

Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации; изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении; неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения; нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения. Правила, которые помогут предупредить появление ошибок:
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.
Сварка полипропилена общие принципы
Для взора начинающего «мастера на все руки» процесс может показаться обманчиво простым. Ведь все что нужно — это разогреть составляющие детали, соединить, а затем крепко их скрепить. Но настоящий мастер знает, что дьявол скрывается в мелких деталях, поэтому нужно внимательно отнестись к нюансам, игнорирование которых, может привести к некачественному результату, плохой работе канализационной системы, затопления соседей и дальнейшему разочарованию в технологии. Подлость процесса выявления ошибок – их можно обнаружить через пару месяцев, сразу диагностировать проблему магистрали может только опытный сантехник, проводивший за своим любимым делом больше 10000 часов. Поэтому рекомендуем внимательно проработать некоторые моменты, чтобы результат самостоятельного труда радовал и эксплуатировался десятки лет.
Сварка полипропилена выполняется методом термооплифузии. Процесс состоит в разогреве состыковочных частей и их быстрого соединения. Чтобы процедура стала возможной необходимо иметь аппарат – паяльник.
Способы сваривания листового полипропилена
В зависимости от применяемого сварочного оборудования соединение полипропилена может осуществляться несколькими способами:
- экструзионным;
- с помощью строительного фена;
- полифузным (стыковым).
Рисунок 1. Ручной экструдер – инструмент, предназначенный для экструзионной сварки полипропилена.
Первый вид сварки осуществляется с помощью специального аппарата – ручного экструдера (рис. 1). Данное устройство невелико в размере и комплектуется различными насадками. Его удобно использовать для осуществления сварки больших изделий, имеющих сложную конструкцию. Обычно экструдер для полипропилена оснащен интегрированным или встраиваемым механизмом подачи воздуха, с помощью которого пластмасса в сварочной зоне нагревается и размягчается.
Технология сварки экструзионным инструментом предполагает использование добавочного вещества в зону шва, которым в большинстве случаев является полипропиленовая проволока. Горячий воздух производит нагрев свариваемых поверхностей до вязкого состояния, а проходящая через экструдер присадка также нагревается и перемешивается с основой до образования однородной массы. С помощью такого метода сварки можно соединять даже толстостенные элементы, получая при этом шов высокого качества.
Рисунок 2. Сварка при помощи строительного фена осуществляется с целью соединения листового материала толщиной не более 20 мм.
Сварка с помощью строительного фена осуществляется под воздействием струи горячего воздуха, нагретого до температуры 170-180 °C (рис. 2). Такой способ применяется для соединения листового материала толщиной не более 20 мм. При этом сварной шов обладает сравнительно небольшой механической прочностью. Поэтому строительный фен рекомендуется использовать для соединения небольших по размеру элементов, которые при эксплуатации не будут поддаваться большим нагрузкам.
Полифузная сварка производится с помощью подвижных столов. Полученный таким способом сварной шов будет иметь достаточно большую прочность и надежность. Стыковой способ можно применять для соединения отдельных элементов практически любой толщины.
Инструкция по сварке листового полипропилена
Перед началом работ необходимо подготовить оборудование, рабочее место и присадочный материал. Инструмент подсоединяется к источнику питания, присадка вставляется в держатель экструдера, а рабочее место очищается от грязи и пыли.
Схема сварки труб из полипропилена.
После этого можно переходить к подготовке свариваемых поверхностей. Для этого материал ложится на стол, а его кромки обрабатываются мелкозернистой наждачной бумагой, так как шершавая поверхность будет иметь лучшие адгезионные свойства, чем гладкое основание.
После окончания подготовительного процесса, нагрев наконечник экструдера до нужной температуры, сварщик перемещает его вдоль шва, как при сварке электродами, заполняя стык расплавленной присадкой. При этом скорость подачи проволоки в сварочную ванну регулируется вручную или автоматически. Через 5-10 мин после окончания работ сваренные листы можно использовать по назначению.
Правила пайки полипропиленовых труб согласно двух видов
Пайка полипропиленовых труб может быть двух видов:
- – раструбная;
- – стыковая.
Раструбная пайка используется для изделий с небольшим диаметром при помощи паяльника. Температура – 2600 С. После пайки каждого соединения необходимо очистить тефлоновый слой нагревательных элементов. Соединения должны быть:
- – с отклонением от осевой линии не более 5о;
- – без складок и трещин;
- – с валиком, выступающим за торцевую часть муфты.

Стыковая сварка используется, если толщина стенки превышает 4 мм. Перед сваркой необходима обработка торцевателем с целью создания параллельных поверхностей соединяемых элементов. Важный аспект – компенсация линейного расширения при помощи грамотной расстановки опор и монтажа компенсаторов между неподвижными опорами. Ширина П-образного компенсатора не должна быть менее десяти диаметров трубы. Если используется петлеобразный компенсатор, диаметр петли должен ровняться восьми диаметрам трубы.

Кроме пайки, используются фитинги для полипропиленовых труб – разъемные и неразъемные. Для уплотнения резьбы обязательно использование фторопластовой ленты. Для перехода на металлические элементы применяются комбинированные соединительные детали в комплекте с ниппелями и переходными штуцерами.
Необходимые инструменты:
- – сварочный аппарат с насадками;
- – ножницы или труборез;
- – зачистка или торцеватель;
- – метровик;
- – нож, спирт, ветошь;
- – маркер.

Руководство по монтажу полипропиленовых труб
Сварка:
- – отмерить и отрезать трубу, армированную зачистить, снять фаску;
- – изделия большого диаметра (более 40 мм) требуют очистки окисленного слоя;
- – обозначить маркером глубину сварки и место соединения;
- – очистить и обезжирить свариваемые поверхности;
- – сначала надеть на насадку фитинг (если он не сидит плотно, его нужно отбраковать), потом трубу;
- – время нагревания определяется по специальной таблице;
- – после окончания нагревания на трубу надеть фитинг, на 20 – 30 секунд зафиксировать (пока шов частично охладится).
Монтаж полипропиленовых труб
Инструкция по монтажу стояков
Кроме пайки, необходим монтаж стояков и крепление полипропиленовых труб к стене или другой поверхности. Стояки прокладываются по разметке, произведенной согласно проекту. Должно быть отмечено, где расположатся раструбы и хомуты. Стояк предварительно собирается и укладывается в штроб или вдоль стен. Хомут для труб полипропиленовых крепится к стене при помощи дюбелей. Стояк закрепляется путем стягивания полдуги хомута.
Канализационные стояки имеют одинаковый диаметр по всей длине и всегда прокладывают вертикально, снизу вверх. Для чистки устанавливаются ревизии (примерно метр от пола). Монтируя канализацию, следует помнить, что для нее необходим вентиль для полипропиленовых труб (обратный клапан), который может быть установлен на общую трубу или на каждый прибор. Хотя одним клапаном можно обойтись только в небольшом доме.
Крепеж для полипропиленовых труб
Существует три вида крепежа для полипропиленового трубопровода:
- – металлические хомуты с винтовым креплением;
- – полипропиленовый крепеж (с ремешком или без ремешка);
- – крепеж из поливинилхлорида.
Хомуты оснащены резиновыми прокладками:
- – компенсирующими тепловое расширение;
- – снижающими вибрацию;
- – предохраняющими от механических повреждений.
Для крепления системы к стенам и потолкам используются опоры для полипропиленовых труб (фиксированные и скользящие). Фиксированная опора не дает трубе двигаться и направляет линейное расширение к компенсатору. Расстояние между порами определено нормативными документами. Для потолков рекомендуются скользящие опоры с ремешком, расположенные с интервалом, не превышающим 20 – 30 диаметров.











Для запора движения воды в системе используются шаровые краны для полипропиленовых труб. Они должны быть установлены у каждого прибора при помощи резьбового соединения. Полипропиленовые трубы не подвергаются образованию ржавчины или других отложений, не шумят во время эксплуатации, при внутреннем монтаже не требуют изоляции. Монтаж полипропиленовых труб (инструкция выше) не требует больших затрат труда и времени.

Важно!
Для горячей воды и отопления лучше использовать армированные материалы.
При монтаже резьбовых соединений недопустимо применение газового ключа.
https://youtube.com/watch?v=tBh29xzL8hI
Как происходит соединение
Простота сварки заключается в том, что полипропилен начинает плавиться при температуре 170 ⁰C. Разогревая соединяемые поверхности до температуры 250-300 ⁰C, и плотно соединяя их, получают монолитное изделие при последующем охлаждении.
Раструбный сварочный аппарат представляет собой устройство с нагревательным элементом, имеющим регулятор нагрева и насадки под различные толщины.
Пара насадок представляет собой один цилиндр с внешней рабочей зоной для разогрева внутренней поверхности муфты. Второй цилиндр имеет рабочую зону внутреннюю для разогрева внешней поверхности полипропиленовой трубы.
Насадки аппарата для раструбной сварки делают из металла с хорошей теплопроводностью. У них есть антипригарное тефлоновое покрытие с металлизацией. Трубу и муфту закрепляют на насадке, затем включают аппарат.
Через заданное время разогрев до необходимой температуры детали отключается. После этого труба вводится в муфту. За несколько секунд, пока идет остывание, происходит прочное сваривание изделий. Технология сварки – проще некуда.
Сварка полипропиленовых труб
Теперь, когда основные моменты по монтажу полипропиленовых труб освещены, можно сказать о самом процессе сварки труб. Сварка полипропиленовых труб осуществляется посредствам разогрева поверхности трубы с помощью сварочного аппарата. Весь процесс сварки состоит в том, что нагреваются сразу две соединяемые детали, после чего соединяются и после остывания они плотно соединены.
В этом то и заключен главный недостаток полипропиленовых труб, что если какой-то узел сварен неправильно, то переделать его невозможно, возможно только собрать новый. Поэтому к процессу сварки следует относиться ответственно, чтобы не испортить фитинги и трубы.
Однако в некоторых случаях можно исправить неправильно сваренный элемент. Для этого можно использовать муфты. На фото ниже как исправить неправильно сваренное соединение с помощью муфты.
Порядок работы по сварке полипропиленовых труб своими руками
Используя специальные ножницы отрезать необходимый размер трубы. Если трубу отрезать пилой, то следует удалить все заусенцы, образовавшиеся в процессе резки.
Далее следует маркером или карандашом сделать пометку на трубе и фитинге. Эта пометка необходима, чтобы в дальнейшем соединить обе детали в правильной ориентации. Следует отметить, что некоторые производители сразу устанавливают риски, что значительно облегчает работу.
Далее на нагретую насадку на сварочном аппарате насаживают сразу две детали.
Здесь следует отметить три важных момента.
- Во-первых, большинство сварочных аппаратов имеет регулятор температуры. Для комнатной температуры оптимально иметь температуру сварочного аппарата примерно 270 градусов. Если сварка выполняется на улице или при пониженных температурах, то температуру нагрева следует увеличить.
- Во-вторых, для сварки полипропиленовых труб важна выдержка деталей при нагреве. Так для трубы диаметром 20 мм – 5с; 25мм – 7с; 32 мм – 8 с; 40 мм – 12с. Здесь опять следует помнить о температуре сварочного аппарата. Подбор оптимального режима заключен в том, чтобы, разогрев мест соединяемых деталей был равномерным.
- В-третьих, при разогреве деталей нельзя их проворачивать на насадке, можно только одеть, а после нагрева снять.
После того как детали прогрелись их необходимо аккуратно снять с насадки и соединить. Во время соединения их нельзя проворачивать друг относительно друга это нарушит качество сварки. После того как детали соединены следует удерживать их в неподвижном состоянии 10-30секунд, чтобы место сварки застыло.
В заключение, по сварки полипропиленовых труб можно дать два совета.
При сварке полипропиленовых труб не следует соединять детали на всю длину прогретой трубы. Труба на сварочном аппарате прогревается примерно на 15 мм. При соединении же следует выполнять на длину 10 мм. В противном случае с внутренней части трубы образуется наплыв материала, так же, как и снаружи. Благодаря наплыву материала трубы уменьшается проходное сечение, что способствует накоплению всяких отложений в этом месте, тем самым засоряя водопровод.
Большинство сварочных аппаратов оснащено специальным зажимом. Он необходим для крепления к верстаку или столу. Сваривать трубы удобно, если сварочный аппарат не подвижен, поэтому не стоит пренебрегать тем, чтобы предварительно закрепить его, например, к табуретке.
Мы рассмотрели все особенности сварки полипропиленовых труб и использовании различных фитингов для подключения самых распространенных приборов водоснабжения. Несмотря на простоту сварки полипропиленовых труб работа эта очень ответственная, т.к. трубы будет служить много лет. Поэтому перед началом работ необходимо сделать разметку прохождения труб и определить необходимый комплект фитингов и труб, и только поле этого начать монтаж. Монтаж следует начинать от стояка. Залогом качественной сварки служит оптимальная температура сварочного аппарата. Перед началом работ не будет лишним сделать одно контрольное соединение для проверки выбора правильного температурного режима
И помните, что сварочный аппарат имеет температуру 270-320 градусов и при неосторожном обращении легко получить сильный ожог, поэтому сварку полипропиленовых труб следует вести в специальных защитных перчатках или рукавицах
Фитинги (муфты)
Фитинги применяются при соединении труб из разных материалов.
Соединительные муфты различают в зависимости от применяемого материала и конструкции.
Из полипропилена
Для соединения полипропиленовых фитингов с трубой применяется паяльник.
Соединение происходит путем нагревания двух элементов до изменения агрегатного состояния, смешивания полимеров и формирования единой решетки из кристаллов.
Срок эксплуатации соединения составляет около 50 лет.
Комбинированные
Комбинированные фитинги содержат металл и полипропилен.
У стальной части предусмотрено наличие резьбы.
Различают два типа комбинированных фитингов: американка и обжимной.
Американка имеет муфту из полипропилена для пайки с одной стороны и накидную гайку со второй.
Для стягивания элементов внутри гайки нарезана резьба.
Внутри фитинга обжимного типа расположена нержавейка или латунь. Обжимное кольцо располагается сверху и стягивается при помощи компрессионной гайки.










Муфты, переходники и соединители
Муфты, переходники и соединители имеют форму цилиндра.
Виды муфт:
- Изделие с переходом на наружную или внутреннюю резьбу
- Цельная муфта или разъемная под пайку
- Муфта переходная внутренняя – наружная
- Переход под ключ на внутреннюю или наружную резьбу
- С накидной гайкой или для перехода на «евроконус»
- Изделие для коллектора с переходом на PEX
- Изделие разъемное с переходом на внутреннюю резьбу.
Штуцеры
Штуцеры предназначены под крепление с ответной гайкой или резьбой.
Различают штуцеры под накидную гайку и накидные штуцеры.
Уголки и отводы
Уголки, водорозетки, угольники и отводы предназначены для разделения системы или изменения направления трубы.
Элементы применяются для присоединения различного оборудования.
Виды элементов:
- Угольник на 90 ли 45 градусов
- Угольник с переходом на внутреннюю или наружную резьбу
- Водорозетка с внутренней или наружной резьбой
- Уголок с накидной гайкой
- Планка с водорозетками.
Крестовины, тройники, коллекторы
Крестовины применяются для соединения четырех труб.
Различают: обычное, компланарное или двухплоскостное приспособление.
Тройники используются для устройства ответвлений от основного трубопровода.
Различают приспособления: с переходом на внутреннюю или наружную резьбу, двухплоскостной и тройной переходник.
Коллекторы применяются для монтажа от 2 до 6 отводов. Они придают жесткость и поддерживают одинаковое давление в контуре.
Коллекторы целесообразно использовать для равномерного распределения давления в системе.
Заглушки, клапаны, фильтры
Заглушки, колпаки и пробки применяются для испытания системы на герметичность.
Используется концевая заглушка или полипропиленовая пробка.
Фильтры предназначены для сбора ржавчины, налета и грязи.
Фильтры обустраиваются на ровном участке трубы
Обратный клапан применяется для предотвращения обратного оттока жидкости.
Маркировка фитингов
Диаметр фитинга отображается на торцевой части детали. Толщина стенки также отображается на детали.
На некоторых деталях параметр отображается в барах и имеет буквы PN.
При другом способе маркировки на деталях содержатся буквы S и SDR.
Буква S обозначает серию трубы и номинальное рабочее давление. Чем выше число коэффициента, тем меньше нагрузку деталь выдержит.
Обозначение SDR отражает прочность. Чем большее числовое значение указано, тем меньшую нагрузку выдержит элемент.
Фиксаторы
Полипропиленовые трубы крепятся к стенам и полу для предотвращения их провисания и деформации.
Крепление производится специальными клипсами или хомутами.
Хомутовое крепление плотно крепит трубу.
Крепление трубопровода и радиатора к полу не допустимо.
Монтаж креплений производится на стену.
Для фиксации полипропиленовой трубы расстояние между элементами жесткого крепления приведено в таблице .
Соблюдение расстояния не позволяет самопроизвольно перемещаться трубопроводу и гарантирует надежную фиксацию.
При определении расстояний учитывайте диаметр трубы и температуру теплоносителя.
Полипропилен подвержен расширению при нагревании. При неверном монтаже такое расширение может привести к разрыву трубы.
Компенсаторы имеют форму кольца, букв Г, П или Z.
При угловом монтаже оставляется зазор для возможности расширения при нагреве.
Температура паяльника и время сварки
Температура спаивания ППР-труб одинакова для всех видов армирования и всех диаметров, и составляет 260℃. Такую температуру следует выставлять на термостате паяльника и всегда её придерживаться. В процессе работ можно случайно провернуть терморегулятор, поэтому рекомендую иногда на него посматривать. Двести шестьдесят градусов по цельсию, плюс-минус несколько градусов – не нужно делать температуру больше положенного!
Некоторые “ухари”, для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и пережигается), часто происходят случаи запаивания внутреннего прохода трубы.
Так называемая “жопка” на жаргоне сантехников – запаянный в фитинге конец трубы, наглухо или с небольшой пропускной способностью. Зачастую такой брак становится причиной катастрофически низкого напора воды или плохому нагреву отопительных приборов. Появляются “жопки” в результате превышения температуры и времени пайки – выставил высокую температуру на паяльнике или слишком долго нагревал детали, а иногда и то, и другое.
Ещё одной причиной повышения температуры на паяльнике является нежелание напрягать грудные мышцы – нормальная температура пайки и качественный полипропилен заставляют немного напрягаться!
Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены в таблице ниже и справедливы для любых типов полипропиленовых труб.



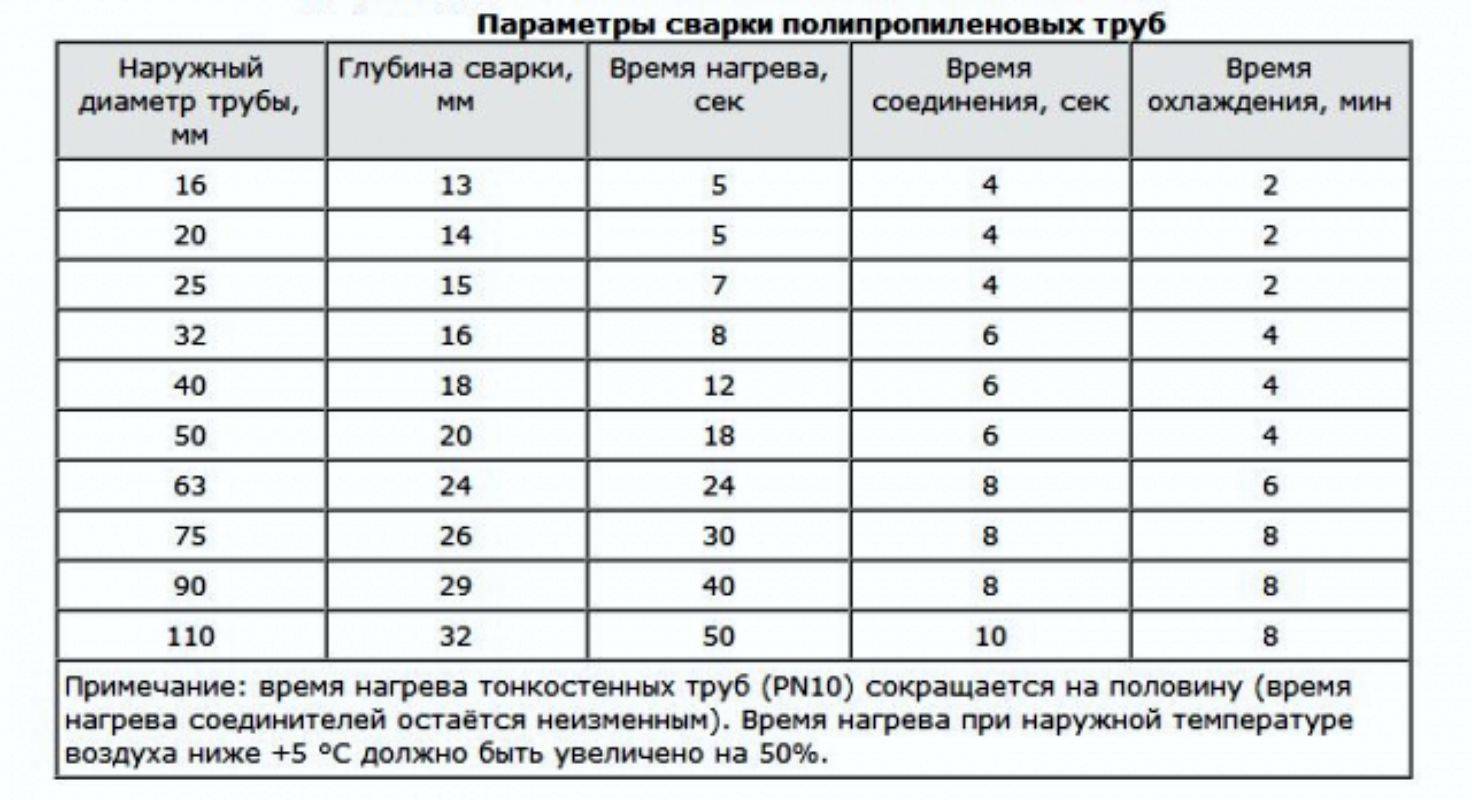




| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Попробуйте повернуть телефон в положение “пейзаж” или измените масштаб браузера. Для отображения таблицы необходимо разрешение экрана не менее 601 пикселя по ширине!
Данные из таблицы справедливы для температуры окружающего воздуха 20℃. Вообще кончено температура пайки может меняться в зависимости от температуры окружающей среды, собственно для этого на паяльнике имеется регулятор. Однако на начальном этапе не стоит забивать себе голову различными коэффициентами, а усвоить простую истину – пайку нужно выполнять в тепле!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется “ощущение” материала, чувство недогретого или перегретого паяльника. Только тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух свариваемых деталей после снятия с насадки?
Ответ на этот вопрос находится в действующих технических рекомендациях ТР 125-02. Технологическая пауза для диаметров 20-25 мм. составляет 4 секунды, для 32-50 мм. 6 секунд и 8 секунд для диаметров 63-90 мм. Однако имею мнение, основанное на своих личных ощущениях материала, что цифры эти завышены, раза в два. Хотя, подчеркиваю, что пауза сильно зависит от конкретного материала – полипропилен от разного производителя с разной скоростью теряет свою элластичность в течение нескольких секунд.
Ошибки при сварке
Сварка пластиковых труб своими руками, особенно у новичков, приведет к появлению ряда ошибок
Мы выбрали самые частые, чтобы вы могли понимать, как сваривать детали правильно, на что следует обратить внимание
- Грубая подготовка – наиболее простая и частая оплошность. Неправильное формирование кромки, грязь, вода и жир в месте сварки труб из полипропилена и подобное пренебрежение подготовкой приводит к тому, что место соединения теряет свою монолитность.
- Ошибки позиционирования – дефекты, которые возникают при сборе. Это попытки провернуть деталь после сбора, попытки удалить наплывы во время сбора. Все это означает остывание деталей с последующим снижением качества сварного шва.
- Неправильный материал. Здесь мы обращаемся к особенностям сварки пп труб. Полипропилен от различных производителей может иметь разную температуру плавления, а значит одна из деталей может быть недогрета или перегрета. Также такая проблема возникает при попытках сварить две трубы различного диаметра.
- Некачественная сборка – сюда следует отнести чрезмерное давление при сборе, недостаточное давление, увеличение промежутка между снятием изделия с аппарата для сварки и сбором.
Все описанные проблемы встречаются довольно часто и в своем большинстве появляются из-за обычной халатности проявленной сварщиком. Избежать проблем поможет инструкция по сварке полипропиленовых труб, представленная выше, пробная попытка варить стандартные соединения и обработка полипропиленовых труб в труднодоступных местах.
Сколько стоит сварочный инвертор
Купить прибор для сварки полипропиленовых труб или набор с насадками можно практически в любом городе, расценки будут зависеть от типа устройства и количества насадок. К примеру, сварочный инвертор «Кобра» российского производства обойдется примерно в 3000 рублей, а пистолет для полипропиленовых труб Dytron SP-4a (Чехия) – 5000 рублей.

Фото – набор для сварки с насадками
Предлагаем рассмотреть, какова цена на сварочный утюг Candan СМ–03 (Турция) для полипропиленовых труб:
| Город | Стоимость, рубли |
| Барнаул | 2700 |
| Екатеринбург | 2700 |
| Уфа | 2800 |
| Москва | 3000 |
| Воронеж | 2800 |
| Санкт-Петербург | 3000 |
| Челябинск | 2800 |
Специфика пайки труб из полипропилена
Нагревание полипропилена способствует его размягчению. При этом его частицы попадают в смежные элементы. После остывания материал становится твердым и стойким к повреждениям. Как же сварить трубы из полипропилена с помочью работы паяльником? Чтобы запаять такие изделия, нужно учитывать следующие особенности:
- нагревать материал до состояния вязкой текучести;
- паять изделия из одинаковых материалов;
- плотно стыковать торцы и фитинги;
- выравнивать материал в течение нескольких секунд, поскольку полипропилен быстро застывает.
 Сварка полипропилена обладает определенными особенностями
Сварка полипропилена обладает определенными особенностями
Соединение труб из полипропилена, армированных алюминиевой фольгой
Сваривание армированных алюминиевой фольгой полипропиленовых труб не имеет принципиальных отличий, однако имеет несколько важных нюансов. Прежде всего, потребуется еще один специальный инструмент для снятия наружного слоя полипропилена и алюминиевой армирующей фольги.

Этот инструмент называется шейвером и широко используется при работе с армированными трубами. Для удобства монтажа раструб фитинга выполнен таким образом, что позволяет произвести соединение только с обработанным шейвером патрубком. Глубину зачистки патрубка определяют с учетом глубины раструба +2мм.





