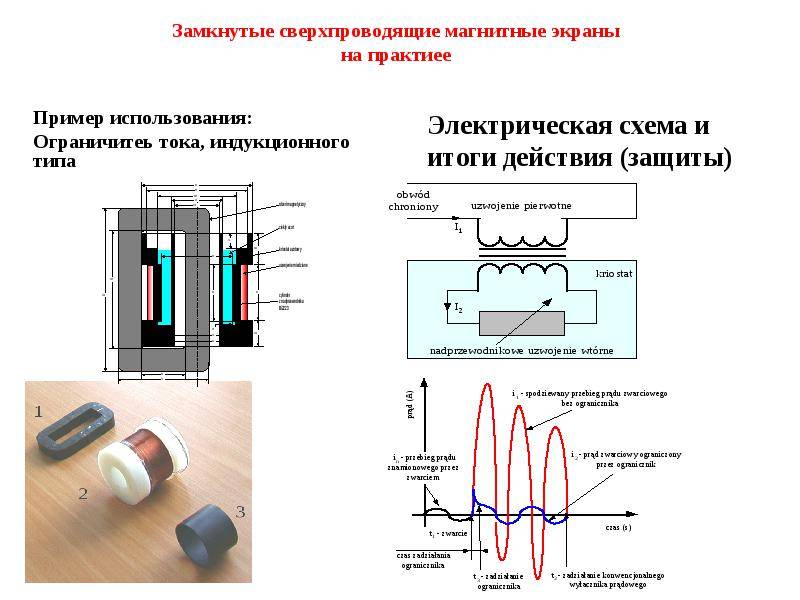
Индукционные литейные печи
Каждая индукционная литейная печь, может оснащаться двумя видами преобразователей, как правило тиристорный преобразователь более дешевый и комплектуется печами высокой мощности, а транзисторный более экономичный по расходу электроэнергии:
Тиристорные преобразователи частоты применяются для питания индукционных литейных печей, они работают по обычному двухэтапному принципу:
- — выпрямитель преобразовывает переменный ток сети в постоянный;
- — инвертор преобразовывает этот постоянный ток опять в переменный, но уже нужной частоты.
Тиристорные преобразователи могут работать с большим током и напряжением и при этом выдерживают продолжительную нагрузку. Их КПД выше, чем у преобразователей на IGBT-транзисторах.
Транзисторные преобразователи частоты. Транзисторые преобразователи частоты используются для питания индукционных печей, в которых можно расплавить до 200 кг цветных металлов и до 100 кг черных металлов, в печах типа ИПП. Такие печи чаще всего используют в лабораторных условиях для опытных плавок, когда есть необходимость быстрой смены сплава.
Среди несомненных достоинств транзисторных преобразователей — компактность, легкость в управлении и бесшумность работы.
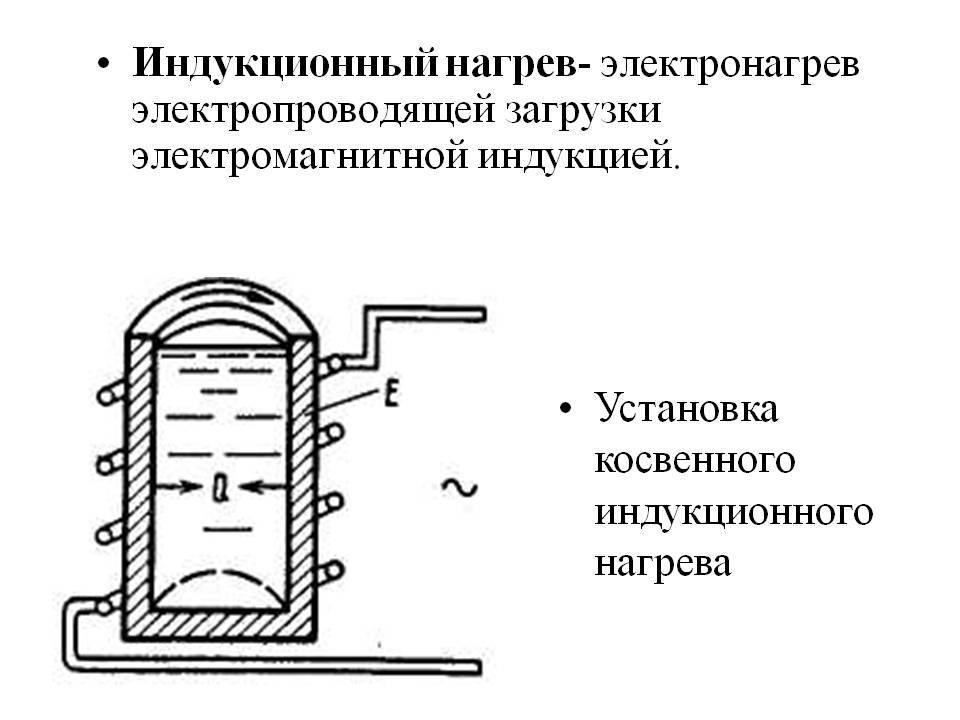
Принцип действия
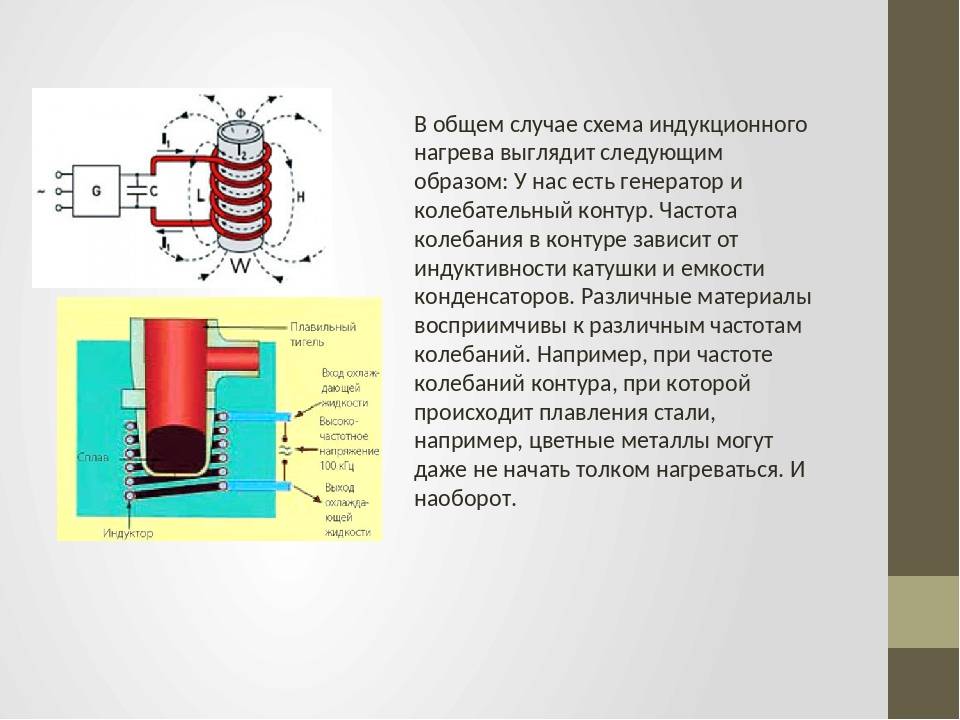
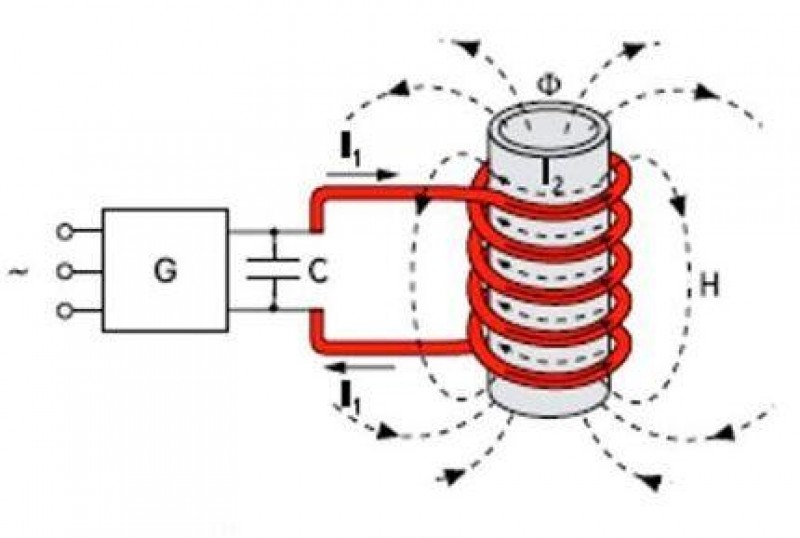
Принцип работы индукционной печи иллюстрирует рис. справа. В сущности она – электрический трансформатор с короткозамкнутой вторичной обмоткой:
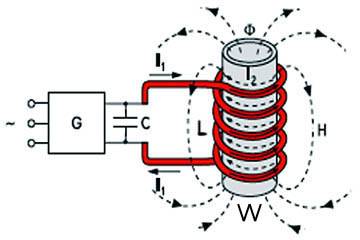
Принцип действия индукционной печи
- Генератор переменного напряжения G создает в индукторе L (heating coil) переменный ток I1.
- Конденсатор С совместно с L образуют колебательный контур, настроенный на рабочую частоту, это в большинстве случаев повышает техпараметры установки.
- Если генератор G автоколебательный, то С часто исключают из схемы, используя вместо него собственную емкость индуктора. Она у описанных ниже высокочастотных индукторов составляет несколько десятков пикофарад, что как раз соответствует рабочему диапазону частот.
- Индуктор в соответствии с уравнениями Максвелла создает в окружающем пространстве переменное магнитное поле с напряженностью H. Магнитное поле индуктора может как замыкаться через отдельный ферромагнитный сердечник, так и существовать в свободном пространстве.
- Магнитное поле, пронизывая помещенную в индуктор заготовку (или плавильную шихту) W, создает в ней магнитный поток Ф.
- Ф, если W электропроводящая, индуцирует в ней вторичный ток I2, то тем же уравнениям Максвелла.
- Если Ф достаточно массивна и цельная, то I2 замыкается внутри W, образуя вихревой ток, или ток Фуко.
- Вихревые токи по закону Джоуля-Ленца отдает полученную им через индуктор и магнитное поле от генератора энергию, нагревая заготовку (шихту).
Электромагнитное взаимодействие с точки зрения физики достаточно сильно и обладает довольно высоким дальнодействием. Поэтому, несмотря на многоступенчатое преобразование энергии, индукционная печь способна показать в воздухе или вакууме КПД до 100%.
Принцип действия
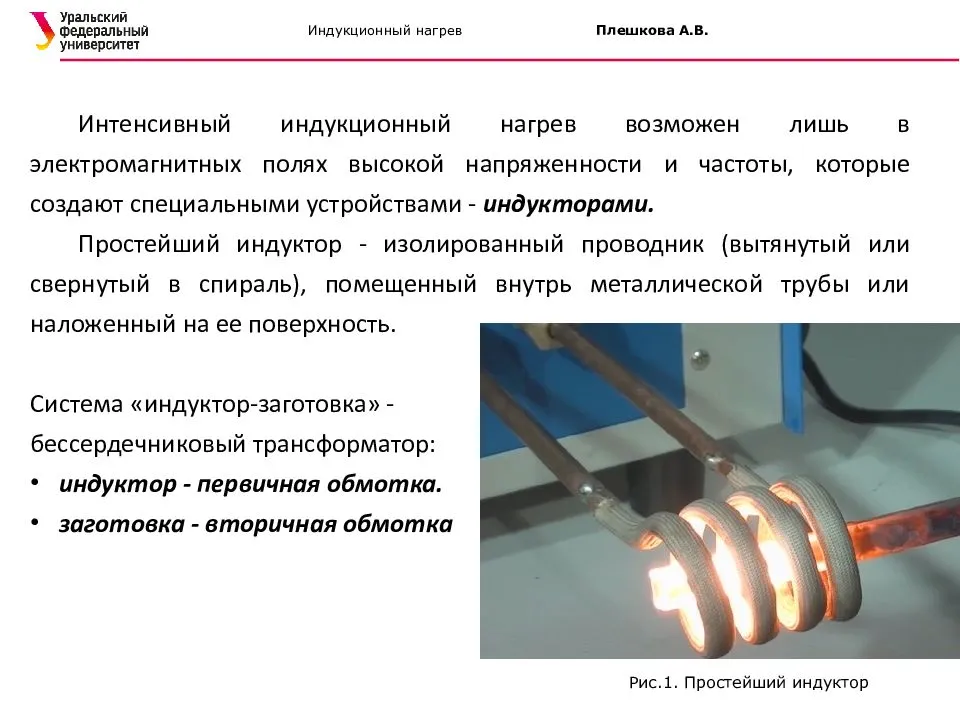
Для получения таких токов используется так называемый индуктор, который представляет собой катушку индуктивности, содержащую всего несколько витков толстого провода.
Индуктор питается сети переменного тока 50 Гц (иногда через понижающий трансформатор) или от генератора высокой частоты.
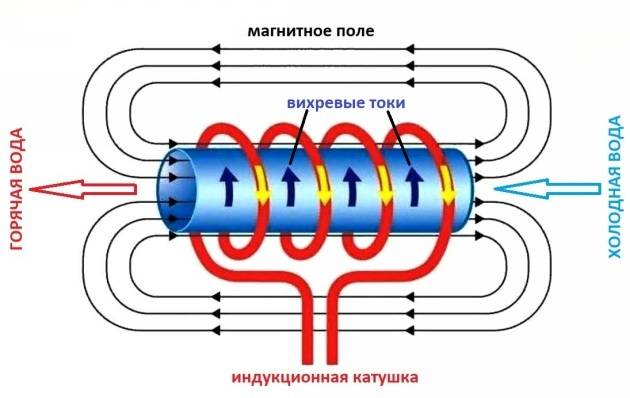
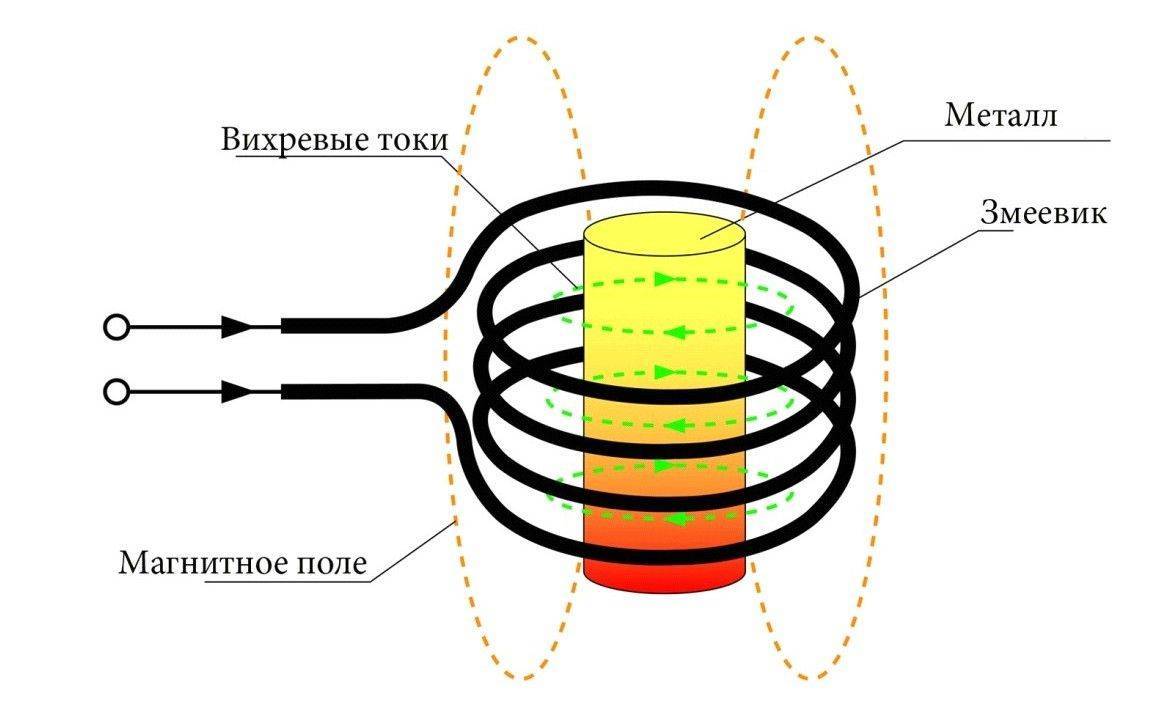
Протекающий по индуктору переменный ток генерирует переменное магнитное поле, которое пронизывает пространство. Если в этом пространстве окажется какой-либо материал, то в нем будут наводиться токи, которые начнут нагревать этот материал. Если этот материал – вода, то у нее будет повышаться температура, а если это металл, то через некоторое время он начнет плавиться.
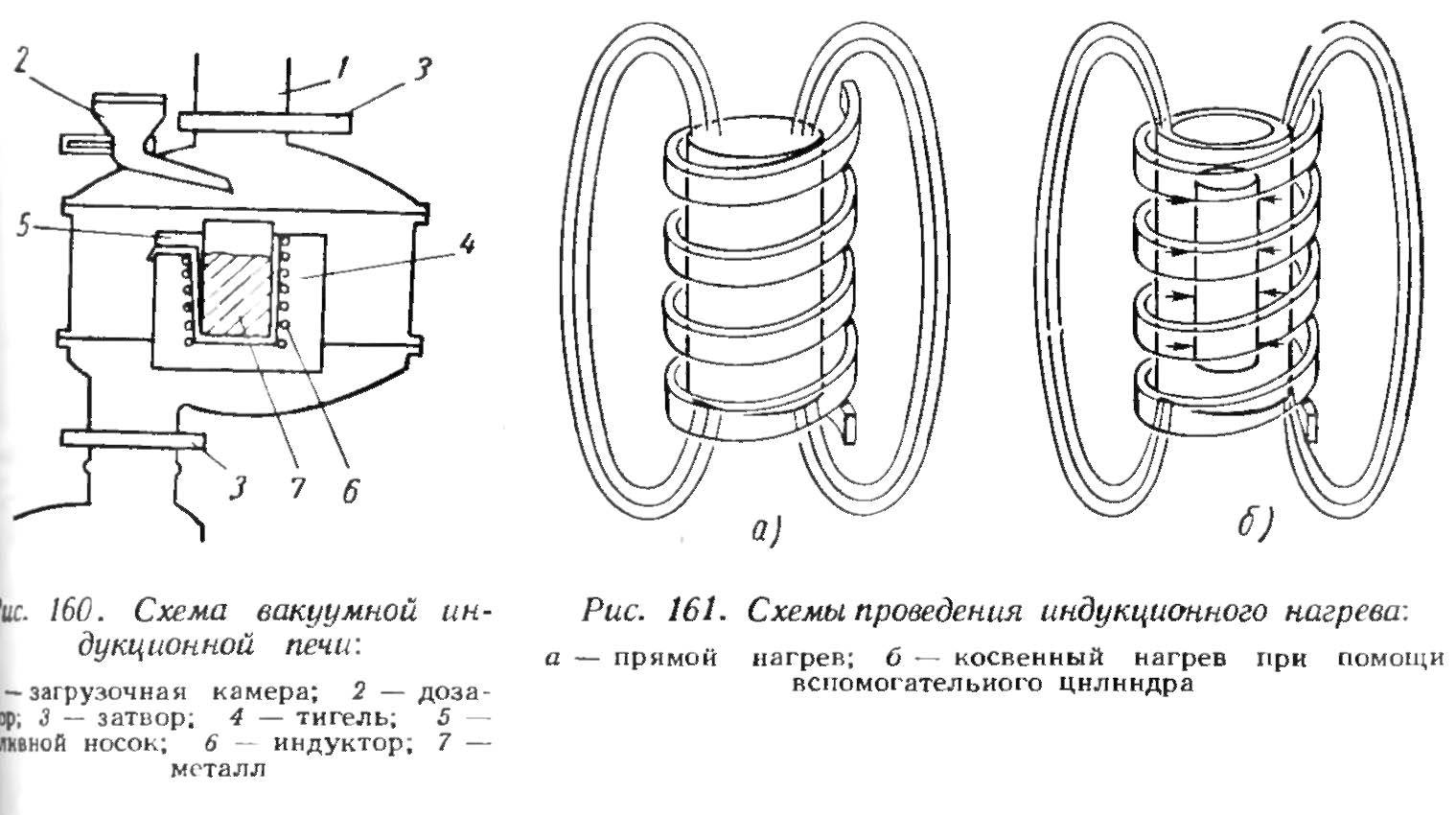
Индукционные печи бывают двух типов:
- печи с магнитопроводом;
- печи без магнитопровода.
Принципиальная разница между двумя этими типами печей состоит в том, что в первом случае индуктор расположен внутри плавящегося металла, а во втором – снаружи. Наличие магнитопровода увеличивает плотность магнитного поля, пронизывающего помещенный в тигель металл, что облегчает его нагревание.

Индукционный нагреватель
Примером индукционной печи с магнитопроводом является канальная индукционная печь. Схема такой печи включает замкнутый магнитопровод из трансформаторной стали, на котором располагаются первичная обмотка – индуктор и кольцеобразный тигель, в котором располагается материал для плавления. Тигель изготавливается из жаропрочного диэлектрика. Питание такой установки осуществляется от сети переменного тока с частотой 50 Гц или генератора с повышенной частотой 400 Гц.
Такие печи используются для плавления дюраля, цветных металлов или получения высококачественного чугуна.
Большее распространение имеют тигельные печи, не имеющие магнитопровода. Отсутствие в печи магнитопровода приводит к тому, что магнитное поле, создаваемое токами промышленной частоты, сильно рассеивается в окружающем пространстве. И для того, чтобы увеличить плотность магнитного поля в диэлектрическом тигеле с материалом для плавления, необходимо использовать более высокие частоты. При этом считается, что если контур индуктора настроен в резонанс с частотой питающего напряжения, а диаметр тигеля соизмерим с длиной волны резонанса, то в районе тигеля может сконцентрироваться до 75% энергии электромагнитного поля.
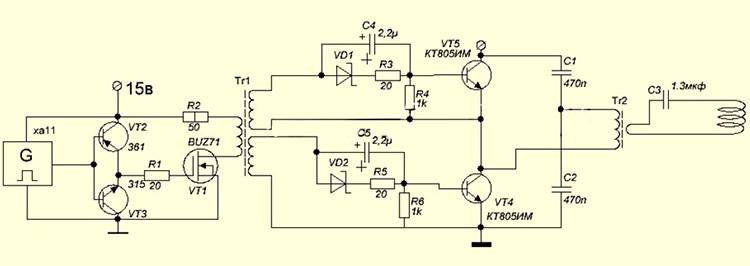
Схема изготовления индукционной печи
Как показали исследования, для обеспечения эффективного плавления металлов в тигельной печи желательно, чтобы частота питающего индуктор напряжения превышала резонансную частоту в 2-3 раза. То есть, такая печь работает на второй или третьей частотной гармонике. Кроме того, при работе на таких повышенных частотах происходит лучшее перемешивание сплава, что улучшает его качество. Режим с применением еще больших частот (пятой или шестой гармоники) может использоваться для поверхностной цементации или закалки металла, что связано с появлением скин-эффекта, то есть, вытеснением электромагнитного поля высокой частоты к поверхности заготовки.
Выводы по разделу:
- Существуют два варианта индукционной печи – с магнитопроводом и без магнитпровда.
- Канальная печь, относящаяся к первому варианту печей, более сложна по конструкции, но может питаться непосредственно от сети 50 Гц или сети повышенной частоты 400 Гц.
- Тигельная печь, относящаяся к печам второго типа, более проста по конструкции, но требует для питания индуктора генератора высокой частоты.
Регулировка нагрева
Сердечник индукционного паяльника делают из меди (не магнитный материал), а заднюю его часть покрывают ферромагнитным материалом (сплав железа и никеля). Передняя часть служит жалом, сам сердечник называют картриджем.
Регулировка нагрева медного жала происходит следующим образом:
- при подаче переменного напряжения, а значит и поля, в покрытии генерируются токи Фуко, которые разогревают материал;
- тепло передается меди;
- как только температура покрытия достигает точки Кюри, магнитные свойства исчезают и разогрев прекращается;
- в процессе работы индукционным паяльником медное жало отдает тепло детали и остывает, остывает также ферромагнитное покрытие;
- как только покрытие остывает, возвращаются магнитные свойства, и мгновенно возобновляется нагрев.
Максимальный нагрев индукционного паяльника зависит от свойств магнитного сплава и сердечника. Такое управление называется умным теплом (smart heat).
Менять температуру для конкретных условий пайки можно, установив температурный датчик, который подключается к блоку управления станцией, либо же меняя картриджи (сердечник с наконечником) которые вставляют в ручку индукционного паяльника.
Первый вариант дешевле второго, поэтому им сегодня пользуются не только профессионалы. Зато второй способ точнее и надежнее.
Индукционный котел отопления
Одной из разновидностей электрических систем для обогрева помещений являются индукционные котлы отопления. В основе работы таких установок лежит явление электромагнитной индукции, точнее – индукционный нагрев элементов, изготовленных из ферромагнитных сплавов.
Внутреннее устройство и принцип действия
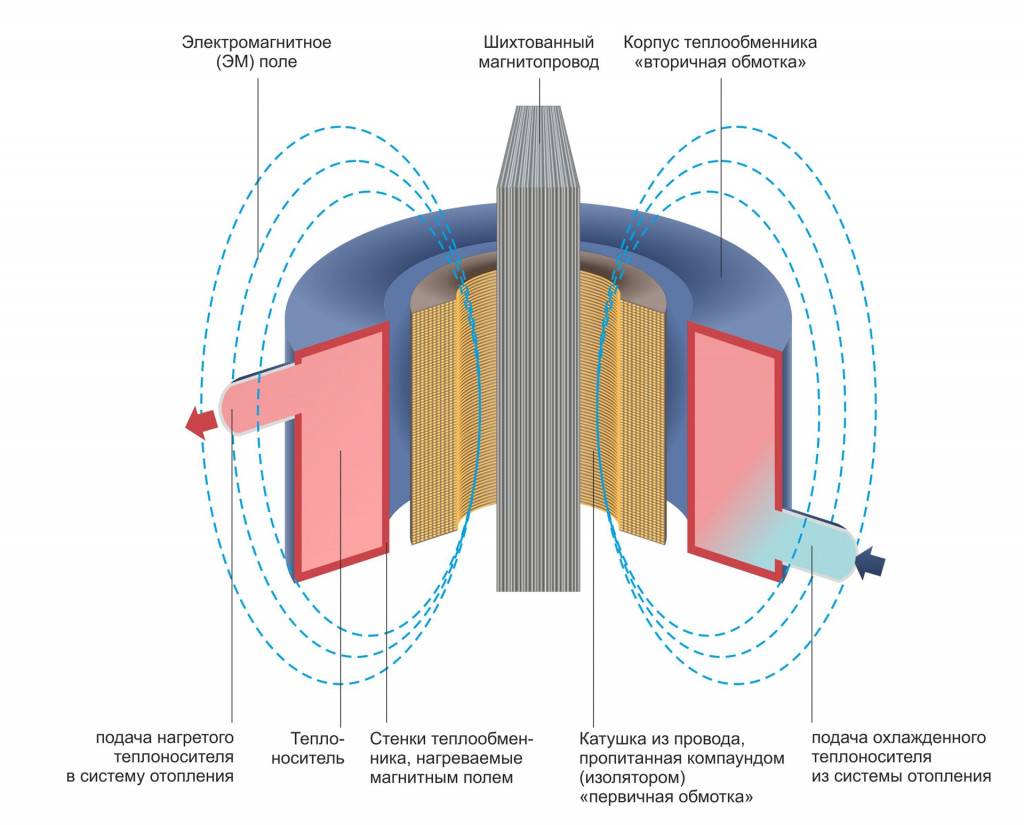
Конструкция индукционного теплогенератора представляет собой трансформатор, находящийся в сварном металлическом корпусе. Катушка индуктивности размещена в отдельном герметичном отсеке, который полностью исключает соприкосновение с теплоносителем, который циркулирует в отопительном контуре. Роль вторичной обмотки выполняет труба или сердечник, которые, нагреваясь, передают тепло теплоносителю, протекающему внутри или вокруг вторичной обмотки.
Внимание! Индукционный котёл отопления не имеет нагревательного элемента, в отличие от ТЭНовых теплогенераторов, и растворяющегося электрода, как в электродных агрегатах. Эта особенность конструкции обеспечивает постоянную эффективность отопительной установки независимо от срока её эксплуатации
Такие агрегаты могут работать как на частоте тока 50 Гц обычной для бытовой сети, так и на токах высокой частоты, которые генерируются специальными преобразователями.
Внимание! Использование токов высокой частоты позволяет уменьшить габариты отопительных установок
Преимущества и недостатки индукционных теплогенераторов
Как и всё отопительное оборудование, такие устройства обладают как преимуществами, так и недостатками.
Достоинства индукционных отопительных установок:
- В ТЭНовых котлах даже качественный нагревательный элемент склонен к перегоранию. К тому же, в отопительной сети ТЭНы подвержены образованию накипи, которая снижает скорость прохождения теплоносителя или блокирует его. В индук-ом агрегате сердечник изготавливают из стали толщиной 4-5 мм, который не выйдет из строя в ближайшие три-четыре десятилетия. После 5 лет эксплуатации данное оборудование будет отапливать помещения с начальной эффективностью. Устройство на ТЭНах же снизит свою эффективность к этому времени на треть.
- Внутренние микровибрации практически полностью предотвращает образование накипи.
- Индук-ые теплогенераторы позволяют снизить эксплуатационные расходы по сравнению с ТЭНовыми установками почти на треть.
- В конструкции отсутствуют разъёмные соединения. Эта особенность конструкции полностью исключает возможность течи.
- Для работы установки могут применяться любые теплоносители.
- Агрегаты совместимы с другими отопительными системами.
- Они не нуждаются в профилактическом обслуживании ни в отопительный период, ни в межсезонье.
- Оборудование отличается высокой электро- и пожаробезопасностью при эксплуатации.
Согласно отзывам потребителей можно отметить следующие минусы оборудования данного типа:
- высокую стоимость (по сравнению с ТЭНовыми и электродными);
- значительные габаритные размеры.
Рассмотрим наиболее известные марки теплогенераторов данного типа российского производства.
Индукционный котел SAV
Электроустановки SAV производства ООО «Велебит» выпускают трёх классов:
- Серия PROF объединяет модели мощностью 2,5-10 кВт.
- В серию SPEC входят установки мощностью 15-60 кВт.
- Серия SPEC + модульные системы включает агрегаты, мощность которых находится в интервале 100-500 кВт.
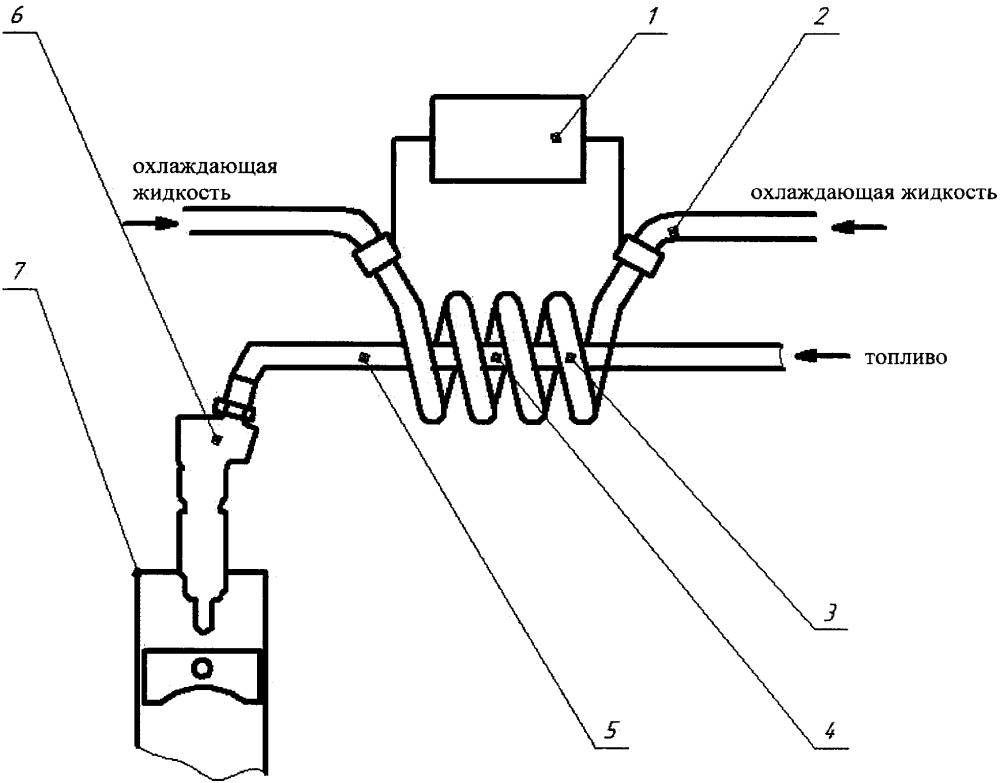
Теплогенераторы SAV представляют собой систему труб, на которую надет индуктор, нагревающий сердечник, благодаря электромагнитному полю, тот, в свою очередь, греет теплоноситель.
Индукционные теплогенераторы SAV применяются в следующих системах:
- автономного отопления;
- комбинированного отопления;
- резервного теплоснабжения;
- горячего водоснабжения;
- поддержания требуемой температуры технологических процессов, применяется в проточных и камерных реакторах.
Внимание! Агрегаты SAV могут использоваться для автоматизированного теплоснабжения с возможностью дистанционного управления отопительным процессом. Примерная стоимость модели мощностью 2,5 кВт – 900 долларов, 10 кВт – 1300 долларов, 60 кВт – 4100 долларов. Примерная стоимость модели мощностью 2,5 кВт – 900 долларов, 10 кВт – 1300 долларов, 60 кВт – 4100 долларов
Примерная стоимость модели мощностью 2,5 кВт – 900 долларов, 10 кВт – 1300 долларов, 60 кВт – 4100 долларов.
https://youtube.com/watch?v=EkV6wM7HNck
Приступаем к печке: что нужно знать обязательно
Электромагнитное поле (ЭМП) воздействует на человеческий организм, хотя бы прогревая его во всем объеме, как мясо в микроволновке. Поэтому, работая с индукционной печью в качестве конструктора, мастера или эксплуатанта, нужно четко уяснить себе суть следующих понятий:
ППЭ – плотность потока энергии электромагнитного поля. Определяет общее физиологическое воздействие ЭМП на организм независимо от частоты излучения, т.к. ППЭ ЭМП одной и той же напряженности растет с ростом частоты излучения. По санитарным нормам разных стран допустимое значение ППЭ от 1 до 30 мВт на 1 кв. м. поверхности тела при постоянном (свыше 1 часа в сутки) воздействии и втрое-впятеро больше при однократном кратковременном, до 20 мин.






ППЭ при удалении от точечного источника излучения падает по квадрату расстояния. Однослойная экранировка оцинковкой или мелкоячеистой оцинкованной сеткой снижает ППЭ в 30-50 раз. Вблизи катушки по ее оси ППЭ будет в 2-3 раза выше, чем сбоку.
Поясним на примере. Есть индуктор на 2 кВт и 30 МГц с КПД в 75%. Следовательно, наружу из него уйдет 0,5 кВт или 500 Вт. На расстоянии в 1 м от него (площадь сферы радиусом 1 м – 12,57 кв. м.) на 1 кв. м. придется 500/12,57=39,77 Вт, а на человека – около 15 Вт, это очень много. Индуктор нужно располагать вертикально, перед включением печи надевать на него заземленный экранирующий колпак, следить за процессом издали, а по его окончании немедленно выключать печь
На частоте в 1 МГц ППЭ упадет в 900 раз, и с экранированным индуктором можно работать без особых предосторожностей
СВЧ – сверхвысокие частоты. В радиэлектронике СВЧ считают с т.наз. Q-диапазона, но по физиологии СВЧ начинается примерно со 120 МГц. Причина – электроиндукционный нагрев плазмы клеток и резонансные явления в органических молекулах. СВЧ обладает специфически направленным биологическим действием с долговременными последствиями. Достаточно получить 10-30 мВт в течение получаса, чтобы подорвать здоровье и/или репродуктивную способность. Индивидуальная восприимчивость к СВЧ крайне изменчива; работая с ним, нужно регулярно проходить специальную медкомиссию.
Пресечь СВЧ-излучение очень трудно, оно, как говорят профи, «сифонит» сквозь малейшую щелочку в экране или при малейшем нарушении качества заземления. Эффективная борьба с СВЧ-излучением аппаратуры возможна только на уровне его конструирования высококлассными специалистами.
К счастью, диапазон частот, в котором работают индукционные печи, до СВЧ не простирается. Но при неумелом конструировании или пользовании печь может войти в режим, при котором появляется паразитное СВЧ. Разумеется, этого следует всячески избегать.
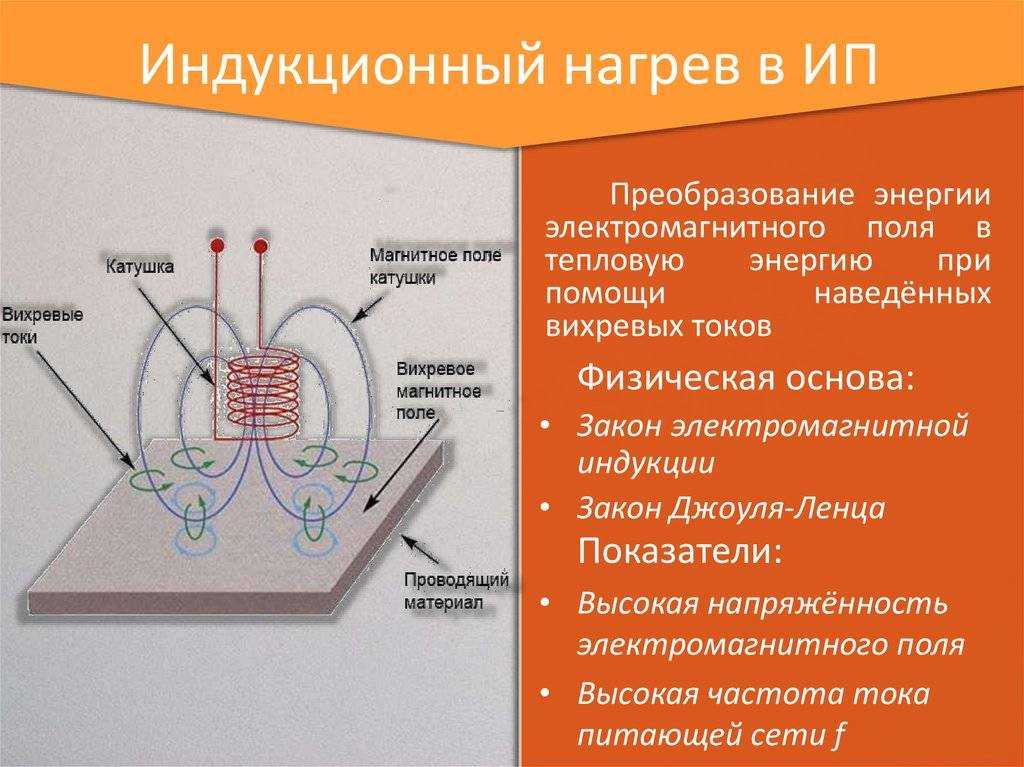
Как работает индукционный нагреватель?
Для реализации процесса индукционного нагрева используется известный физический принцип, когда для деформирования в горячем состоянии заготовку размещают в магнитном поле кольцеобразного индуктора. Питание такой катушки производится электрическим переменным током частоты, резко выше, чем обычная (50 или 60 Гц).
Принцип работы индукционного нагревателя следующий. Создаваемые в электромагнитном поле вихревые токи (у них есть и другое название – токи Фуко) производят нагрев металла
Непосредственное соприкосновение заготовки и нагревательного элемента не обязательно, важно только, чтобы индуктор равномерно охватывал нагреваемую поверхность металла. Используя трансформатор, установка подключается к генератору, который обеспечивает требующиеся значения мощности и частоты

Индукционным нагревом можно обеспечить сравнительно быстрое повышение температуры поверхностных слоёв. В частности, для нагревания прутковой заготовки сечением 35…40 мм и длиной 140….150 мм потребуется около 20…25 с.
Примерные диапазоны соответствия наилучшей частоты тока и поперечного сечения круглого прутка приведены в таблице.
| Диаметр, мм | 20…40 | 40…60 | 60…80 | 80…100 | 100…120 |
| Частота, кГц | 100…40 | 40…10 | 10…4 | 4…1 | 1…0,5 |
Для полосового металла применять индукционный нагрев менее выгодно, чем для круглого прутка, поскольку расстояние между внутренним диаметром катушки и металлом непостоянно.

Обычно применяется частота от 10 кГц, тогда КПД индукционного нагревателя достигает максимума. Частота регулируется в зависимости от:
- требуемой производительности нагрева;
- температуры нагреваемого металла;
- размеров поперечного сечения.
Конструкции промышленных индукторов снабжаются устройствами для автоматической загрузки-выгрузки нагретых заготовок. Это необходимо потому, чтобы интервал между нагревом и пластическим деформированием металла был минимальным.
Время нагрева стальных заготовок невелико: для сечения 20 мм оно составляет всего 10 с, поэтому потери металла в окалину незначительны.
https://youtube.com/watch?v=0zW2OFHFPWk
Применение
Индукционная печь широко применяется на больших и малых предприятиях для плавки металлов (цветных и черных). В индукционных литейных печах металл или сплав нагревается до изменения своего агрегатного состояния.
При этом, канальные печи, несмотря на более высокий КПД используются гораздо реже — в основном, для получения чугуна высокого качества и сплавов, температура плавления которых является относительно низкой, а также для плавления цветных металлов. Для стали такие печи не используются, так как температура ее плавления способствует сильному снижению стойкости футеровки (защитной отделки). Также нельзя плавить низкосортную породу, стружку и мелкую породу.
Тигельные печи применяются гораздо чаще из-за простоты эксплуатации и более широких возможностей управления процессом, включая возможность нерегулярного и прерывистого режима работы. Они хороши как для производства большого количества литья в несколько десятков тонн, так и для небольших порций, измеряющихся десятками грамм.
С помощью тигельных печей осуществляется плавка легированных сталей и прочих сплавов, для которых нужна особая чистота химического состава и однородность.
- Индукционная печь 350 кг Ульяновск
- Индукционная печь 500 кг Челябинск
- Индукционная печь 1 тонна Архангельск
- Индукционная печь 1 тонна Минск
Преимущества и недостатки прибора
В качестве жидкости можно использовать машинное масло или антифриз
Индукционный нагрев может предоставить ряд выгод, которые не способно дать применение электродных приспособлений. Поскольку нагрев жидкости осуществляется металлическим элементом, не принимающим участия в электрохимических реакциях, долговечность устройства зависит только от катушки. Продолжительностью ее эксплуатации определяется продолжительность функционирования устройства. Некоторые индукторы сохраняют работоспособность более 10 лет. С этим же связана совместимость агрегата с разными типами жидкостей-теплоносителей. Помимо простой воды для этой роли пригодны машинные масла и незамерзающие составы.
Внутренние части агрегата в процессе использования не покрываются скоплениями накипи. Благодаря постоянному соприкосновению с жидкостью снижается вероятность перегрева деталей, что также способствует продлению срока эксплуатации. Конвекция в устройстве обычно достигает достаточного уровня, чтобы не потребовалось устанавливать циркуляционный насос. Нет необходимости и в шумоизоляционных мероприятиях – аппарат работает достаточно тихо.
Для аварийного отключения самодельного устройства необходим датчик температуры датчик
Однако индукционный нагреватель имеет и слабые стороны:
- Для функционирования устройства требуется электрическая энергия. В помещении, где не проведено электричество или нет возможности обеспечить к нему доступ, котел работать не сможет. В местах с регулярными сетевыми перебоями он не будет работать эффективно.
- При чрезмерном повышении температуры переносящая тепло жидкость переходит в газообразное состояние. Это провоцирует сильное повышение давления в конструкции, в результате чего может случиться разрыв труб. Чтобы это не произошло, потребуется оборудовать установку средствами контроля давления и температуры. Это могут быть манометр, термодатчик, приспособление для аварийного отключения при выходе параметров за рамки заданного диапазона.
Потребность в дополнительных оснастках может поспособствовать серьезному увеличению расходов на оборудование самодельного индукционного обогревателя.
Проблема индукционного нагрева заготовок из магнитных материалов
Если инвертор для индукционного нагрева не является автогенератором, не имеет схемы автоподстройки частоты (ФАПЧ) и работает от внешнего задающего генератора (на частоте, близкой к резонансной частоте колебательного контура «индуктор — компенсирующая батарея конденсаторов»). В момент внесения заготовки из магнитного материала в индуктор (если размеры заготовки достаточно крупны и соизмеримы с размерами индуктора), индуктивность индуктора резко увеличивается, что приводит к скачкообразному уменьшению собственной резонансной частоты колебательного контура и отклонению её от частоты задающего генератора. Контур выходит из резонанса с задающим генератором, что приводит к увеличению его сопротивления и скачкообразному уменьшению передаваемой в заготовку мощности. Если мощность установки регулируется внешним источником питания, то естественной реакцией оператора является увеличить напряжение питания установки. При разогреве заготовки до точки Кюри, её магнитные свойства исчезают, собственная частота колебательного контура возвращается обратно к частоте задающего генератора. Сопротивление контура резко уменьшается, резко возрастает потребляемый ток. Если оператор не успеет снять повышенное напряжение питания, то установка перегревается и выходит из строя.
Если установка оборудована автоматической системой управления, то система управления должна отслеживать переход через точку Кюри и автоматически уменьшать частоту задающего генератора, подстраивая его в резонанс с колебательным контуром (либо уменьшать подаваемую мощность, если изменение частоты недопустимо).
Если производится нагрев немагнитных материалов, то вышесказанное значения не имеет. Внесение в индуктор заготовки из немагнитного материала практически не меняет индуктивность индуктора и не сдвигает резонансную частоту рабочего колебательного контура, и необходимости в системе управления нет.






Если размеры заготовки много меньше размеров индуктора, то она тоже не сильно сдвигает резонанс рабочего контура.
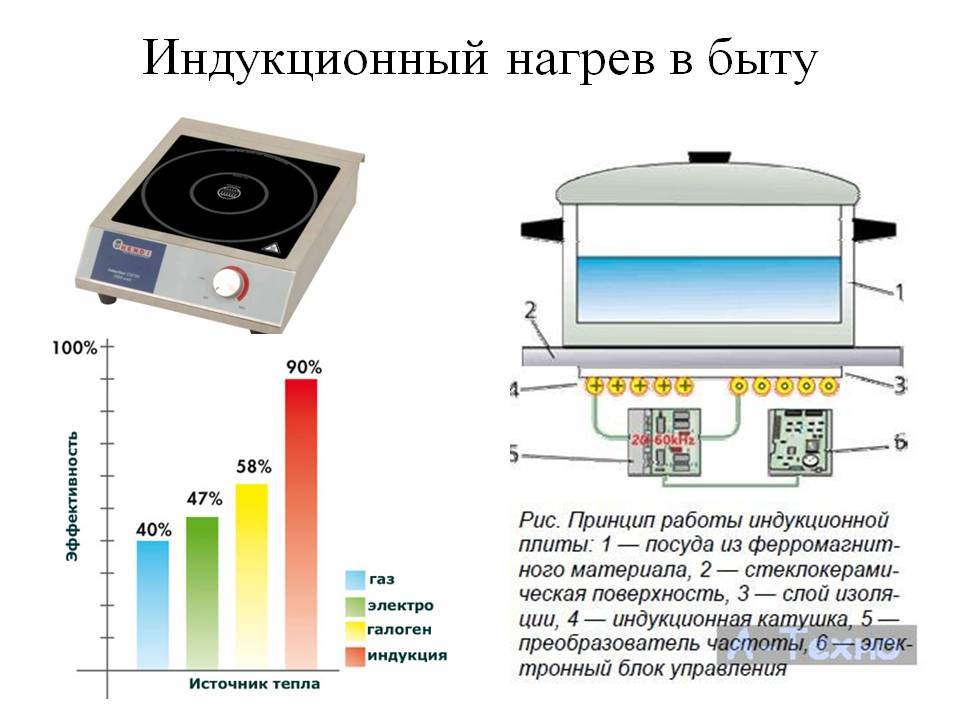
Индукционные плиты
Основная статья: Индукционная плита
Индукционная плита — кухонная электрическая плита, разогревающая металлическую посуду индуцированными вихревыми токами, создаваемыми высокочастотным магнитным полем, частотой 20-100 кГц.
Такая плита обладает большим КПД по сравнению с ТЭН электроплитками, так как меньше тепла уходит на нагрев корпуса, а кроме того отсутствует период разгона и остывания (когда зря тратится выработанная, но не поглощенная посудой энергия).
Индукционные плавильные печи
Основная статья: Индукционная тигельная печь
Индукционные (бесконтактные) плавильные печи — электрические печи для расплавления и перегрева металлов, в которых нагрев происходит за счет вихревых токов, возникающих в металлическом тигеле (и металле), либо только в металле (если тигель изготовлен не из металла; такой способ нагрева более эффективен, если тигель плохо теплоизолирован).
Применяется в литейных цехах металлургических заводов, а также в цехах точного литья и ремонтных цехах машиностроительных заводов для получения стальных отливок высокого качества. Возможна плавка цветных металлов (бронзы, латуни, алюминия) и их сплавов в графитовом тигле. Индукционная печь работает по принципу трансформатора, у которого первичной обмоткой является водоохлаждаемый индуктор, вторичной и одновременно нагрузкой — находящийся в тигле металл. Нагрев и расплавление металла происходят за счёт протекающих в нём токов, которые возникают под действием электромагнитного поля, создаваемого индуктором.
Опубликовано 02.06.2020 Обновлено 13.06.2020 Пользователем admin
Особенности эксплуатации самоделки
При благополучной сборке индукционного устройства нужно научиться правильно его использовать. Каждая система представляет опасность, т.к. не умеет автоматически регулировать интенсивность нагрева теплоносителя. Проблема решается посредством некоторых доработок, которые сводятся к монтажу и подсоединению дополнительных механизмов.
Индукционная катушка
Рабочая катушка состоит из проволоки диаметром 3.3 мм. Рекомендуется изготавливать ее из медной трубы, в которую можно интегрировать примитивный контур охлаждения. В процессе работы катушка подвергается интенсивного нагреву. Поэтому нужно собирать ее из устойчивых к температурному воздействию материалов.
Индукционная катушка должна быть из материалов, устойчивых к температурному воздействию.
Модуль резонансного конденсатора
Для сборки резонансного конденсатора, который напоминает небольшую батарею, нужно использовать 23 небольших конденсатора. Емкость детали составит 2,3 мкФ. Допускается применение конденсаторов емкостью 100 нФ.
Такие типы не предназначаются для схемы индукционного нагревателя, но они хорошо справляются со своей задачей.
Установка индукционного нагревателя
Чтобы исключить перегрев индукционного нагревателя и деформацию трубы из пластика, нужно предусмотреть термостат и подключить его к системе аварийного отключения.
Преимущества самодельного устройства
Нагреватели имеют несколько важных достоинств. К ним относят следующие пункты:
- На поверхности агрегата не появляется накипь, поскольку при образовании вихревых токов происходит вибрация. Подобная особенность исключает дополнительные траты на очистку котлов.
- Теплогенератор отличается максимальной герметичностью, даже если он изготовлен своими руками. Вероятность протечек в котлах исключается, поскольку теплоноситель прогревается внутри трубы, а тепловая энергия передается посредством электромагнитного поля. В устройстве системы не предусмотрены разъемные соединения.
- Нагревательный прибор не нуждается в ремонте или обслуживании, поскольку он представляет собой трубку из меди. Для сравнения, спираль ТЭНа часто перегорает и требует замены.
- Во время работы инверторного оборудования отсутствует избыточный шум. При этом агрегат создает вибрации, но их частота настолько низкая, что они практически не ощущаются.
- Сборка и обслуживание системы не сопровождаются большими затратами. Это позволяет без особых сложностей и финансовых вложений соорудить обогревательный прибор в домашних условиях.
Правда ли, что индукционные нагреватели энергосберегающие?
Экономичность данной разновидности котла достигается только первоначальной форой в 5—15 минут скорости нагрева. И то, по сравнению с ТЭНами. Потому что самая экономичная среди электрических систем отопления — «тёплый пол». Все рассужденияо 99 или даже 100% КПД — лукавство и расчёт на массовую безграмотность. Такое же КПД имеют все электронагреватели.
А утверждение, что часть тепла из системы рассеивается, не доходя до теплоносителя одинаково справедливо и для ТЭНовых, и для индукционных котлов. Учитывая высокую стоимость котла и обязательное дополнительное оборудование к индукционной системе за отдельную сумму, экономия в 30—50% на электроэнергии — не больше чем легенда и торговая уловка.
Долговечность.Как и всё на свете, сердечник тоже подвержен разрушению, но делать он это будет, в отличие от ТЭНа, намного дольше — лет 30. Остальные составляющие также имеют хороший запас прочности. Производители дают 10-летнюю гарантию на службу индукционного котла, и они не врут. Если его оснастить качественными европейскими электронными контроллерами, свободно прослужит и до 30—40 лет.

Фото 2. Индукционный котёл, подключенный к закрытой системе отопления. Дополнительно оснащается контроллером, расширительным бачком и насосом.
Учитывая вышесказанное, владелец индукционного котла обнаружит экономию по сравнению с ТЭновым только в длительной перспективе — после пяти лет пользованиясистемой. Но, по сравнению с первоначальными затратами на установку, она может оказаться несущественной.
Выполнение измерений с применением индукционной паяльной станции
 Контроль температуры пайки при помощи термопары и мультиметра
Контроль температуры пайки при помощи термопары и мультиметра
При пайке различных мелких радиодеталей, согласно требованиям различных нормативных документов, рекомендациям изготовителей электронных компонентов, технике безопасности, температура жала при его прикосновении к рабочей поверхности должна быть не выше 2700С. При работе с описываемым паяльным оборудованием данный показатель устанавливают при помощи регулировочных энкодеров на электронном блоке устройства. Проверяют правильность такой настройки, прикасаясь к жалу прибора кончиком термопары, подключенной к мультиметру.
Выводы и рекомендации
Браться за самостоятельное изготовление устройства есть резон, если в хозяйстве уже имеется индукционная панель. Затраты на ее приобретение достаточно высоки и сопоставимы с ценой электродного нагревателя. Мощность некоторых таких моделей достигает 10 кВт, в то время как смастерить в домашних условиях установку с показателем выше 2,5 кВт под силу только мастеру с должным уровнем компетентности (как минимум, нужно уметь собирать схему частотного преобразователя). Также перед монтажом необходимо удостовериться в отсутствии щелей и прорех, через которые жидкость из теплогенератора может просочиться наружу: такой инцидент способен вызвать пожар.
Индукционный нагреватель простой конструкции, рассчитанный на обслуживание небольшой площади помещения, несложно смастерить без специальной подготовки. Более мощные и эффективные варианты, например, со сварочным аппаратом или двумя платами, требуют от сборщика компетенций в области радиоэлектроники. Особенности строения этих установок обусловливают необходимость приобретения дополнительных средств контроля для обеспечения безопасности.
Индукционный нагреватель можно устанавливать в квартире, для этого не нужно никаких согласований и связанных с ними расходов и хлопот. Достаточно желания хозяина. Проект подключения требуется только теоретически. Это и стало одной из причин популярности индукционных нагревателей, даже несмотря на приличную стоимость электроэнергии.