см.


Расчет размерных параметров будущей теплицы имеет еще одну важную тонкость – необходимо приспособиться к материалам отделки
Если каркасное основание будет оформляться пленкой, то это не так важно, а вот при обращении к поликарбонату крайне важно добиваться, чтобы габаритов приобретенных материалов хватало для закрытия всей конструкции без дополнительных срезок и добавок. Так, стандартный поликарбонатный лист обычно составляет в длину 6 м
Если речь идет об обустройстве сооружения арочного типа, то здесь следует применять специальную формулу, позволяющую вычислить длину окружности
Учтите, что параметр высоты в 2 м во многих случаях оказывается излишним. Идеальной считается высота в 190 см
Если речь идет об обустройстве сооружения арочного типа, то здесь следует применять специальную формулу, позволяющую вычислить длину окружности. Учтите, что параметр высоты в 2 м во многих случаях оказывается излишним. Идеальной считается высота в 190 см.

Если вы подготавливаете к возведению сборную конструкцию с аккуратной двухскатной крышей, то лучше брать в учет свойства грунта, что имеется на вашем участке. Идеальных результатов можно добиться, работая на сухой площади, потому что при всей своей защищенности несущие конструкции не должны подвергаться лишним нагрузкам. Это может негативно сказаться на надежности всей постройки, даже если она выполнена на совесть. Песчаная почва окажется лучше глинистой, потому что не является заболоченной.

Как показывает практика, большинство огородников делают двери в теплицах шириной около 0,7-0,8 м. Что касается высоты этих деталей – здесь все зависит от непосредственных размеров всего возведения. Если планируется изготовить капитальную теплицу, то импровизированный тамбур окажется весьма полезным, так как он будет создавать дополнительную воздушную прослойку. Кроме того, в таких условиях можно будет хранить различный садовый инвентарь, что очень удобно.


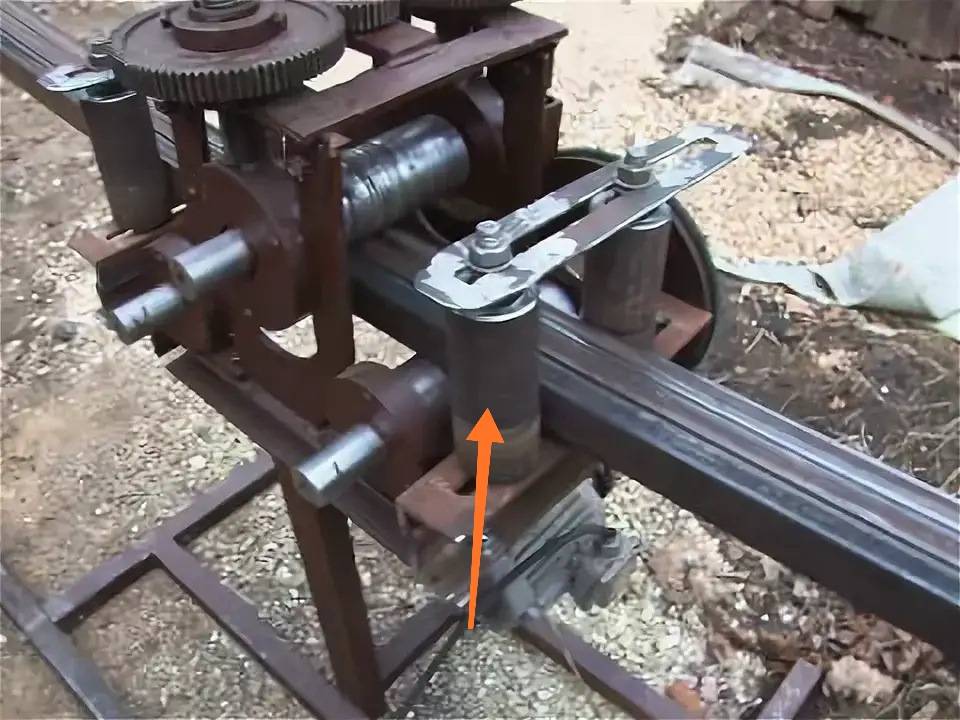
Станок для высокоточной гибки профиля
Гибка профильной трубы по радиусу выполняется с применением более сложного устройства, которое также можно сделать в домашних условиях. Схема и конструктивные особенности приспособления приведены на изображении.



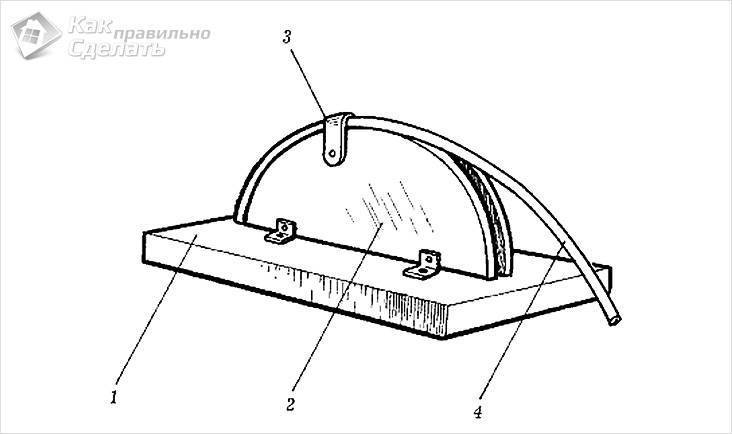
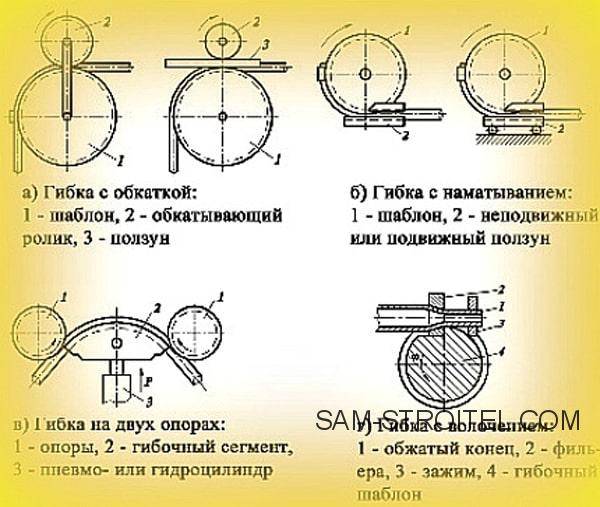



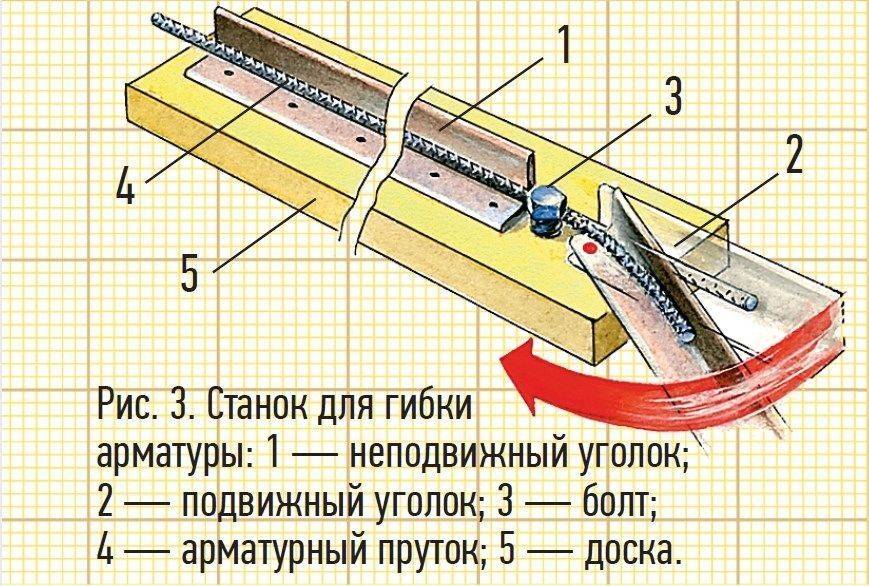
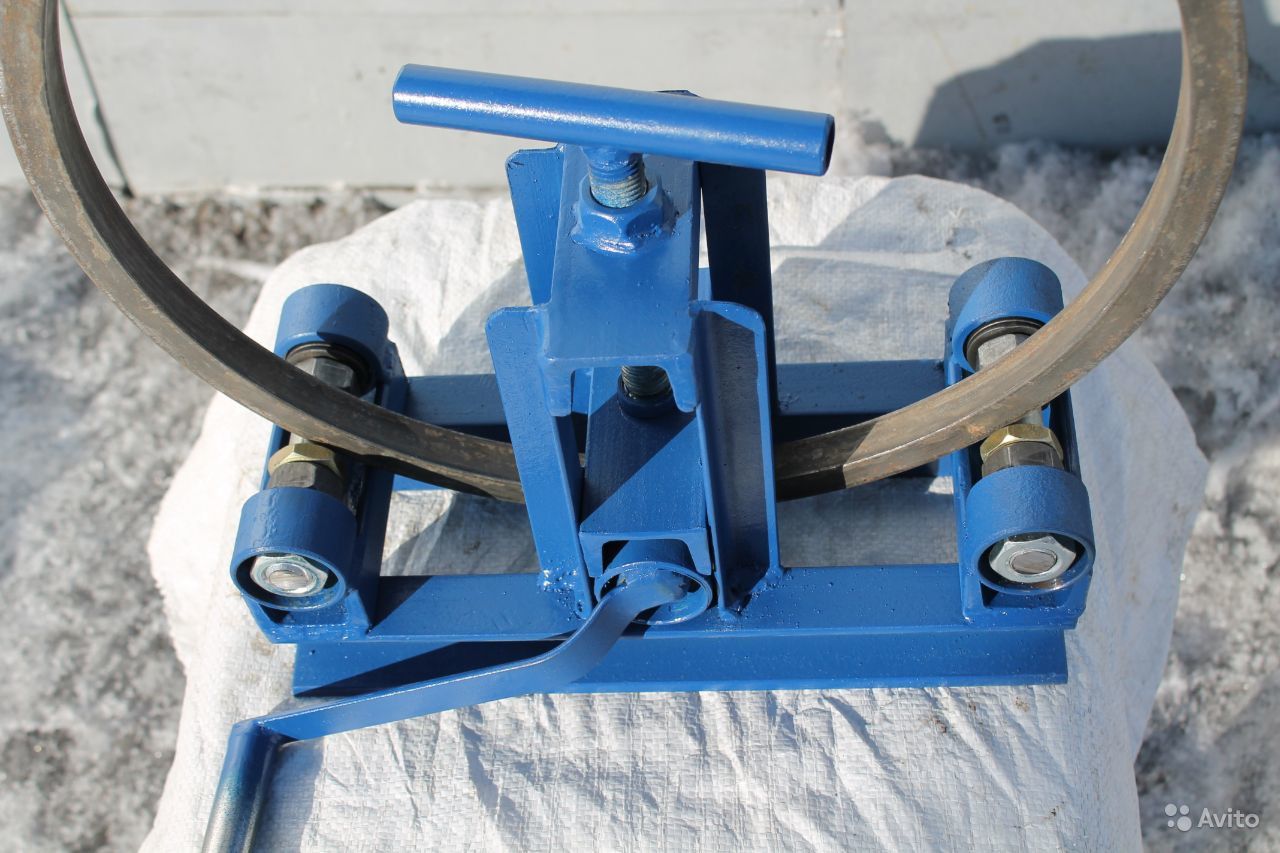
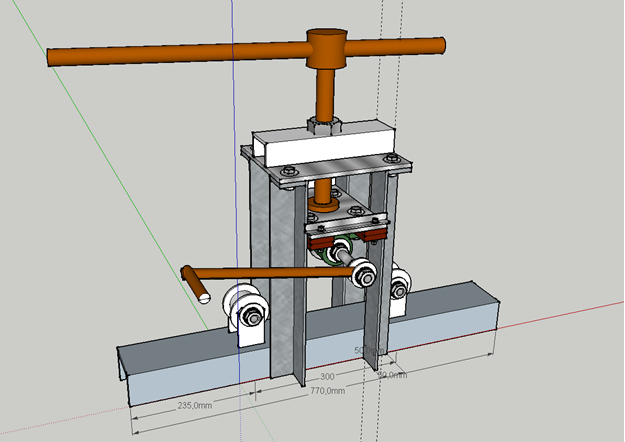 Схема станка-трубогиба
Схема станка-трубогиба
Данный гибочный станок для профильной трубы фиксируется на рамном столе (без столешницы), от габаритов которого зависит размер несущей станины. В данной схеме используется станина из швеллера высотой 10 см и длиной 77 см.
Чтобы сделать трубогиб следуйте инструкции:
- Из полосы металла толщиной 5 мм вырезается 4 опорные стойки под малые валы, по которым будет перемещаться профиль. На верхнем торцевой части стоек вырезаются отверстие под ось вращения роликов. Размеры стоек — 5*10 см.
- Стойки привариваются к швеллеру на расстоянии 30 см друг от друга. Ролики под валы можно приобрести на скобяном рынке, такие изделия используются при монтаже откатных ворот. После сварки уложите на ролики профиль и проверьте, не повело ли конструкцию в процессе сваривания. В случае деформации вам потребуется сделать всю работу повторно.
- Далее из листового металла толщиной 8 мм вырезается пластина под несущую часть станка, размеры пластины — 25*25 см. На пластину нам нужно установить центральный ролик, посредством вращения которого будет перемещаться сгибающейся профиль.
- По краям пластины устанавливаются деревянные прокладки толщиной 10 мм, которые приклеиваются к металлу с помощью суперклея. Подставки нужны для того, чтобы при вращении ролик не задевал несущую пластину.
- Чтобы установить ролик вам потребуется два подшипника, внутри которых будет вращаться ось вала. Хорошо подходят подшипники серии №203 от компании CRAFT. Подшипники фиксируются с помощью болтов в предварительно высверленных внутри подставок отверстиях.
- Далее нужно сделать четыре стойки длиной в 40 см из 50-го уголка и с помощью сварки закрепить их по углам пластины с центральным валом, зафиксировав ее на несущей станице станка (швеллере). Пластина устанавливается в центральной части стоек так, чтобы между осями роликов соблюдалось расстояние, равное размеру профиля, с которым вы планируете работать.
- Из листового металла 8 мм вырезаются заглушки, которые привариваются к верхней части стоек. Далее нужно сделать пластину под крышку станка, на которой будет устанавливаться регулирующий винт. Внутри пластины высверливается отверстие под диаметр используемого винта (можно применить винт от пресса для давки винограда).
- В заглушках стоек высверливается отверстия под болты (диаметр 10 мм) и пластина крышки фиксируется на стойках.
- В отверстии на крышке нарезается резьба и вкручивается пятка, внутри которой будет вращаться прижимной винт.
- К пластине приваривается уголок 15 мм, выступающий в качестве наружного ограничителя винта, под который в уголке высверливается отверстие, параллельное оси пятки. В отверстии нарезается резьба соответствующего размера.
- Осталось сделать ручку для центрального вала и зафиксировать ее на оси вращения ролика. В качестве ручки можно использовать засов от ставней либо отрезок арматуры соответствующей длины.
- Также не помешает покрасить станок, чтобы он приобрел более презентабельный вид. Покрытие из краски также защитит металл от коррозии.
 Самодельный трубогиб после покраски
Самодельный трубогиб после покраски
Как согнуть профильную трубу с помощью сделанного станка? Профиль укладывается на валы, после чего посредством прижимного винта опускается центральный ролик так, чтобы он упирался в трубу. Далее выполняется вращение поворотной ручки и валы перемещают профиль, который изгибается под давлением центрального ролика.
Протянув профиль по всей длине опускаем прижимной винт еще ниже и повторяем операцию, перемещая профиль в обратную сторону. Процесс выполняется до тех пор, пока не будет получен изгиб требуемого радиуса.
Данное устройство, изготовление которого было выполнено в домашних условиях, может загнуть профиль не менее эффективно, чем трубогиб электрический роликовый профилегиб промышленного производства.
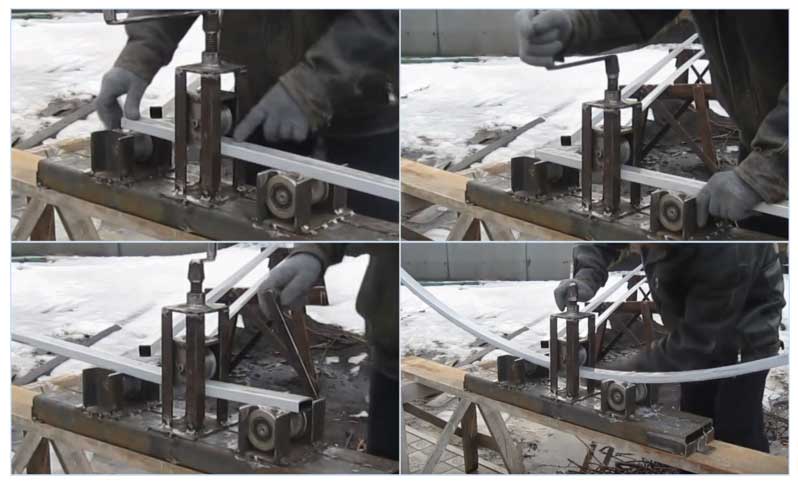
Как согнуть квадратную трубу
Чтобы согнуть квадратную арматуру необходим гибочный станок. Его можно изготовить самостоятельно. Он не сложной конфигурации и комплектуется из:
- профильного неподвижного ролика;
- обматывающего ролика;
- длинного рычага.
Такой трубогиб считается самым просты, при этом очень практичным. Чтобы согнуть профиль, необходимо:
- арматуру вставить между роликами в месте изгиба;
- обеспечив заготовке надежный упор, нажимаем на рычаг;
- обволакивающий ролик начинает поджимать и изгибать заготовку.
Таким способом арматура сгибается под любым необходимым углом.Видео: гнем металопрофиль квадратного сечения
Альтернативные способы сгибания
К счастью, для сгибания труб вовсе не обязательно иметь под рукой специальное оборудование. Народная смекалка уже давно изобрела не один способ добиться желаемого результата без использования трубогиба.
Используем болгарку
На участке, где требуется сделать загиб трубы при помощи болгарки делается несколько поперечных распилов. Чем меньше должен быть радиус изгиба, тем большее количество распилов понадобится. В большинстве случаев достаточно трех. Далее, профильная труба без особых усилий сгибается, а места пропилов завариваются при помощи сварки.
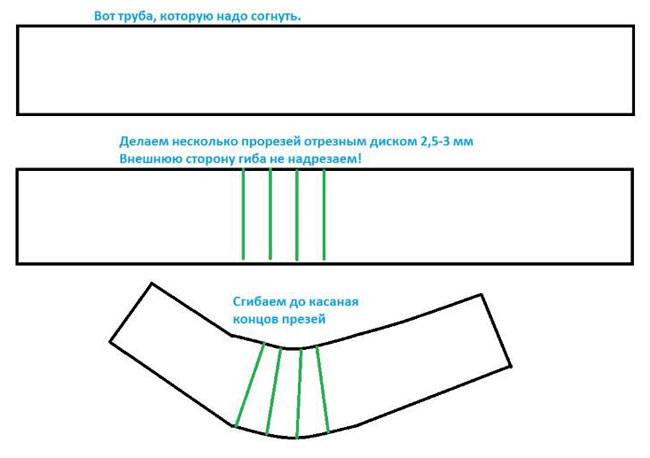
Если заваренные участки аккуратно зашлифовать, то полученное изделие будет выглядеть очень достойно. Никаких складок или сильной потери прочности на месте сгиба не возникнет. А вот идеальной округлости такой способ не даст, ведь загиб будет состоять из нескольких прямых участков, расположенных под углом друг к другу.

Способ с применением пружины
Для изготовления пружины понадобится стальная проволока сечением 2 мм. Проволока загибается по форме профиля с таким расчетом, чтобы сторона каждого сегмента была на несколько миллиметров меньше, чем соответствующая сторона профиля трубы и могла свободно перемещаться по ее внутренней протяженности.
Далее, пружина просто вставляется в трубу, и сгибается до необходимого радиуса. Для облегчения процедуры сгиба участок трубы можно разогреть.
Заполняем трубу песком
Этот способ поражает простотой и эффективностью, ведь все необходимые материалы в буквальном смысле лежат под ногами:
- Предварительно подготавливаем два деревянных клинышка, которые смогут плотно закрыть полость трубы.
- Деревянный клин плотно забиваем в конец трубы.
- Заполняем трубу песком, предварительно просеянным и просушенным.
- Вбиваем второй клин.
Рекомендуем ознакомиться: Технология и особенности прокладки канализационных труб в земле
Далее, один из концов трубы фиксируется и производится сгибание. Для облегчения процедуры участок трубы также можно нагреть. По окончании работ клинья удаляются, а песок высыпается.

Использование плотной песчаной подушки поможет предотвратить деформации, обеспечив ровный и прочный сгиб.
Поможет обыкновенная вода
Один конец профильной трубы закрывается заглушкой, после чего в полость заливается вода. Непременное условие – наличие отрицательной температуры, достаточной для замерзания жидкости. После замерзания воды труба без особых проблем согнется, а место сгиба будет красивым и прочным.
Необходимость использования и стоимость промышленных трубогибов
Решая, как согнуть профильную трубу, неопытные мастера нередко прибегают к ручному механическому сгибанию, для чего используются примитивные конструкции в виде опорных штырей, забитых в бетонную плиту, по лекалу которых сгибается труба.
Однако данный способ имеет ряд существенных недостатков, основной из которых трудоемкость: профиль имеет повышенную прочность за счет наличия ребер жесткости — крайне сложно выполнить изгиб полагаясь лишь на физическую силу. Отметим, что прочность профиля уменьшается из-за ручной гибки, поскольку она сопровождается прикладыванием неравномерных усилий, что приводит к увеличению внутреннего напряжения в материале.
На строительном рынке представлено большое количество устройств для гибки профиля, однако они имеют непомерную стоимость, что не позволяет приобретать такие агрегаты для использования в домашних условиях. В качестве примера приводим среднюю цену на модели станков от лидирующей компании на рынке — фирмы TV:
- ручной трубогиб TV-2 -12 тыс. рублей;
- трубогиб электрический роликовый профилегиб TV-4 — 30 тыс;
- трубогиб электрический роликовый профилегиб TV-10 (двухсторонний) — 76 тыс.
Чтобы изготовить ручной станок в домашних условиях вам потребуется затратить на комплектующие материалы около 3-5 тысяч, при этом по эффективности он не будет уступать изделиям промышленного производства.
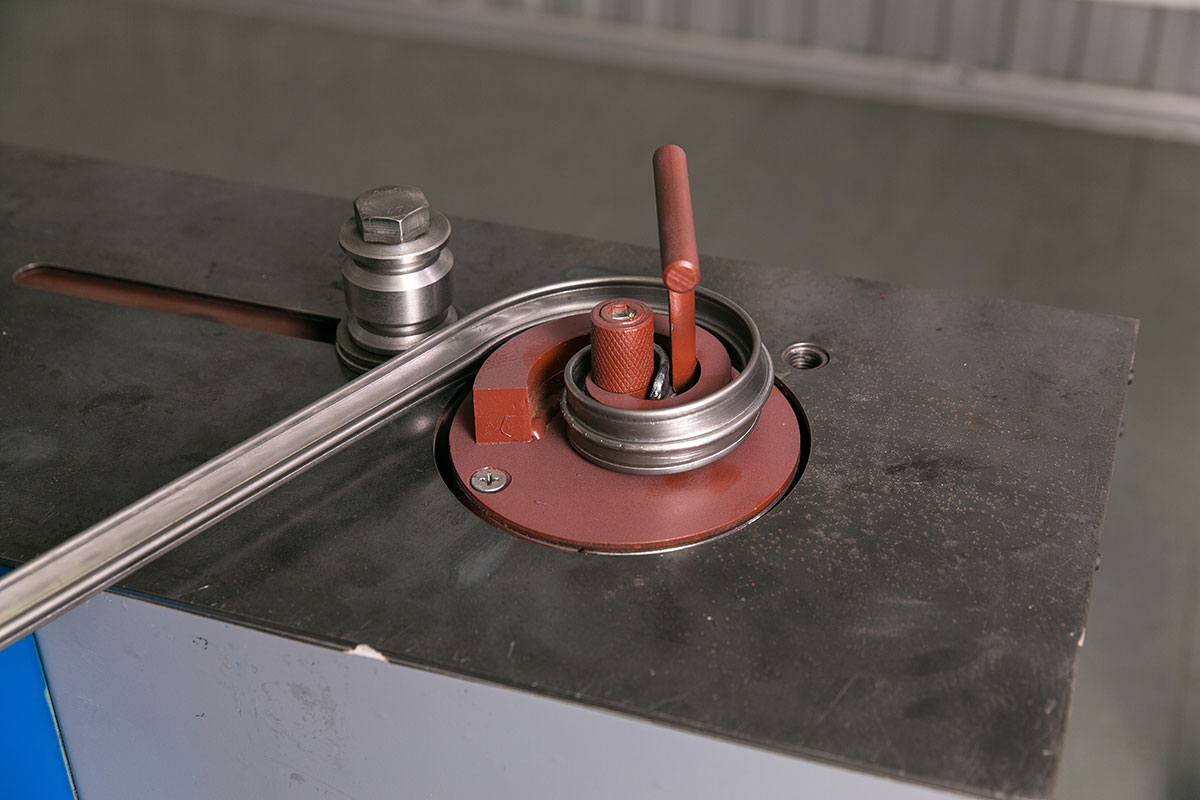
Делаем простой трубогиб своими руками
Предлагаем вашему вниманию инструкцию, следуя которой можно сделать ручной трубогиб профильной трубы своими руками. Изготовленный станок позволяет выполнять сгибание профиля сечением от 10*10 до 25*25 мм под углом 0-180 градусов.
Внешний вид изготавливаемого инструмента
Это простейшая конструкция ручного трубогиба, для изготовления которого вам потребуются следующие материалы:
- крепежная планка с отверстием 30 мм в диаметре и 4-ма посадочными гнездами под шпильки М6;
- ручка для вращения, в качестве которой можно использовать использовать усиленный толстостенный квадратный профиль;
- большой ролик диаметром 173 мм;
- малый ролик диаметром 65 мм;
- ось для вращения роликов диаметром 30 мм и высотой 61 мм, с резьбой М14 на торцевой части;
- шайба С16 и гайка М16.
Крепежная планка под станок для гибки профильной трубы изготавливается из листового металла толщиной не менее 7 мм. В ней необходимо высверлить отверстия под установку оси вращения ролика и установку шпилек М6 (диаметр гнезд 8 мм), также на планке высверливаются отверстия под фиксирующие болты.
Схема крепежной планки
Ручка (рычаг) для прикладывания усилия на изгиб выполняется из квадратного профиля сечением 36*36 мм (толщина стенки 4 мм, к внутреннему торцу которого привариваются две пластины с отверстиями 30 мм под болты фиксации роликов. Учитывайте, что от длины ручки непосредственно зависит КПД работы. Впоследствии ее можно будет удлинить с помощью вставленного внутрь профиля лома.
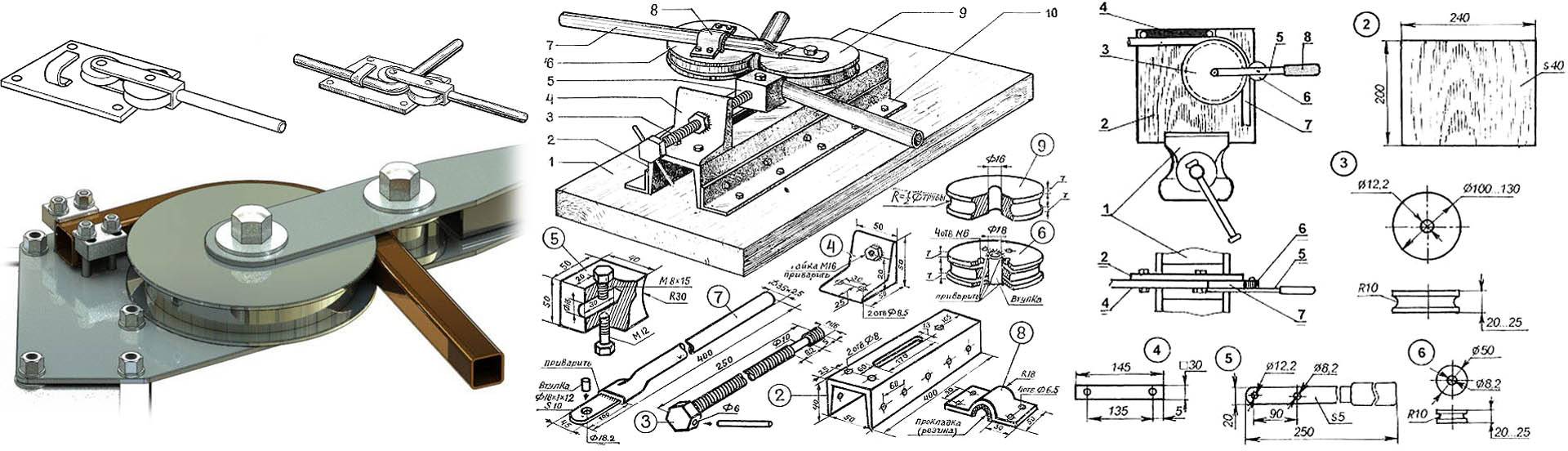






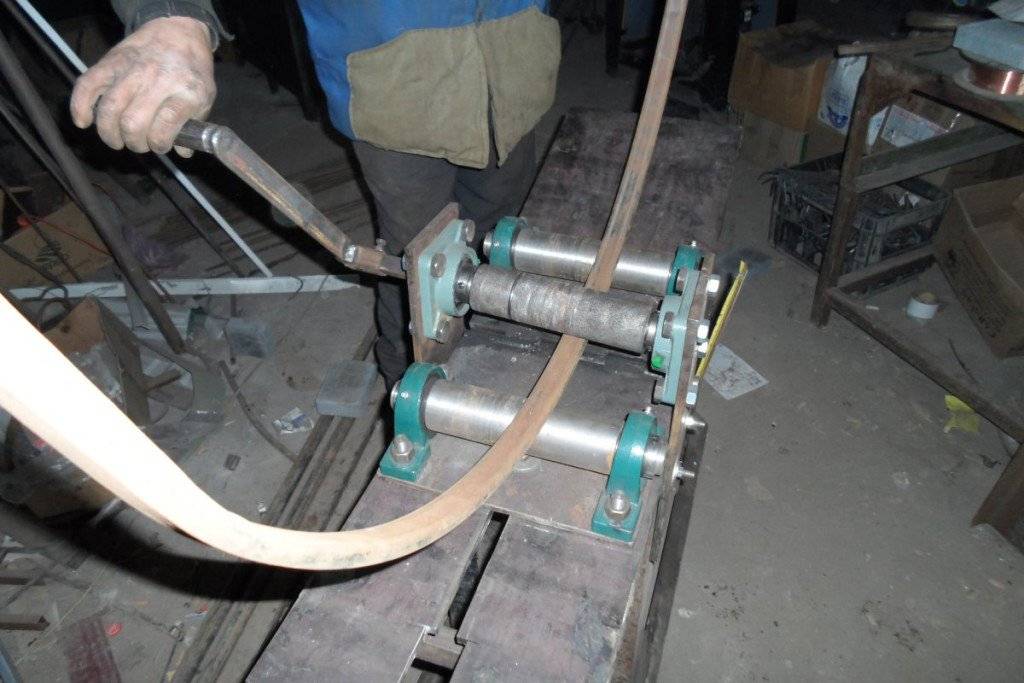

Схема ручки трубогиба
Самодельный трубогиб для профильной трубы изготавливается по следующему алгоритму:
- На слесарном верстаке с помощью болтов М8 фиксируется крепежная планка. Верстак либо стол, на котором устанавливается приспособление, должен быть хорошо закреплен на полу во избежание сдвигов в процессе сгибания профиля.
- Между пластинами ручки размещается большой ролик, который насаживается на продетую в отверстие крепежную планку ось вращения и зажимается гайкой.
- Устанавливается и фиксируется ось малого ролика.
- В посадочных гнездах пластины крепятся шпильки М6, которые будут фиксировать крайнюю часть профиля в процессе изгиба. На шпильки устанавливаются крепежные пластины, подобранные в соответствии с размером профиля.
Трубогиб в работе
Как согнуть профильную трубу изготовленным приспособлением? Ручка трубогиба отводится в крайнее левое положение так, чтобы между крепежными пластинами и отверстием между роликами соблюдалась прямая ось. В посадочное гнездо вводится профильная труба и рычаг станка поворачивается до тех пор, пока изгиб не получит требуемый угол.
Изгибание труб без радиуса
Создавая пространственный каркас, проектировщики сталкиваются с необходимостью изготовления элементов, в которых нужно создать детали, где участки труб соединяются между собой под прямым углом (90 градусов) или под острым углом (45 градусов, например). Можно нарезать отрезки, а потом сварить их между собой. Однако вопрос можно решить и иначе:
- Произвести разметку для будущего выреза.
- Произвести вырез лишнего металла.
- Выполнить гиб, соединяя кромки произведенного реза. Сварить металл по кромкам.
Схема техпроцесса изгиба под прямым углом с подрезкой: 1 – разметка; 2 – вырезание излишков металла; 3 – сгибание и сварка кромок
Такой способ позволит получить достаточно прочную деталь, в ней часть металла остается целой.
Если не выполнять подрезание, то излишкам металла деваться некуда. Получается непривлекательный вид изделия.
Прямой гиб профильной трубы без подрезки
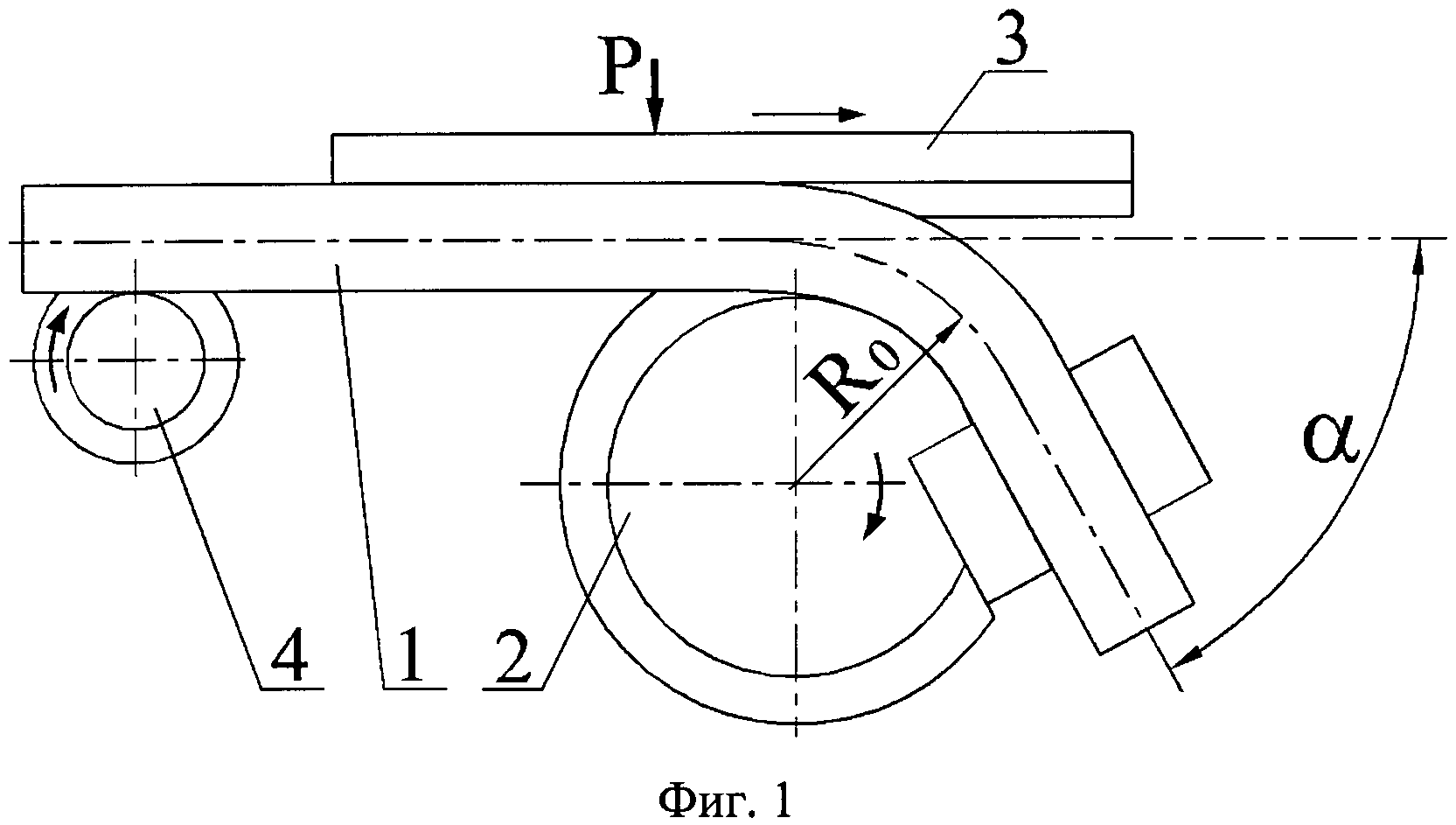
В чем причина подобного явления? Чтобы понять, как происходит простое изгибание, следует рассмотреть схему.
Схема формирования изгиба в трубах
Если имеется подходящая оправка, выполняется гиб:
- Один конец закрепляется неподвижно.
- Поверхность заготовки прислоняется к базовой поверхности, относительно которой будет производиться перемещение второго конца.
- Прилагается усилие, и выполняется формирование новой поверхности.
Внутри можно увидеть центральную линию, по которой и выполняется гибка трубы.
Не только в пустотелых изделиях происходят подобные явления. Даже в сплошных деталях смещение слоев относительно друг друга происходят аналогичные явления.
Первоначальный этап
Чтобы установить подшипниковые узлы, вверху продольных стоек делают разметку отверстий для их крепления. Для этого применяют керн и отмечают, где будут располагаться болты. После этого подшипники убирают в сторону, а в отмеченных местах сверлят отверстия при помощи электрической дрели, используя сверло по металлу.
Размеры и местоположение боковых креплений на чертеже не отмечается, а выбирается по месту изготовления, эти параметры зависят от размеров валов, которые подготовлены для установки в конструкцию. Сквозные отверстия сверлят в креплениях, они предназначены для постановки вала. Края отверстий укрепляют дополнительными накладками, изготовленными из металлической полосы так, чтобы толщина прохода (стенки) была 10 мм.
От швеллера отделяют болгаркой кусок, равный ширине вала, его торцы формируют под 45˚. Он нужен для того, чтобы изготовить прижимной узел. Собирают остов для крепления вала из верхней перекладины и двух боковых стоек в виде буквы П. Оставшийся швеллер используют для вырезания двух отрезков по 50 см, чтобы изготовить направляющую конструкцию.





